Нанесение цементно-песчаных покрытий на внутренние стенки трубопроводов для восстановления их работоспособности может выполняться методом центрифугирования или центробежного набрызга с использованием разглаживающих устройств.
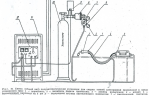
Нанесение внутреннего цементно-песчаного покрытия методом центрифугирования на трубопроводы малого диаметра

- 1 — насос для временного отвода сточной жидкости; 2 — временный запорный орган; 3 — лебедка, 4 — восстанавливаемый трубопровод, 5 — электрошкаф; 6 — дозировочный насос для цементного раствора; 7 — емкость для цементного раствора; 8 — трубопровод транспортировки раствора; 9 — разбрызгивающее устройство; 10 — обработанный участок трубы
- На рисунке ниже представлен фрагмент трубопровода с вырезанным окном доступа, в котором помещено специальное устройство для центробежного набрызга.
- На рисунке ниже показаны фрагменты ремонтных участков трубопровода до и после нанесения защитного цементно-песчаного покрытия, которые ярко иллюстрируют существенную разницу состояния внутренней поверхности труб, что обусловливает соответствующие коэффициенты шероховатости.
- Для проведения ремонтно-восстановительных работ по нанесению цементно-песчаных покрытий в качестве исходных материалов необходимо использовать портландцемент марки М500 (ГОСТ 10178-85) и мелкозернистый кварцевый песок (ГОСТ 8736-93 и ТУ 39-1554-91).
Устройство для центробежного набрызга цементно-песчаного раствора без доступа человека

Минимальная толщина защитного слоя зависит от диаметра и материала труб, а требуемая — от возраста труб, толщины их стенок и физического состояния (износа). Выбранная толщина защитного слоя достигается определенной скоростью передвижения агрегата (метательной головки) в трубе при постоянных значениях производительности насоса, подающего цементный раствор, и скорости вращения метательной головки.
Используя стандартную номограмму (рисунок), можно установить, с какой скоростью должен перемещаться агрегат в трубе соответствующего диаметра при установленной производительности растворонасоса и обеспечении требуемой толщины слоя.
Так, согласно номограмме для обеспечения толщины слоя цементно-песчаного покрытия 5 мм в трубопроводе диаметром 500 мм при установленной проектом производительности насоса 43,25 кг/мин требуется скорость передвижения агрегата 2,02 м/мин.
Ремонтный участок до (а) и после (б) санации цементно-песчаным покрытием

а)

б)
Номограмма для определения скорости движения метательной головки внутри трубопровода

Метод нанесения цементно-песчаных покрытий используется при любой глубине залегания труб (в грунте или непроходных каналах) и не зависит от типа грунтов, окружающих трубопровод. Он целесообразен при таких видах повреждений, как коррозионные обрастания, абразивный износ, и неэффективен при раскрытых стыках труб, смещении труб в стыках и деформации секций труб.
Внутренняя поверхность трубопровода перед санацией должна быть очищена. Допускается на поверхности стальных труб слой плотной ржавчины толщиной не более 0,05 мм (измеряется магнитным толщиномером). Наличие воды в трубопроводе не допускается.
Предельные отклонения размеров стальных труб, подлежащих восстановлению цементно-песчаным покрытием, не должны превышать величины, указанные в нормативных документах (ГОСТ 8731-74, 8732-78, 8696-74, 10704-91, 10706-76). Эллиптичность труб не должна превышать 0,5% диаметра, а поражение коррозией допускается не свыше 10% толщины стенки трубы.
Требуемая толщина слоя цементно-песчаного покрытия для стальных труб должна соответствовать техническим условиям, согласованным с заказчиком (эксплуатирующей сети организацией) в установленном порядке (например, на объектах Москвы — с МГУП «Мосводоканал» по ТУ-5745-001-16341648). Минимальные значения толщины слоя в зависимости от диаметра трубопровода указаны в табл. 1
Минимальная толщина защитного слоя с допусками
|
Минимальная толщина слоя, мм | Допуск по толщине слоя, мм |
| 76 | 4 | +2 |
| 89 | 4 | +2 |
| 102 | 4 | +2 |
| 108 | 4 | +2 |
| 114 | 4 | +2 |
| 133 | 4 | +2 |
| 159 | 5 | +2 |
| 219 | 5 | +2 |
| 273 | 5 | +2 |
| 325 | 6 | +2 |
| 377 | 6 | +2 |
| 426 | 7 | +2 |
| 630 | 7 | +2 |
| 630 | 7 | +2 |
| 720 | 7 | +2 |
| 820 | 9 | +2 |
| 920 | 10 | +2 |
| 1020 | 11 | +2 |
| 1220 | 12 | +2 |
| 1420 | 12 | +2 |
| 1620 | 14 | +2 |
| 2020 | 16 | +2 |
Указанные в таблице выше допуски по толщине слоя соответствуют гладкому и прямому трубопроводу; над сварными швами толщина слоя может уменьшаться (до 3 мм). На концах труб допускается уменьшение толщины изоляции до 50%, на торцах участка — не более 50 мм.
Работы по нанесению цементно-песчаных покрытий должны включать проведение подготовительных технических мероприятий, а также подготовку и приготовление компонентов смеси. В состав подготовительных работ входят следующие операции:
- раскопка двух котлованов (стартового и финишного) с вырезкой лазов (при необходимости) или использованием колодцев со снятием гидрантов, фасонных частей и установкой (снятием) заглушек; технологические операции должны заканчиваться обязательным водоотливом (откачкой воды из трубопровода);
- определение протяженности технологических захваток, которая диктуется длиной стандартных рабочих тросов и рукавов (подача раствора и воздуха), а также техническими характеристиками растворонасоса и не зависит от диаметра трубопровода.
В случае непреодолимых для прохождения прочистными снарядами и облицовочными агрегатами препятствий (вертикальные подъемы и спуски, повороты трассы по горизонтали и вертикали, а также свищевые клинья, болты и т.д.
) необходимо дополнительное вскрытие трубопроводов (устройство лазов) независимо от расположения колодцев в пределах установленной ранее технологической захватки и замена труб предварительно облицованными элементами, в том числе фасонными частями.
Нанесение защитных покрытий в труднодоступных местах должно производиться вручную на месте или в стационарных условиях с последующей перекладкой труб. Возможны и другие методы устранения препятствий, возникающих при облицовке трубопроводов.
Стандартная технология подготовки компонентов смеси должна включать операции просеивания песка и цемента через сито и затаривания в специальные емкости с плотно закрывающимися крышками, предотвращающими воздействие влаги и загрязнение посторонними примесями (для цемента согласно ГОСТ 22237-85).
Портландцемент (вяжущее) должен отвечать следующим требованиям: не содержать комков и химических добавок, иметь густоту цементного теста не более 27% и период схватывания не ранее 60 минут.
Удельная эффективная активность радионуклидов должна соответствовать 1-му классу (менее 370 Бк/кг) по ГОСТ 30108-94.
Не допускается смешивание цементов разных партий и марок, а также использование вяжущего со сроком хранения более 60 суток со дня отгрузки заводом-изготовителем.
Возможно наличие в составе вяжущего сертифицированных тонкомолотых минеральных добавок (до 10% массы цемента) для повышения физико-химических характеристик покрытия (водонепроницаемости и стойкости к вспучиванию).
Используемый для приготовления смеси песок должен иметь крупность зерен не более 1 мм; фракции с размером зерен 0,315-0,63 мм должны составлять не менее 70% массы песка, а фракции размером до 0,315 мм — менее 3%. Содержание глинистых, илистых и пылевидных частиц не должно превышать 3% (по массе), удельная эффективная активность радионуклидов должна соответствовать 1-му классу.
Используемая вода должна соответствовать ГОСТ 23732-79 и иметь температуру от +10 до +30°С, а оптимальное соотношение твердых компонентов цемента на песчанной смеси должно быть в пределах: по объему — от 1 : 1 до 1 : 1,2 и по массе — от 1:1,115до 1:1,338. При этом водоцементное отношение должно составлять 0,3—0,36.
Подготовленная к нанесению на внутреннюю поверхность трубопровода цементно-песчаная смесь должна быть хорошо перемешана и однородна. Ее подвижность в течение всего времени использования должна быть в диапазоне 6,5—9 (по глубине погружения конуса согласно ГОСТ 5802-86). Перед нанесением на трубопровод цементно-песчаная смесь должна иметь температуру от + 10 до +25°С.
Работы по нанесению цементно-песчаных покрытий не производятся при установившейся среднесуточной температуре наружного воздуха менее 5°С.
Нанесенные цементно-песчаные покрытия должны соответствовать следующим основным требованиям:
- покрытие должно быть сплошным, поверхность заглаженной (допускаются борозды или гребни с отклонением по глубине до 1 мм при выполнении требований по толщине слоя);
- набор прочности цементно-песчаного покрытия до 70% должен проходить при температуре покрытия от +5 до +30°С и влажности 90—100%;
- покрытие на любом участке санированного трубопровода должно иметь среднюю плотность не менее 2200 кг/м3 и прочность на сжатие в возрасте 3 суток — 30 МПа (70% R28), 7 суток — 35 МПа (80% R28) и 28 суток — 45 МПа (100% R 28 по ГОСТ 26633-91 и СНиП 82-02-95).
Непосредственно после санации трубопровода должны производиться маркировка и регистрация выполненных работ по техническим условиям, согласованным с заказчиком (эксплуатирующей организацией) в установленном порядке.
После маркировки для равномерного схватывания цемента по всей длине трубопровода он должен подвергаться герметизации в пределах захвати путем плотной заделки обоих мест вскрытия полиэтиленовой пленкой.
Перед сдачей санированного трубопровода в эксплуатацию производятся его промывка и дезинфекция.
Восстановленный трубопровод должен быть принят эксплуатирующими организациями путем проверки соответствия покрытия требованиям ТУ-5745-001-16341648 (для Москвы). Данными техническими условиями регламентируются также вопросы безопасности производства работ и охраны окружающей среды.
К достоинству метода нанесения цементно-песчаных покрытий можно отнести относительную простоту технического исполнения и низкую стоимость ремонтных работ, которая составляет около 30% стоимости нового строительства.
Тонкая и гладкая поверхность облицовки после ее затирки обеспечивает снижение гидравлического сопротивления и потерь напора в трубопроводах при незначительном уменьшении его внутреннего диаметра. После нанесения цементно-песчаного раствора трубопровод может быть пущен в эксплуатацию через 3—5 суток, т.е.
технологический цикл процесса является относительно продолжительным. Покрытие сохраняется стабильным в течение 50 лет эксплуатации.
Контроль качества санации при нанесении цементно-песчаных покрытий состоит из контроля качества внутренней защитной изоляции и проведения приемо-сдаточных испытаний. Как правило, он включает:
- визуальный осмотр (при диаметре трубопровода более 900 мм) и телеинспекцию с помощью видеокамер (при диаметре трубопровода менее 800 мм), позволяющие выделить усадочные трещины, отслоения облицовок, вздутие, пустоты и другие дефекты, подлежащие ликвидации ручным или механизированным способом с повторным нанесением покрытия;
- измерение толщины защитного слоя путем использования механического способа — прокола специальным щупом в виде пластины размером 100 х 5 х 0,8 мм неотвердевшего покрытия или ультразвуковых и электромагнитных толщиномеров (допускаемая погрешность + 10%); покрытие должно быть сплошным и гладким, на поверхности допускаются продольные борозды (гребни) глубиной (высотой) не более 1 мм, образованные заглаживающим устройством;
- измерение механической прочности покрытия (через 72 часа после нанесения раствора); прочность образца (кубика) на сжатие (или на изгиб) должна составлять не менее 22,5 МПа; проверка прочностных свойств должна производиться как минимум однократно при каждом нанесении покрытия;
- гидравлические испытания, т.е. натурные измерения расхода воды и давления (в том числе для определения истинного значения коэффициента гидравлического трения).
После описанных операций трубопровод принимается в эксплуатацию.
В заключение необходимо отметить, что со временем свойства защитного покрытия не только не ухудшаются, но и улучшаются. Транспортируемая по санированному трубопроводу питьевая вода постепенно преобразует гидрооксид кальция, присутствующий в свеженанесенной облицовке, в гидрокарбонат кальция. В результате с течением времени на границе раздела слоя цементнопесчаного покрытия и воды остается все меньше пор и борозд и оно становится более плотным. Таким образом, транспортируемая вода контактирует с плотным, похожим на камень минеральным материалом, что обеспечивает ее стабильные гигиенические и бактерицидные свойстваОстались вопросы?
Антикоррозийное покрытие труб
Коррозия представляет собой определенный процесс, при котором твердые тела со временем разрушаются. Это может происходить не только из-за определенных химических реакций. Иногда коррозия является результатом электрохимических процессов.
Она зачастую проявляется на поверхности вещества и свидетельствует о том, что началось его последующее разрушение.
Некоторые химические элементы, способны вступать в реакции с окружающей средой, как результат на некоторых поверхностях может образовываться коррозия, разрушающая даже прочные материалы.
Существует коррозия, которая проявляется на различных материалах. Однако наиболее распространенной является коррозия металлов. Из-за подобного результата химической реакции экономика многих стран терпит серьезные убытки. Все дело в том, что наиболее распространенным видом коррозии является ржавчина, из-за которой порой приходится менять всю металлическую конструкцию.
На данный момент все большую популярность приобретают трубы с антикоррозионным покрытием, позволяющие сохранить общую работоспособность устройства, частью которого они являются.
Благодаря подобной разработке большинство производителей различных товаров вздохнули с облегчением.
Ведь теперь нет необходимости в том, чтобы через несколько лет осуществляет демонтаж и повторную установку труб, которые были повреждены коррозией металла.
Виды коррозии металлов

Если коррозия нанесла прямой ущерб, в данном случае металлическое покрытие не подлежит восстановлению. Поэтому придется менять все оборудование, которое состоит из металлических частей. Если коррозия уже повредила металл, лучше всего обеспечить антикоррозийную защиту. Она, в свою очередь, стоит немалых денег, однако после обработки специальными веществами химическими растворами обновленное металлическое покрытие уже не будет подвергаться окислению и разрушению от коррозии.
Она по этой причине стоит немалых денег. Однако после обработки специальными веществами и химическими растворами обновленное металлическое покрытие уже не будет подвергаться окислению и разрушению от коррозии.
Если вред был косвенным, происходит замена, лишь некоторых частей металлической конструкции.
Финансовые средства в данном случае уйдут на:
- закупку соответствующего металла,
- снижение мощности оборудования, если металлическая конструкция состоит из труб и другого подобного оборудования,
- улучшение продукции, основным элементом которой является металлический каркас.
Защита от коррозии является главной задачей современных конструкторов, разрабатывающих различные металлические детали. Чтобы конструкция прослужила несколько десятилетий, необходимо создать все условия для ее защиты от воздействия внешних факторов и различных атмосферных явлений, способность влиять на структуру металла.
Современные технологии позволяют разработать антикоррозионное покрытие стальных труб, обеспечивающее металлическую конструкцию дополнительной защитой от химических элементов, которыми зачастую контактируют с её поверхностью.
Трубы с защитным покрытием

Поэтому важно создавать на предприятиях такие трубы, которые были бы защищены специальным антикоррозийным покрытием, предотвращающим разрушение стенок труб или же возникновения на их поверхности коррозии, которая приводит к их разрушению.
Создаются проекты, которые были бы призваны повысить безопасность энергетики в той или иной стране. Можно сказать, что в наше время в мире наблюдается отраслевой бум в трубопроводном транспорте. Таким образом, была создана ситуация, позволяющая обеспечить строительство систем трубопроводов, которые могли бы стать альтернативой уже имеющимся.
Россия представляет собой быстро развивающуюся страну, которая старается придумывать и разрабатывать всё новые и совершенные типы защитных покрытий. Удивительно, но наши специалисты уже создали трубы, содержащие изоляцию из полиэтилена.
Важно осознавать тот факт, что установку подобных труб способен произвести качественно только профессионал, разбирающийся в подобных вопросах.
Не секрет, что технологии, обеспечивающие решение подобных задач, придуманы уже несколько десятилетий тому назад. Если труба имеет 3-х слойную полимерную изоляцию, состоящую из нескольких слоёв, тогда и изоляция мест стыка труб должна быть аналогичной. Единственным видом подобного типа изоляции будут термоусаживающиеся манжеты.
Как избавиться от коррозии

Наиболее распространены трубы с внутренним антикоррозионным покрытием, ведь благодаря защитному слою, они дольше служат. Специальные химические вещества, которые впоследствии будут защищать металлические трубы, наносят на их внутреннюю часть. При этом, если коррозия спровоцирует ржавчину на внешней поверхности трубы предотвратить ее распространения будет уже сложнее. В таком случае, производители стараются заранее побеспокоиться сохранности всей поверхности трубы.
Поэтому стоимость такого оборудования, состоящего из нескольких металлических частей, будет значительно выше. Производители указывают на сопроводительных инструкциях к товару, нанесение на металл специальных защитных веществ.
Если такой защиты нет, труба сможет прослужить несколько лет до того момента, пока внешние факторы, воздействующие на ее поверхность, не приведут к частичному или же полному разрушению металла.
При этом, не важно где находится труба в помещении или же на улице. Даже если оно является частью коммуникаций и расположена в морской воде, ее поверхность подвержена влиянию различных химических веществ.
Особенно в защите от коррозии нуждаются:
- различные виды трубопроводов, расположенных не только на открытом воздухе, но и в воде,
- оборудование, основной частью которого является металл,
- металлические каркасы различных жилых помещений и построек промышленного типа,
- всевозможные резервуары,
- строительные краны,
- мосты,
- теплообменники.

Наружная защита труб от коррозии важно так же, как и внутренняя.
Однако, если у производителя нет дополнительных финансовых средств на закупку соответствующего оборудования, можно сэкономить значительные финансовые средства, если приобрести данный вид труб.
Россия на данный момент выделяет большие инвестиции в разработку и последующее производство специальных веществ, обеспечивающих защиту труб от возникновения на ее поверхности ржавчины и других признаков коррозии.
Некоторые регионы России отличаются влажным климатом. Это идеальное место для возникновения на стенках металлических покрытий не только ржавчины, но и как следствие коррозии, полностью разрушающей металлическое покрытия любой толщины и формы.
Если учесть все вышеперечисленные факторы, что на данный момент коррозия является основной проблемой, не позволяющей нашей стране развиваться полноценно.
Когда наши специалисты смогут наладить производство специальных веществ, разработанных для антикоррозийной защиты металлических поверхностей, государство сэкономит значительные финансовые средства, которые ежегодно тратится на закупку подобных химических составов за рубежом.
К тому же, исчезает необходимость в том, чтобы через некоторое время менять трубы и другие металлические покрытия, срок эксплуатации которых истекает из-за ржавчины и коррозии, разрушающей их поверхность.
Применение средств антикоррозийной защиты способны значительно снизить материальные убытки большинства развитых стран мира.
При этом России необходимо занять свое место среди производителей подобных товаров.
Это позволит нашей стране занять лидирующие позиции не только в сфере производства необходимых товаров и химических элементов, предотвращающих разрушения металлических поверхностей.
Таким образом, можно будет заключить чувство взаимовыгодных контрактов, которые позволят России сотрудничать с другими государствами.

Подобно тому, как лакокрасочные материалы создают защитную пленку на поверхности материала, антикоррозийные вещества образуют дополнительное покрытие, которые в свою очередь не смываются водой. Со временем даже подобное антикоррозийные вещества теряет свои свойства. Поэтому со временем необходимо повторять процедуру обработки.
Однако, перед тем как выбрать определенные средства для защиты металлической поверхности, необходимо учитывать также особенности самого металла. Даже условия, при которых происходит процесс нанесения вещества на металл, играет важную роль для его дальнейшей эксплуатации и производительности.
Поэтому российские производители всерьез задумались над тем, чтобы создать эффективное недорогое средство для защиты металлических поверхностей от повреждений и всевозможных последствий коррозии.
Технологи уже добились определенных результатов, разработав несколько универсальных составов взаимодействующих с большинством металлов. Но они все же, нуждаются в доработке и дальнейшем совершенствовании. Впоследствии эти составы и вещества позволят обеспечить полноценную защиту трубам и другим металлическим конструкциям.
Антикоррозийное покрытие стальных труб
Таблица. Основные характеристики покрытий и материалов, применяемых для защиты стальных трубопроводов
| Необходимые условия при производстве работ по нанесению покрытий для обеспечения качества защиты | Заводские, возможно нанесение в трассовых условиях при использовании в качестве праймера холодных изольных мастик | Заводские, возможно нанесение в трассовых условиях при соблюдении качественной подготовки поверхности (пескоструйная или дробеструйная установки) до второй степени очистки по ГОСТ 9.402-80 [4] | Заводские (с возможностью термообработки), допускается нанесение в трассовых условиях при тщательной подготовке поверхности и применение отвердителя естественной сушки | Только заводские | Только заводские |
| Ограничения по диаметрам защщаемых трубопроводов, м | Любой | Любой | Любой | 500 | 300 |
| Требуемая толщина покрытия | 2-6 мм | 150 мкм | 250 мкм | 300-400 мкм | 300 мкм |
| Преимущества | Нетребовательны к качеству подготовки поверхности. Доступность материалов | Высокая термостойкость. Доступность материалов. Высокое объемное удельное электрическое сопротивление. Поставляются в готовом виде | Высокая термостойкость (до 400 оС). | Долговечны. Термоизносостойки. Возможно применение в качестве внутреннего защитного покрытия труб | Термостойкие. Малочувствительны к механическим воздействиям. Возможно применение в качестве внутреннего защитного покрытия труб |
| Недостатки | Низкая адгезия. Быстрое старение и охрупчивание при высоких температурах. Неудобство работы с рулонными материалами при производстве ремонтновосстановителных работ. Пожароопасны | Повышенные требования к подготовке поверхности. Низкий сухой остаток (содержание растворителя до 60%). Высокая токсичность. Возможность оседания пигментов на дно тары (необходимость частого перемешивания). Недопустимость попадания влаги на само покрытие в процессе производства. | Повышенные требования к подготовке поверхности. Длительный процесс подготовки материала перед нанесением при применении в трассовых условиях (5-6 часов). Высокая токсичность применяемых растворителей | Повышенные требования к подготовке поверхности. Не отработаны технологии защиты сварных стыков. Покрытия чувствительны к ударам (повышенные требования при хранении, транспортировке и монтаже труб с покрытием) | Повышенные требования к подготовке поверхности. Пористость. Для защиты стыков в трассовых условиях требуется применение органосиликатных эмалей |
| Примечания | Низкая стоимость материалов | Высокая стоимость | Высокая стоимость | Высокая стоимость |
Эпоксидное покрытие труб

Внутренние и наружные поверхности металлических труб нуждаются в эффективной защите от ржавчины и действия электрического тока. В современной промышленности широко распространена изоляция эпоксидными материалами. Прочитав эту статью, вы узнаете, что это такое и как наносят на трубы эпоксидное покрытие.
Что такое эпоксидное покрытие
Нанесение эпоксидного покрытия — это обработка металлических поверхностей составами на основе эпоксидной смолы.
Это вещество обладает многими положительными качествами: смола устойчива к действию влаги и жидкого топлива, а также щелочной и масляной среды.
Помимо этого, такие смолы характеризуются высокой степенью адгезии и отличной переносимостью механического и химического воздействия.

История эпоксидного покрытия
Первым советским предприятием, которое стало применять эпоксидные порошковые краски для изоляции труб, был Волжский трубный завод. Более 100 000 тонн труб в год — такой была производительность первого участка новой разновидности антикоррозийных покрытий в 1976 г.
Очистка поверхностей труб, нагрев изделий и нанесение защитного слоя осуществлялось с помощью отечественного оборудования. Изоляционным материалом служили эпоксидные порошковые краски производства «Лакокраски» (Ярославль).
Уже тогда продукция Волжского трубного завода доказала свое высокое качество, которое остается неизменным после транспортировки и монтажных работ.
Для чего применяется эпоксидная изоляция
Эпоксидное покрытие выполняет несколько задач:
- защита трубопровода от коррозии;
- минимизация потерь продукта при транспортировке;
- защита внутренней поверхности от биологического обрастания;
- возможность использования стальных труб для транспортировки пищевых продуктов.
Внутренняя изоляция препятствует контакту между металлом и транспортируемыми веществами, что способствует сохранению их качества. Как уже упоминалось, защитный слой оберегает внутреннюю поверхность труб от биологического обрастания, увеличивая срок службы трубопровода минимум в два раза.

Трубы с эпоксидным покрытием укладывают как под землей, так и на открытом воздухе, конструируя трубопроводные коммуникации различного назначения. В таких трубах транспортируют воду (питьевую, сточную, морскую), ГСМ, газ, нефтепродукты.
Разновидности заводских эпоксидных покрытий
Существует несколько типов эпоксидных покрытий порошковыми красками:
- однослойная изоляция;
- двухслойная изоляция;
- трехслойная изоляция (используются эпокси-полиолефиновые покрытия).
Выбор той или иной разновидности изоляции зависит от назначения изготавливаемого трубопровода и условий транспортировки его продуктов, диаметра труб и определенных экономических факторов.
Нанесение внутреннего эпоксидного покрытия на трубы
Трубу необходимо осушить и подготовить к хромированию, поэтому сначала изделие нагревают в печи до 60 градусов. Затем труба подлежит пескоструйной очистке.
После этого при помощи специального оборудования на подготовленную поверхность наносят несколько слоев эпоксидного покрытия. Его толщина должна составлять не менее 150 мкм.
Максимальная температура эксплуатации не превышает 150 градусов, а диаметр труб варьируется от 57 до 1420 мм.
 После нанесения покрытия на стальную трубу специалисты проверяют изделие. Они оценивают, насколько продукция соответствует нормативным параметрам, и проверяют, может ли труба выдержать действие негативных факторов. Только после проверки изделия поступают в продажу.
После нанесения покрытия на стальную трубу специалисты проверяют изделие. Они оценивают, насколько продукция соответствует нормативным параметрам, и проверяют, может ли труба выдержать действие негативных факторов. Только после проверки изделия поступают в продажу.
Преимущества эпоксидного покрытия
Отличие труб с внутренним эпоксидным покрытием от обычных металлических изделий заключается в наличии сплошного полимерного защитного слоя. Изготовители рассчитывают, что трубы будут служить в течение долгого времени при температуре от -35 до +180 градусов.
Эпоксидное покрытие — это защита от эрозии и коррозии, перепадов температуры, катодного отслаивания, абразивного износа, действия агрессивной среды. Кроме того, трубы с эпоксидным покрытием имеют следующие преимущества:
- Длительный срок службы.
- Повышенная пропускная способность со сниженным гидравлическим сопротивлением потока, что объясняется антифрикционными свойствами.
- Способность противостоять блуждающим токам, химическим реакциям, накипи, отложениям, биологическому обрастанию.
- Легкая стыковка с помощью металлизации и втулок. Защитная поверхность при этом не нарушается.
- Устойчивость к сточным водам, а также углекислотам и сероводородам.
- Выполнение своей непосредственной функции — постоянный контакт и транспортировка различных смесей.
В настоящее время трубы с эпоксидным покрытием соответствуют требованиям государственных и отраслевых стандартов почти в той же мере, что и трубы с полиэтиленовым покрытием.
Однако у них есть несколько дополнительных преимуществ, главное из которых — высокая устойчивость к абразивному износу.
Отличное качество труб дает возможность использовать такую продукцию для работы в микротоннелях, под дорогами, в подводном строительстве, при наклонном бурении.
внутренняя изоляция труб: свойства и виды изоляции
 Внутренняя изоляция труб.
Внутренняя изоляция труб.
Для труб из металла нужна не только внешняя изоляция, но и внутренняя. В промышленных целях изделия покрывают с помощью эпоксидных материалов, такая внутренняя изоляция труб защищает от ударов электрическим током и образования ржавых отложений.
Особенности эпоксидного покрытия. В основе эпоксидного покрытия лежит эпоксидная смола, которую включают специальные смеси для обработки поверхности внутри трубопрокатов.
Смола отличается своими положительными характеристиками: обладает устойчивостью к влажной среде, также топлива в жидком виде, не поддается влиянию щелочи и различных масел.
Смоляное покрытие имеет высокий показатель адгезии к поверхности металла, служит защитой от повреждений механического и химического типа.
История создания изоляции такого рода
Впервые на Волжском трубном заводе применили эпоксидное покрытие, оно представляло собой краску из порошкообразного состава. Завод произвел свыше миллиона тонн трубопрокатов за 1976 год, первый год применения данного типа покрытия против коррозии.
Снаружи трубы очищались, нагревались и на них наносили защитный слой при помощи советского оборудования. Для изоляции на Ярославском заводе Лакокраски производили материалы в виде эпоксидного порошка.
Продукция сразу отличалась своим высоким качеством, трубы сохраняли свои свойства во время транспортировки и после окончания монтажа.
Свойства эпоксидного покрытия. Изоляция стальных труб эпоксидным материалом выполняет несколько функций:
1.защищает трубы от образования коррозии.
2.потери изделий во время транспортировки снизились до минимума.
3.защищает трубу изнутри от прорастания плесени, иловых отложений.
4.трубы из стали возможно применять для трубопроводов пищевого назначения.
Качество перегоняемых продуктов стало неизменным, потому что материал изоляции служит защитой от соприкосновения жидкости с металлом. Трубы повысили пригодность для использования в несколько раз, они не обрастают внутри вредными микробами.
Шероховатости на внутри трубы увеличивают трение жидкости, что приводит к снижению давления в системе, тем самым повышая потребление энергии на транспортировку.
Внимание! Материалы для изоляции отличаются гладкостью, образуемого слоя, поэтому потери на трение уменьшаются, затраты на носитель энергии также становятся ниже, а значит работа трубопровода становится экономичнее.
Изделия можно применять для трубопроводов, проложенных под землей и над землей, имеющих разное предназначение. По таким трубопроводам перегоняют жидкость от стоков, морскую воду, для питьевых целей, газ, нефть и ГСМ.
Разновидности эпоксидной изоляции, выполненной на заводе
 Различают несколько разновидностей покрытий с помощью эпоксидного порошка:
Различают несколько разновидностей покрытий с помощью эпоксидного порошка:
1.тип однослойной изоляции.
2.тип двухслойной изоляции.
3.тип трехслойной изоляции, в данном случае применяют эпокси – полиолефиновое покрытие.
Внимание! Применение одной из разновидности покрытия обусловлено назначением будущего трубопровода, условий его эксплуатации, свойства транспортируемой жидкости, размером труб, также учитывают экономические факторы.
Как наносят эпоксидную изоляцию на внутреннюю поверхность трубы.
Перед тем, как трубы покрыть изоляцией, изделия проходят подготовку.
1.в специальной печи трубопрокаты прогревают до шестидесяти градусов.
2.сушат трубы и готовят к обработке хромом.
3.трубы проходят пескоструйную очистку.
4.наносят слои эпоксидной изоляции, применяя специальное оборудование.
Толщина защитного слоя должна быть более 150 – ти мкм.
Максимальный показатель температуры во время эксплуатации должен равняться ста пятидесяти градусам, а допустимый диаметр трубопрокатов составляет 57 – 1420 миллиметров.
5.тестирование продукции на соответствие требуемым показателям, трубы проходят проверку на устойчивость к негативным факторам. Пройдя все уровни проверки, продукцию пускают в продажу.
Положительные свойства эпоксидной изоляции
Трубы с эпоксидной изоляцией на внутренней поверхности отличаются от простых труб из металла тем, что имеют сплошной полимерный слой защиты. Производители гарантируют бесперебойную работу трубопроводов многие десятилетия при температурных показателях в пределах от минус тридцати пяти градусов до плюс ста восьмидесяти градусов.
Покрытие из эпоксидного порошка защищает трубы от появления коррозии и процессов эрозии, предотвращает катодное отслаивание, абразивный износ, также трубы устойчивы к воздействию агрессивных веществ.
К этим положительным качествам можно добавить:
1.высокий показатель срока годности.
2.трубы имеют высокую пропускную способность, при этом низкий уровень гидравлического сопротивления потока, этому способствуют антифрикционные свойства.
3.трубы устойчивы к различным химическим влияниям, образованию накипи, ржавчины, обрастанию микроорганизмами, также блуждающему току.
4.монтаж труб считается простым, применяют метод металлизации и при помощи втулок. Защитное покрытие не портится.
5.материал защищает от разрушения стоками, углекислотой и сероводородом.
6.выполняют свое предназначение, передвигая различные смеси, постоянно с ними контактируя.
Внимание! Эпоксидное покрытие соответствует требованиям, которые указаны в государственной и отраслевой документации, практически на том же уровне, что и трубы, покрытые полиэтиленовой изоляцией.
Главным достоинством считается высокий уровень износоустойчивости. Повышенное качество трубопрокатов позволяет устанавливать изделия в микротоннелях, под автомагистралью, в трубопроводах под водой, при укладке труб под наклоном в скважинах.
Особенности покрытия ЦПИ
 Трубы покрывают внутри цементно–песчаной смесью, в которой низкое водоцементное соотношение. Используют центробежный метод нанесения, позволяющий добиться ровного слоя необходимой толщины. Уплотнение образует слой в пределах от 4 до 16 миллиметров, который защищает трубы от механических повреждений.
Трубы покрывают внутри цементно–песчаной смесью, в которой низкое водоцементное соотношение. Используют центробежный метод нанесения, позволяющий добиться ровного слоя необходимой толщины. Уплотнение образует слой в пределах от 4 до 16 миллиметров, который защищает трубы от механических повреждений.
Под защитным слоем металлические трубы пассивируются, на материал действует раствор, образующийся из-за гидратации цементного вещества, называется гидроокисью кальция.
На металле трубы формируется пленка, которая не пропускает воду, ее защищает цементно–песчаная изоляция. Защитный слой при контакте с водой выделяет карбонат кальция, с помощью которого устраняются небольшие трещины покрытия.
ЦПИ защищает трубы от коррозийных изменений. Так как на поверхности отсутствует ржавчина, то трубы внутри гладкие. К тому же ЦПИ способствует выделению гидрофильного слоя в виде геля, который образуется с помощью частиц глины с микроэлементами железа с кальцием. Это свойство уменьшает трение жидкости об стенки, улучшая уровень проходимости, также слой защищает трубы от обрастания.
Внутренняя изоляция повышает срок службы, даже если появляется коррозия на внешней поверхности, при этом качества и свойства трубопровода не изменяются.
Внутренняя изоляция труб (эпоксидная): что это, история создания, материалы покрытия, положительные свойства, особенности покрытия
Различают три разновидности защитных слоев, наносимых внутри магистралей, транспортирующих жидкие или газообразные среды (в зависимости от назначения). К первому типу относится антикоррозийная внутренняя изоляция стальных труб, ко второму – гладкостное покрытие. Третий вариант – комплексная структура, усиливающая стойкость трубопровода к механическому воздействию.
История создания изоляции такого рода
До середины 70-х годов XIX столетия обработка внутренней поверхности металлических труб осуществлялась ЦПИ (цементно-песчаная изоляция).
Технология изоляции лакокрасочными материалами на базе эпоксидных смол впервые апробирована на Волжском ТЗ. С 1975 года, на недавно (1970 г.
) запущенном предприятии, введен в эксплуатацию цех для нанесения наружного антикоррозийного слоя. За первый год работы было выпущено свыше миллиона единиц продукции.
На предприятии осуществлялась полная внешняя и внутренняя изоляция стальных труб диаметром 53-142 см. Производственные задачи решались в партнерстве с Ярославским лакокрасочным заводом, откуда поступали порошкообразные материалы.
Кроме России, технология эпоксидной изоляции металлических труб остается основной в:
- Азии (Индия, Китая);
- Северной Америке (США, Канада);
- на юге Африки (ЮАР).
Альтернативными материалами для антикоррозийной защиты служат полимеры (PE, PP, PU), силикатно-эмалевая смесь, прочие двухкомпонентные составы.
Разновидности эпоксидной изоляции, выполненной на заводе
Классификация защитных покрытий трубопроводов выполняется по их составу, количеству слоев и способу нанесения. Процесс «жидкой» внутренней изоляции стальных труб отличается простой технологией. Полимеризация состава происходит при 60-70 °С в течение нескольких часов.
При распылении порошкового состава требуется дополнительный нагрев поверхности до 190-210 °С. Полимеризация в итоге занимает больше времени. Аргументы в пользу порошковой технологии:
- выше производительность;
- шире спектр модификаций применительно к транспортируемой среде;
- безопаснее для экологии.
Выбор между «жидким» и порошковым способами актуален для новых предприятий. Остальные заводы работают по технологии, под которую у них уже установлено оборудование.
Структура внутренней изоляции
Нанесение эпоксидных и комплексных покрытий на металлические трубы производится в 1-3 слоя. Отдельно обрабатывается зона сварного шва на внутренней поверхности. Ее закрывают стальной муфтой, защищенной эпоксидным слоем с обеих сторон.
Структура внутренней изоляции влияет на технические параметры, срок службы и сферу эксплуатации будущей магистрали:
- Одинарное покрытие подойдет для труб малого и среднего диаметра. Область применения изделий ограничена температурой рабочей среды – не выше 80 °С.
- Два слоя. Изоляция формируется из антикоррозионного (320 мкм) и защитного (440-750 мкм) покрытия. Обладает повышенной стойкостью к ударам, агрессивным средам (на 31%), уменьшает шероховатость поверхности на 16%. Допускается эксплуатация на «горячих» участках (выше 80 °С).
- Триплекс. Эпоксидную «грунтовку» дополняют два полиэтиленовых слоя. Отличается долговечностью, повышенной адгезией.
Технология формирования комбинированного покрытия разработана Simitomo Metal Ind. Вначале наносится комплексный состав из различных смол. Толщина «основы» – 100-300 мкм.
В структуре доминирует эпоксидная смола, обладающая высокой адгезией к металлам и полимерам PE. Пористая поверхность основы увеличивает сцепление со сталью и последующими слоями внутренней изоляции трубы. Нанесенные далее полимерные структуры устойчивы к воздействию большинства кислот, повышают степень защиты от механических повреждений.
Положительные свойства эпоксидной изоляции
Трубопроводы с внутренним защитным покрытием обладают повышенной пропускной способностью и сроком службы. Еще один важный момент – снижается стоимость их ежегодного обслуживания.
Непосредственно внутренняя изоляция стальных труб способствует сокращению кристаллизации и отложению парафинов. Суммарные расходы по очистке магистрали уменьшаются на 54-75%. Точная цифра зависит от типа перегоняемой среды.
Другие достоинства эпоксидной изоляции:
- высокая теплостойкость повышает температурный предел эксплуатации до 80 °С, при определенном составе – до 110 °С;
- сохраняется состав и качество транспортируемых веществ;
- повышена устойчивость к катодному отслаиванию – не зафиксировано случаев стресс коррозии;
- снижаются затраты на энергоносители, вследствие уменьшения шероховатости внутренней поверхности;
- сокращаются сроки монтажа трубопровода – эпоксидному слою требуется меньше времени на высыхание после испытательных запусков;
- соответствие экологическим нормам – в составе изоляции отсутствует каменноугольная смола;
- исключается образование минеральных отложений – минимизируется выход из строя клапанов, прочей запорной арматуры;
- стальные стенки магистрали не подвергаются коррозии, что повышает эксплуатационный ресурс.
Последний пункт особенно важен при транспортировке агрессивных веществ. Скорость общей коррозии составляет 0,01-0,4 мм/год. Локальный показатель еще выше – 6 мм/год.
Применяемые эпоксидные составы не содержат токсичных смол, других веществ опасных для здоровья человека. К тому же, х нанесение препятствует формированию колоний микроорганизмов. Перечисленные свойства позволяют использовать трубопроводы для подачи питьевой воды и в пищевой промышленности.
Недостаток эпоксидной технологии – невысокая ударная прочность. Поэтому трубы с однослойной изоляцией требуют к себе особого внимания при монтаже и перевозке.
Особенности покрытия ЦПИ
Цементно-песчаная изоляция изначально обеспечивает устойчивость к механическим повреждениям и ударам. Химическая защита активируется при первом прохождении транспортируемого вещества по магистрали.
Поток жидкости воздействует на ЦПИ. Мельчайшие крупинки изоляции прижимаются и разносятся по стальной поверхности, заполняя поры на стенках трубопровода.
Процесс сопровождает формирование гидроксида кальция, что полностью подавляет коррозию.
Толщина изоляционного слоя – 4-16 мм по длине трубы и от 3 мм на сварных швах. Прочность на сжатие у покрытия ЦПИ не ниже 445 МПа. Единственными источниками разрушения металла остаются старение и механические повреждения.
Заключение
Внутренняя антикоррозийная изоляция стальных труб выполняется цементно-песчаным составом, полимерными или лакокрасочными покрытиями на базе эпоксидных смол. Процедура обеспечивают высокое качество транспортируемых веществ в пункте доставки. Повышается эксплуатационный ресурс магистрали, снижаются расходы на обслуживание.
Наносимые покрытия препятствуют образованию минеральных, биологических и парафиновых отложений. Это расширяет сферу использования трубопроводов, экономит расход энергоресурсов.
Как считаете вы, насколько эффективно использование для внутренней изоляции труб эпоксидных составов? Напишите в х. Поделитесь статьей в социальных сетях и сохранение ее в закладках.
Эпоксидная изоляцией на внутреннюю поверхность труб в видео.