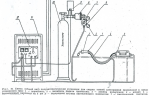
ООО «Кантар» предлагает широкий спектр оборудования для изготовления отводов до диаметра 1020.В состав оборудования входит весь необходимый комплекс: пресс протяжки, пресс правки (калибровки) отводов, оборудование для торцовки отводов.
- Фотогалерея отводов, изготовленных на оборудовании ООО «Кантар» для производства отдов находится в соответсвующем разделе.


- ООО «Кантар» изготавливает оводы с прямыми участками (калачи).

- Принимаем Ваши заявки как на отводы (в том числе с нестандартными размерами), так и не комплекс оборудования для изготовления отводов!
Отводы крутоизгонутые. Технология производства.
Отводы крутоизогнутые, наряду с отводами гнутыми с нагревом ТВЧ и холодного гнутья (холодной деформации), являются одной из важнейших деталей, необходимых для монтажа трубопроводов. Это переходные части, позволяющие соединить трубы и изменить их направление.
Соединение трубопроводов производится встык под углом 90°. Отводы должны отвечать высоким стандартам качества и выдерживать условное давление веществ, проходящих по трубам, до 2,5 МПа. Их эксплуатация возможна в температурном диапазоне от минус 40° до +450°С. Температура пара и горячей воды внутри трубы может достигать +400°С.
Технология производства отводов крутоизогнутых состоит из нескольких этапов. Сначала производится резка патрубков, т.е. заготовок труб определенного размера.
Затем заготовки протягиваются на специальных гидравличесих прессах (оборудовании для производства отводов) по рогообразному сердечнику, который создает необходимую форму.
Третий этап создания отвода – это так называемая калибровка (правка) в вертикальных гидравлических прессах (используется пресс правки отводов) В ходе нее корректируются геометрические размеры, что в первую очередь касается диаметра. В завершении отводы обрабатываются на торцовочных станках.

Этапы технологического процесса производства отводов
| Порезка на мерные заготовки (патрубки) труб. |   |
| Горячая протяжка трубных заготовок по рогообразному сердечнику. Протяжка осуществляется на специальных гидропрессах, с использованием графитовой смазки. |   |
| Объемная правка отводов в вертикальных гидравлических прессах (калибровка), При этом происходит правка геометрических размеров, прежде всего диаметров. |   |
| Механическая обработка торцев отводов на оборудовании для обработки торцев |
Производство отводов для труб: разновидности и способы изготовления
Отводы — это разновидность соединительных фитингов, которые используются в различных трубопроводных конструкциях для изменения направления трубы.
Они могут производиться из различных материалов (металлических и полимерных) и иметь разнообразные габариты.
При изготовлении таких важных элементов трубопроводных коммуникаций как отводы, необходимо соблюдать стандарты качества и технологию процесса.

Отводы — это изогнутые детали, применяемые для стыковки труб на повороте магистрали
Разновидности отводов
С конструктивной точки зрения, отвод представляет собой отрезок трубы, который выполнен под определённым углом. Выбор этих изделий осуществляется в зависимости от эксплуатационных задач. Они классифицируются по нескольким признакам:
- материал изготовления;
- способ производства;
- размер;
- угол изгиба.
Все отводы могут выполняться как из металла, так и из пластмассы. Рассмотрим основные материалы, из которых производятся эти изделия:
- сталь (нержавеющая, легированная и углеродистая);
- полиэтилен низкого давления (ПНД);
- поливинилхлорид (ПВХ).
Обратите внимание! Каждый отвод без исключения имеет свою марку, которая присваивается ему в соответствии с государственными стандартами (ГОСТ). Марка приспособления позволяет при желании узнать всю необходимую информацию о нём.
Если показатель сечения коммуникации составляет менее 50 мм, то тогда для организации ответвления используют стальные фитинги. Все стальные отводы подразделяются на две группы:

Для производства отводов используются металлы и сплавы — стали (в том числе нержавеющие), чугун, медь и прочие
Наличие шва у стальных моделей определяется вариантом производства. Стальные фитинги производятся на специальном трубогибочном оборудовании, а пластиковые, как правило, посредством использования метода экструзии.
Эксплуатационная область отводов
На сегодняшний день промышленность не стоит на месте. Методы получения различных комплектующих для труб совершенствуются с каждым днём, но основы технологического процесса остаются неизменными.
Как уже было сказано выше, для производства отводов используются стальные и пластиковые материалы.
Из пластика изготавливают отводы, которые преимущественно используются во время прокладки пластмассовых канализационных линий.
Стальные изделия, в свою очередь, используются в более тяжёлых эксплуатационных условиях. Трубопроводы с повышенным давлением, а также коммуникации, осуществляющие транспортировку агрессивных сред, требуют прочных и устойчивых к коррозии комплектующих. Фитинги из нержавейки подходят для использования практически в любых климатических условиях.
Эксплуатационная область этих элементов трубопроводных коммуникаций является довольно обширной. Они используются в хозяйственных, в промышленных сферах деятельности человека. Рассмотрим более подробно системы, в которых используются эти изделия:
- коммуникации водоснабжения;
- газопроводы;
- нефтепроводы;
- тепловые сети.

Отводы используются во всех типах трубопроводов, в местах, где магистраль меняет направление
Стальные изделия являются популярными при прокладке магистральных линий, относящихся к нефтегазовой промышленности.
В таких коммуникациях рабочая среда перемещается по трубам под большим давлением, поэтому стальные соединительные элементы подходят для них как нельзя лучше.
В свою очередь, водопроводы, прокладываемые в хозяйственных целях, прокладываются с использованием тонкостенных соединительных отводов.
Современная промышленность позволяет получить изделия, которые имеют сопротивляемость к довольно высоким показателям давления (до 100 МПа). Рабочая температура для современных отводов колеблется от −70 до +450 °C.
Методы производства различных стальных отводов
Все стальные отводы подразделяются на несколько основных разновидностей:
- крутоизогнутые;
- штампосварные;
- сварные секционные;
- гнутые.
Рассмотрим основные способы выполнения вышеуказанных разновидностей:
Крутоизогнутые. Изделия этого вида регламентируются государственными стандартами 17235–2001 и 17235–83, а также технической документацией (ТУ). Производятся такие детали посредством протягивания сегмента трубы через форму. Благодаря такому способу выполняются изделия с высокими качественными характеристиками.
Материалом для таких моделей служит углеродистая сталь и нержавейка. Угол изгиба, получаемый методом протяжки через форму, колеблется от 30 до 90°. Минимальный показатель сечения у таких моделей составляет 18 мм, а максимальный — 426 мм.
Максимальное рабочее давление, которое способен выдержать такой отвод для трубы, составляет 16 МПа.

Обработка заготовок для будущих отводов может производиться горячим или холодным способом
Гнутые. Изготовление отводов такого типа выполняется на трубогибочном оборудовании. Заготовка во время гибки может находиться в двух состояниях: холодном или горячем. Такие модели имеют прямой участок и применяются в тех случаях, когда по тем или иным причинам нет возможности использовать крутоизогнутые изделия.
Обратите внимание! Основной недостаток гнутых отводов заключается в том, что они имеют довольно внушительную массу, усложняющую их монтаж на трубопровод.
Такие изделия могут иметь радиус изгиба от 2 до 90°. Регламентируются эти детали ГОСТом 24950–81 и соответствующими техническими условиями. Минимальная рабочая температура для таких фитингов составляет −50 °C, а максимальная достигает +510 °C. Гнутые модели можно использовать в трубопроводах с очень высоким давлением (до 100 МПа).
Штампосварные. Выполняются посредством использования сварочного оборудования. Материалом для производства служат специальные листы легированной или нержавеющей стали.
Благодаря такому способу получают изделия с большими габаритами (до 420 мм). Как правило, такие модели эксплуатируются в качестве конструктивных элементов магистральных газо- и нефтепроводов.
Регламентирующая документация в таком случае представлена техническими условиями.
Сварные секционные. Эти изделия производятся с помощью сварки отдельных секций труб, выполненных из углеродистой или низколегированной стали.
С конструктивной точки зрения, такие изделия являются менее надёжными, так как не являются цельной деталью, поэтому их используют в коммуникациях с небольшими показателями давления (до 2 МПа). Максимальная рабочая температура для таких изделий не превышает 425 °C.
Такие отводы имеют размеры от 108 до 1620 мм. Основная эксплуатационная сфера — тепловые электростанции.

Отводы из полимерных материалов применяют при соединении труб из полиэтилена, полипропилена, поливинилхлорида и прочих
Пластиковые отводы
Пластиковые фитинги этого типа являются довольно распространёнными на сегодняшний день и имеют некоторые преимущества перед стальными аналогами. С точки зрения прочности, они проигрывают стальным моделям, однако, простота изготовления, транспортировки и монтажа, а также небольшой вес отводов из полимерных материалов позволили им занять своё место на современном рынке.
Рассмотрим основные полимерные материалы, из которых производятся отводы для трубопроводов:
- полиэтилен низкого давления (ПНД);
- поливинилхлорид (ПВХ).
Для изготовления полиэтиленовых соединительных деталей используют разные марки ПЭ низкого давления, которые отличаются высоким коэффициентом плотности (например, ПЭНД). Полиэтилен низкого давления сам по себе является очень прочным материалом, поэтому изделия из него способны обеспечить стабильные показатели давления в коммуникации.
Ещё одной особенностью этих изделий является эластичность, которая позволяет упростить их установку. Монтаж полиэтиленовых отводов отличается лёгкостью, так как отпадает необходимость в использовании сварочного оборудования. Из минусов этих изделий можно выделить плохую переносимость низких температур.
Используются такие изделия для монтажа внутренних канализационных сетей.
Модели, выполненные из поливинилхлорида, являются долговечными и отличаются устойчивостью к температурным перепадам, активным химическим соединениями и ультрафиолету.
Полезная информация! Как правило, ПВХ трубы и отводы используются для прокладки открытых (наружных) канализационных коммуникаций. Это связано с тем, что поливинилхлоридные детали имеют сопротивляемость к низким температурным показателям, в отличие от ПНД изделий.
Полимерные изделия, включая ПЭ и ПВХ отводы, выполняются с помощью метода экструзии. Поэтапное производство отводов из полимеров включает в себя: экструзию, калибровку, охлаждение детали, калибровку, обрезку и штабелирование.
Как производят отводы
Содержание
Соединительная деталь для промышленных и бытовых трубопроводов выполняется в форме изогнутого под определенным углом трубного отрезка. Она позволяет изменить направление магистрали, не нарушая ее герметичности. Эксплуатационная сфера элементов невероятно широка. Чаще всего их применяют при укладке наземных и подземных газовых, нефтяных, водопроводных сетей.
Арматуру для трубопроводов изготавливают разными способами. По конструктивным особенностям, сфере использования, технологии исполнения различают модели:
- крутоизогнутые;
- гнутые;
- сварные (секционные и секторные);
- штампосварные;
- точеные.
Производство крутоизогнутых отводов
Радиус изгиба фитингов равен 1,5 величины условного прохода (DN). Они могут быть изогнуты под разным углом, наибольшей популярностью пользуются модели, которые повернуты на 45 и 90 градусов.
Выпуск фасонных элементов регламентируют документы ГОСТ 17375-2001, ГОСТ 30753-01, ОСТ 34.10.699.97 и др.
Бесшовные комплектующие производят горячей протяжкой. Сначала мастера выполняют резку патрубков, т.е. осуществляют заготовку труб определенного размера. Заготовки из углеродистых, нержавеющих марок стали помещают в специальную печь, нагревают до пластичного состояния.
Затем их протягивают через специальный шаблон – рогообразный сердечник, придавая колену нужный угол изгиба (от 30 до 90 градусов). Далее формы правят на вертикальном гидравлическом прессе, чтобы скорректировать геометрические параметры. Этот процесс называется «калибровкой».
Заключительный этап: механическая обработка срезов на торцовочном станке.
Сложная и трудоемкая технология позволяет получить прочные бесшовные фитинги с сечением от 25 до 820 мм. Они рассчитаны на внутреннее давление в сети до 16 МПа.

Изготовление гнутых отводов
Для разработки деталей по ГОСТ 24950-81 используют трубогибочное оборудование, которое придает им радиус загиба от 2 до 90 градусов.
Стальная заготовка в процессе гибки может быть в холодном или горячем состоянии (метод холодной/теплой деформации).
В общих чертах процедура создания выглядит так: трубчатую основу помещают на ложемент. Один ее край защемляют, другой – поддомкрачивают.
Чтобы распределить нагрузку на стенки в зоне сгиба равномерно и добиться отсутствия гофры, полость арматуры изнутри заполняют сыпучей смесью. По краям монтируют заглушки.
В месте деформации (обычно это средняя часть трубы) шаблон разогревают газовоздушной горелкой или индукционным методом.
Далее трубы предварительно зачищают, подвергают дефектоскопии, правке, балансировке. Мастера размечают длину прямых участков будущих комплектующих и зоны деформации.
При деформировании тщательно контролируют следующие параметры: радиус поворота, скорость поступления нагревательного компонента, объем подачи охлаждающего элемента. Далее формы обрезают, кромки разделывают под приварку.
Специалисты проверяют толщину стенки в месте изгиба с внутренней и наружной стороны устройства.
Перед поступлением в продажу металлоизделия маркируют, комплектуют полимерными заглушками. На стальную поверхность наносят защитный слой для устойчивости к коррозии.
Данные фитинги монтируют в ситуациях, когда по каким-либо причинам нельзя установить крутоизогнутые колена. К достоинствам металлоизделий с прямым участком относят резистентность к высокому давлению: до 100 МПа. Они выдерживают колебания температуры от -50 до + 510 градусов по Цельсию.
Кроме того, гидросопротивление на участке магистрали с гнутыми отводами ниже, чем в зоне установки крутоизогнутых устройств. При этом отсутствуют засоры, скопление механических примесей рабочей среды.
Среди недостатков – внушительный вес конструкций, который усложняет их установку в трубопровод.
По сравнению с технологией горячей протяжки этот способ имеет некоторые преимущества:
- увеличенную производительность;
- энергосбережение (экономия до 80%).
Изготовление сварных отводов
В качестве заготовок используют листы углеродистой, низколегированной стали. Сварную продукцию также создают из нержавеющих сплавов.
Для выпуска деталей применяют сварочное оборудование. Секционные металлоизделия представляют собой конструкции, созданные из отдельных трубных секций, сваренных между собой. Они имеют уязвимые места (швы), поэтому адаптированы к невысокому давлению: до 2 МПа. Обычно колена размером (с сечением) от 108 до 1620 мм выбирают при сооружении тепловых электростанций.
Штампосварная арматура, которая тоже изготавливается из листов стали посредством сварки, востребована при прокладке масштабных магистральных нефте- и газопроводов. Технология позволяет получить комплектующие большого диаметра с толстыми стенками при минимальном процессе брака. Размер сечения может составлять до 1420 мм.
Несмотря на то, что существует несколько ОСТ плюс стандартные ТУ (например, ОСТ 34-10-752-97) нередко сварные фитинги производят под конкретный инженерный проект. При этом обязательно проверяют сварочные швы на прочность, герметичность.

Производство пластиковых колен
Соединительные детали из полимерных материалов проигрывает по прочности стальным аналогам, но имеет свои преимущества. Среди них: небольшой вес, простота монтажа (при установке не требуется сварочное оборудование) и изготовления, устойчивость к коррозии.
Такие конструкции выпускают на основе поливинилхлорида (ПВХ) или полиэтилена низкого давления (ПНД). Сырье продавливают через формующий инструмент (экструдер), чтобы получить устройство нужной формы. Потом основы калибруют, охлаждают, обрезают.
Полиэтиленовые соединительные детали обычно используют при укладке внутренних канализационных систем. Диаметр изделий, которые применяют для подачи воды в жилых домах, строгими стандартами не регламентирован. Обычно этот показатель составляет 20-25 мм. Стандартный диаметр пластикового отвода канализации составляет 110 мм.
Как изготавливают отводы стальные крутоизогнутые для трубопроводов. — ООО «ГАЗСТРОЙСЕРВИС» Отводы, Фланцы, Тройники, Задвижки, Клапаны
Для бесперебойного функционированияжилых зданий, объектов промышленности,объектов социального назначениянеобходимо заложить правильную,функциональную и надежную системуобеспечения зданий водой, газом,
теплоенергией.
- В промышленных сооружениях требуетсяобеспечить возможность подачи различныхтехнологических газов, пара, топлива,которые будут использоваться в
- производственном цикле предприятия.
И такую важную функцию несут на себетрубопроводы. Они состоят из трубразличного диаметра, а также разныхузлов и деталей, которые призваны помочьсоздать полноценную систему. Называютсятакие узлы трубопроводной арматурой.К ней относятся: отводы, фланцы, заглушки,
переходники и тройники.
Отводы для труб — это деталь, котораяпредназначена для плавного измененияна нужный угол направления трубопровода.Другими словами — это небольшой отрезоктрубы, выгнутый под необходимым углом.Технология изготовления его разнообразна,
потому он бывает нескольких видов.
Гнутые модели изготавливаются натрубогибочных станках. Производствоих очень дешевое. К их недостаткам можноотнести то, что они большого радиусаизгиба, поэтому в процессе производствамогут образовываться микротрещины,
деформироваться профиль.
Как правило, изготавливают их длятрубопроводов с диаметром условногопрохода, не превышающего 50 мм. Маркировкананосится в соответствии с диаметромусловного прохода. В последнее времяих значительно вытесняют с рынка детали
- кованые.
- На рисунке представлена изогнутая
- труба стальной отвод
- Технические характеристики таких
- труб представлены в таблице:
- Эти гнутые элементы часто оснащаютрезьбой для более удобного и быстрогомонтажа. Например, отвод газовой трубыочень удобно применять именно с нарезной
- резьбой.
Кованные модели самая распространеннаяразновидность. Изготовление их происходитразличными способами, но обязательнымусловием является разогрев заготовки.Маркировка наносится в соответствии с
- наружным диаметром трубы.
- Все изделия, которые используются впромышленности, для прокладки магистральныхтрубопроводов, имеют специальнуюмаркировку, в которой дополнительноуказывается их ресурс, согласно сусловиями эксплуатации. В настоящеевремя, когда появились индукционныеустановки для изготовления труб диаметромот 15 до 1400 мм, эта технология завоевывает,
- все большую популярность.
Сегментные (секторные сварные,приварные) модели — это отводы для труб,изготовленные методом сварки клинообразныхколец. Они достаточно дешевы в изготовлении.Применяются в системах, где необходимосоединить большого диаметра трубы дляотвода газов и воды под небольшим
давлением.
Секторные сварные (приварные) деталиизготавливают из низколегированной,высоколегированной, углеродистой,коррозионностойкой, жаростойкой ижаропрочной стали.
Они предназначеныдля использования в пищевой, энергетической,нефтехимической, фармацевтической,целлюлозно-бумажной, металлургической,химической промышленности.
Холоднаявода, масла, горячая вода, жиры, агрессивныеи неагрессивные смеси это нормальнаярабочая среда для систем с такими
стальными элементами.
Наиболее часто используются маркисталей: ст20, ст09Г2С, 3ПС/СП5, ст12Х18Н10Т.Изготавливаются отводы от 426 мм до 2000мм в диаметре. Углы изгиба могут быть180, 90, 60, 45, 30, 15 градусов. Под заказ делаютмодели с любыми углами поворотов поиндивидуально разработанным чертежамзаказчика. Типовые же регламентируются
нижеприведенными ГОСТами.
ГОСТ 17375-2001 — Условные обозначения, размеры и конструкция отводов для трубопроводов соответствуют типу 3D, имеют условный проход R=1,5DN и поворот 45, 60 90 и 180 градусов. Это бесшовные, крутоизогнутые приварные детали. Производят их из низколегированной стали или углеродистой.
Применяют при изготовлении методы штамповки или растяжки на рогообразном стержне. Изделия I исполнения производятся с углом 180, 90 и 45 град. Диаметр их может колебаться в пределах 21,3-1016 мм. Материал для трубы, из которой изготавливают их, имеет толщину 2-12,5 мм. Изделия II исполнения изготавливают с углом 180, 90, 60 и 45 град.
Диаметр варьируется в пределах 32-320 мм с толщиной стенки от 2
до 32 мм.
ГОСТ 30753-2001 — Приварные бесшовные элементы из углеродистой и низколегированной стали. Тип 2D. Изготавливаются так же, как в описанном выше ГОСТе. Продукцию I исполнения изготовляют с изгибом 180 и 90 град. Диаметр ее находится в пределах 60,3-610 мм, толщина стенки 4-12,5 мм. Продукцию II исполнения производят с изгибом 180, 90, 60 и 45 град. Диаметр от 57 до 820 мм, толщина
стенки от 4 до 36 мм;
Стандартами для изготовления являются
ОСТ 34 10.752-97, ОСТ 36-21-77.
- Кованные штампосварные детали (ОКШ)используются для магистральныхтрубопроводов, к которым предъявленытребования работы под высоким давлением.При их изготовлении применяетсятехнология штамповкой двух половин(вдоль направления трубы), затем половины
- соединяются с помощью сварки.
- Такая технология позволяет получитьготовый отвод для водогазопроводныхтруб с большой толщиной стенки и большогодиаметра. Контроль качества готовогоизделия производится по всей поверхности,
- что бы исключить наличие трещин абсолютно.
- Элементы трубопроводов (трубы, отводы,тройники, переходы) изготавливаютсячетко по отраслевым стандартам,действующим ГОСТам и ТУ. Кроме того, онипроходят тщательную проверку качества:химический анализ, экспресс-анализхимического состава, металлография,анализ механических свойств,магнитопорошковая дефектоскопия,звуковая дефектоскопия, гидравлические
- испытания.
В бытовых трубопроводах в настоящеевремя успешно используются так называемыепластиковые трубы (полипропиленовые).
Диаметр тех, которые используются дляподачи воды в жилой квартире, строгимистандартами не обусловлен. Единственное,что приходится учитывать, это размерытруб подачи воды и канализации, заходящиев квартиру извне.
Чаще всего для стояковиспользуют изделия диаметром 20-25 мм.Монтаж их достаточно прост и не требует
особых навыков или оборудования.
Преимущества же перед металлическимитрубами очевидны. Самое главное и первоедостоинство это их срок службы. Он можетпревышать 50 лет. К тому же они имеютдостаточно эстетичный вид и не требуютпокраски, ведь им не страшна коррозия.Такие трубы имеют хорошие теплоизоляционныесвойства, устойчивы к высоким температурам(температура воды может достигать 95
градусов Цельсия) и гидроударам.

Производство Отводов для труб как бизнес: оборудование, технология изготовления
Соединительная деталь для промышленных и бытовых трубопроводов выполняется в форме изогнутого под определенным углом трубного отрезка. Она позволяет изменить направление магистрали, не нарушая ее герметичности. Эксплуатационная сфера элементов невероятно широка. Чаще всего их применяют при укладке наземных и подземных газовых, нефтяных, водопроводных сетей.
Арматуру для трубопроводов изготавливают разными способами. По конструктивным особенностям, сфере использования, технологии исполнения различают модели:
- крутоизогнутые;
- гнутые;
- сварные (секционные и секторные);
- штампосварные;
- точеные.
Разновидности отводов
По своей сути отвод является отрезком трубы, который согнут под определенным углом. Классификация этих изделий осуществляется в первую очередь по материалу изготовления, в зависимости от которого есть две категории отводов:
- стальные – отводы из нержавейки, оцинковки, легированной, углеродистой стали;
- пластиковые – отводы из ПВХ или полиэтилена высокой плотности (ПЭНД).
Стальные детали предназначены преимущественно для использования с повышенной нагрузкой – под высоким давлением, при транспортировке агрессивных сред, при эксплуатации в сложных климатических условиях и т. п. Отводы из пластика обычно применяются для прокладки внутренних и наружных систем коммуникаций.
Кроме того, и стальные, и пластиковые отводы разделяются еще по трем основным признакам:
- габаритам – длине, диаметру, толщине стенок;
- углу изгиба;
- технология производства.
Выбор указанных параметров определяется эксплуатационными задачами и назначением всего трубопровода в целом. Каждый отвод имеет свою маркировку, в которой отображается вся необходимая информация.
Стальные отводы
Выделяют 2 вида отводов из стали:
Бесшовные стальные отводы изготавливаются по двум технологиям, в зависимости от которых бывают:
- крутоизогнутыми – их получают протяжкой отрезка трубы из нержавеющей или углеродной стали через форму. Это высококачественные изделия, которые пользуются наибольшим спросом и применяются в большинстве трубопроводных систем;
- гнутыми – производятся методом сгибания отрезка трубы. Такие отводы отличаются большим весом, поэтому более сложные в монтаже и востребованы только там, где крутоизогнутые не подходят (в магистралях с очень высоким давлением или температурой транспортируемых сред до +510° C).
Сварные отводы тоже бывают двух типов:
- штампосварные – свариваются из стальных листов путем сворачивания и создания одного шва. Предназначаются для крупных нефте- и газопроводов с диаметром трубы до 420 мм;
- сварно-секционные – состоят из сваренных между собой секций. Из-за наличия двух и более швов являются менее надежными, поэтому применяются в трубопроводах с низким (до 2 МПа) давлением.
Пластиковые отводы
Отводы из пластика уступают стальным только по прочности. По всем остальным параметрам они значительно выигрывают, поскольку намного легче и проще производятся, транспортируются и монтируются.
Выпускают такие изделия из двух видов полимеров:
- полиэтилена (ПЭНД);
- поливинилхлорида (ПВХ).
ПЭ высокой плотности (ПЭНД) – материал с довольно высокими прочностными характеристиками, соединительные детали из которого могут использоваться при умеренном давлении в магистрали. В связи с тем, что при низких температурах ПНД утрачивает свои первоначальные свойства, изделия из него применяются при прокладке внутренних коммуникационных систем.
Отводы из поливинилхлорида обладают хорошей стойкостью к температурам, агрессивным веществам и ультрафиолетовому излучению. Поэтому такие соединения чаще всего используются во внешних трубопроводах.
При открытии собственного предприятия необходимо определиться с ассортиментом выпускаемой продукции, учитывая два фактора – потребности местного рынка и размер стартового капитала. Наиболее простым в организации и более доступным по стоимости будет организация производства отводов из пластика.
К тому же такая продукция востребована во всех регионах, поскольку обустройство систем внутренней и наружной коммуникации более распространено, чем прокладка нефте- и газопроводных магистралей.
Но в той местности, где ведутся такие работы, следует отдать предпочтение выпуску стальных отводов, поскольку это направление, хоть и более дорогостоящее, зато максимально рентабельное.
Отводы гнутые
- угол изгиба – чаще всего произвольный;
- радиус изгиба – 1,5DN – 20DN либо от 15 м;
- свободные концы – с прямыми участками;
- технология гибки – холодный и горячий метод на специальном станке.
В сравнении с секционными и крутоизогнутыми вариантами исполнения гнутый отвод имеет высокую материалоемкость и себестоимость, соответственно. Зато при больших радиусах изгиба в зоне деформации металл перераспределяется равномернее.
Размер и форма внутреннего сечения не изменяются, фитинг выдерживает большое давление.
Гидросопротивление на таком участке трубопровода ниже, чем внутри крутоизогнутого фитинга. Отсутствуют засоры и накопление механических примесей среды.
Юридическое оформление бизнеса
Для данного бизнеса лучше создавать ООО, так как в случае ИП обязательства компании ложатся на его имущество.
В любом случае для регистрации нужно подать заявление в местные органы ФНС, указав коды ОКВЭД, соответствующие типу выпускаемых отводов:
- 22.21 – Производство пластмассовых плит, полос, труб и профилей;
- 24.20 – Производство стальных труб, полых профилей и фитингов.
Вместе с заявлением следует предоставить:
- ксерокопии и оригиналы документов: для ИП – личных (паспорта, ИНН);
- для ООО – учредительных, а также правоустанавливающий акт на владение недвижимостью, подтверждающий юридический адрес.
При самостоятельном оформлении на Едином портале Госуслуг пошлину уплачивать не нужно. Для ООО обязательным является внесение на счет не менее 10000 рублей уставного капитала.
Еще один документ – уведомление о переходе на выбранный налоговый режим. Общая система налогообложения крайне невыгодна и необходима только для очень крупных компаний. Небольшому цеху по производству отводов лучше всего подойдет УСН по схеме 6% от дохода.
Изготовление сегментных отводов
Производственный цикл начинается с нарезки стального листа и снятия с каждой заготовки фаски под сварку. Затем сегменты проходят вальцовку и свариваются. Также проводится зачистка, обработка и покрытие.
Фотография сегментных отводов
- ОСТ 36-21-77;
- ОСТ 34.10.752-97;
- ТС-583 по серии 5.903-13.
Кроме радиографического и ультразвукового исследования используют капиллярные пробы.
ГОСТы и нормативы
При изготовлении отводов должны соблюдаться стандарты качества, прописанные в следующих ГОСТ:
- ГОСТ 17235–2001 – Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 3D (R=1,5 DN). Конструкция;
- ГОСТ 30753-2001 – Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R=DN). Конструкция;
- ГОСТ 8733-74 – Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования;
- 16037-80 – по соединениям для сварных отводов;
- 32412-2013 – ТУ на отводы из ПВХ для систем внутренней канализации;
- 22689-2014 – ТУ на отводы из ПНД для систем внутренней канализации .
Сам производственный процесс нужно организовывать в соответствии с нормативами:
- ГОСТ 12.0.230‒2007 ‒ с общими требованиями по охране труда;
Производство отводов: разновидности и способы изготовления
Отвод трубы 90 градусов ГОСТ 17375-2001 100 мм, 159 мм
Металлические трубы различного назначения используются повсеместно.
А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы.
Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180О. Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.
Стандарты угловых отводов
Разница между черными и цветными металлами
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.
Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами.
Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить.
Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.
Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента.
Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента.
Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.
Соленоидные (электромагнитные) клапаны для компрессоров
Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер.
Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45О к поверхности. Круглые трубы желательно варить одним непрерывным швом.
После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.
Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
trubygid.ru
Колено водосточное оцинкованное 45 градусов цена
| Наименование. | Цена, руб. |
| Колено водосточное Д 100 мм. Сталь оцинк. 0,5 мм. | 135,00 |
| Колено водосточное Д 120 мм. Сталь оцинк. 0,5 мм. | 147,00 |
| Колено водосточное Д 140 мм. Сталь оцинк. 0,5 мм. | 170,00 |
| Колено водосточное Д 150 мм. Сталь оцинк. 0,5 мм. | 178,00 |
| Колено водосточное Д 160 мм. Сталь оцинк. 0,5 мм. | 195,00 |
| Колено водосточное Д 180 мм. Сталь оцинк. 0,5 мм. | 230,00 |
| Колено водосточное Д 200 мм. Сталь оцинк. 0,5 мм. | 267,00 |
| Колено водосточное Д 220 мм. Сталь оцинк. 0,5 мм. | 300,00 |