
Выполняется механической обработкой либо путем термической резки или строжки (кислородной, воздушно-дуговой, плазменно-дуговой) с последующей механической обработкой резцом, фрезой, абразивным инструментом. Глубина механической обработки после термической резки должна быть указана в технической документации на трубопровод в зависимости от восприимчивости конкретной марки стали к термическому циклу резки.
Фаски на трубах из углеродистых и низколегированных сталей под ручную аргонодуговую сварку без подкладных колец, а также на трубах из сталей легированных и высоколегированных, независимо от способа сварки, необходимо снимать только механическим способом. Подготовленные кромки не должны иметь вырывов. заусенцев, резких переходов и острых углов. Все местные уступы и неровности следует удалить абразивным кругом или напильником.
Подготовленный торец трубы проверяют на перпендикулярность

| Номинальный внутренний диаметр трубы, мм | До 65 | 66-125 | 126-225 | 226-500 | Св. 500 |
| Допустимый перекос плоскости e, мм | 0,5 | 1,0 | 1,5 | 2,0 | 2,5 |
Если разность внутренних диаметров стыкуемых труб превышает допустимую (30% толщины стенки), то для достижения плавности перехода в месте стыка применяют один из следующих способов:
- раздача без нагрева или с нагревом конца трубы с меньшим внутренним диаметром;
- расточка но внутренней поверхности конца трубы с меньшим диаметром;
- наплавка на внутреннюю поверхность трубы с большим внутренним диаметром слоя металла и последующая его обработка резцом и абразивным камнем.
Устройства для калибровки концов труб

Рекомендуемая обработка внутреннего диаметра концов труб согласно РД 153-34.1-003-01
| ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ И ЭСКИЗ ОБРАБОТКИ КОНЦА ТРУБЫ | Требования к технологической операции | ||||||||
 |
Раздача вхолодную и с нагревом Dp- диаметр в месте раздачи или расточки β≤ 15° | ||||||||
 |
|
||||||||
 |
|
||||||||
 Только для углеродистых и низколегированных, конструкционных и теплоустойчивых сталей. Остальные операции — независимо от легирования Только для углеродистых и низколегированных, конструкционных и теплоустойчивых сталей. Остальные операции — независимо от легирования |
Dн- наружный диаметр
|

Технологические параметры способа раздачи концов труб согласно РД 153-34.1-003-01
| Температура нагрева раздаваемого конца трубы, °С | Максимальный наружный диаметр трубы, мм | Максимальная толщина стенки трубы, мм | max А, % |
| СТАЛЬ УГЛЕРОДИСТАЯ | |||
| 20 | 83 | 6 | 6 |
| 20 | 84 — 200 | 8 | 4 |
| 700 — 900 | 300 | 20 | 10 |
| СТАЛЬ НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ | |||
| 20 | 200 | 8 | 4 |
| 700 — 900 | 300 | 20 | 10 |
| СТАЛЬ НИЗКОЛЕГИРОВАННАЯ ТЕПЛОУСТОЙЧИВАЯ | |||
| 20 | 100 | 8 | 4 |
| 900-1000 | 100 | 8 | 10 |
| СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ АУСТЕНИТНОГО КЛАССА | |||
| 20 | 83 | 6 | 6 |
| 20 | 84-100 | 10 | 4 |
| СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ МАРТЕНСИТНО-ФЕРРИТНОГО КЛАССА | |||
| 20 | 100 | 6 | 4 |
Вид расточки концов труб под подкладное кольцо
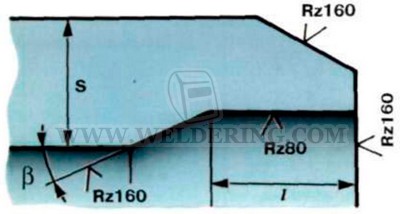
| S, мм | l, мм | β, град |
| До 5 | 40 | 15 ± 2 |
| 5-25 | 50 | 15 ± 2 |
| Св.25 | 1.6S + 10 | 15 ± 2 |
При стыковке труб с разными наружными диаметрами следует выполнить следующие варианты обработки:

l≥50 мм; α = (45±2)°; β≤(15 ± 2)°

l ≥ 5(S2 — S1); β = (15 ± 2)°
Вмятины на концах труб исправляют с помощью домкратов или других разжимных устройств при условии, что глубина вмятины не превышает 3,5% диаметра трубы, а толщина стенки трубы — не более, мм:
| Из углеродистых и низколегированных сталей | 20 |
| Из высоколегированных сталей | 10 |
| Из низколегированных теплоустойчивых сталей | 6 |
Кромки литых деталей трубопровода необходимо подготавливать в заводских условиях механическим путем. Никакая дополнительная обработка литых деталей в условиях монтажа не допускается.
Качество обработки кромок труб под сварку , размеры фасок проверяют специальными шаблонами.
Шаблоны для проверки:
Углов
Превышение кромок
Притупление кромок
Зазор в соединениях
Виды обработки труб
Сложность состава стального сплава обязывает использовать при изготовлении трубопроката различные виды обработки, в том числе термическую и механическую. Эти процедуры способствуют устранению некоторых недостатков металлических изделий. Обработка труб выполняется в различных целях:
- Повышение прочности металла (и образующихся при сварке швов), снижения напряжения в его структуре, что особенно важно в производстве нефте-, газопроводов, котлов и др.
- Получение структуры и определенных свойств для осуществления дальнейшей отделки, например, при механической обработке — актуально для машиностроения.
- Восстановление гибкости — позволяет деформировать трубу. Обычно такая операция осуществляется на промежуточном производственном этапе.
- Создание в многослойных, свертных паяных или биметаллических трубах связи на основе диффузионного проникновения материалов — так обеспечивается устойчивость изделия к эксплуатационным нагрузкам, надежность.
- Выравнивание структуры труб при переменных геометрических параметрах (если сталь литая или сварная) — это способствует упрочнению состыковочных участков.
Из этого следует, что обработкой пользуются как в завершении потока производства, так и на промежуточных этапах деформации.
Особенности термической обработки, ее подвиды
За счет развитой поверхности, геометрических объемов, наличия внутренней полости, разной толщины стенок и других отличительных свойств, труба достаточно сложно подвергается термической отделке.
Процесс этот, в сравнении с другими видами обработки металлических труб, отличается сложностью и высокими требованиями к опыту, знаниям по качествам обрабатываемых металлов и умениям правильно применять печи, ванны.
Допущение малейших ошибок в процессе термической отделки может стать причиной окончательного или трудноисправимого брака партии изделий, что нанесет ущерб всему предприятию.

Существует несколько видов термического воздействия на трубы, одним из которых является отжиг:
- Технологический — в случае применения стали холодного проката в определенный момент ее твердость становится выше пластичности, что делает невозможным дальнейшее механическое воздействие на трубу. Прогревание металла до определенных температур возвращает ему пластичность.
- Перед штамповкой — нагревание горячекатной стали до температур, меньше показателей плавления с последующей выдержкой и остужением позволяет избежать трещин на трубах во время штамповки.
- Перед резкой — для проведения процедуры используют станки, работающие в разных режимах (выбор конкретного зависит от типа стали).
Другой разновидностью термообработки труб является нормализация — происходит в рамках изменения кристаллической структуры металла под воздействием определенных температур.
Благодаря этому сталь низкой марки приобретает необходимые, улучшенные свойства. Операцию выполняют после завершения прокатки, на этапе потемнения трубы.
Путем нормализации удается крупнозернистую, неоднородную структуру сплава сделать более однородной, с высокой прочностью.
Подвергнув трубы нормализации, их охлаждают с определенной скоростью. От этого процесса зависят качества будущего трубопровода (возможно повышение предела высаженных концов до 4,5%, текучести — до 5,4%, ударной вязкости — до 17%).
Также допускается применение нормализации с отпуском, которая позволяет снижать напряжение металла в трубах. Осуществление отпуска происходит с применением температур:
- низких — до 250 °C;
- средних — до 300 °C;
- высоких – выше 500 °C.
Наиболее дорогостоящей разновидностью термической обработки труб является закалка.
Этот процесс представляет собой отделку торцов либо всего изделия при максимально критичных температурах с последующим мгновенным охлаждением.
Такое экстремальное воздействие увеличивает твердость, прочность труб, снижая их пластичность. Для закалки применяют специальные печи, поддерживающие высокий температурный режим (800-1000 °C).
Независимо от применяемого вида термообработки, сплав получает повышенную устойчивость к коррозии. В то же время отжиг и закалку не используют с целью улучшения антикоррозийных свойств материала.
Какой бывает механическая обработка
Выделяют три основные операции, которым могут подвергаться металлические трубы:
- перерезка;
- нарезание резьбы;
- изгибание.
Для осуществления данных операций пользуются металлорежущими, трубогибочными станками, переносными труборезами, фаскорезами — это и другое оборудование должно использоваться только специально обученными рабочими.
Важным условием проведения качественной механической отделки является соблюдение подготовительного этапа, во время которого выполняют необходимую разметку.
Отмечать следует длину, которую труба получит после нарезки — важно учитывать, что соединение фрагментов осуществляется путем их вхождения друг в друга на длину конца и резьбу. Это приводит к получению фактической длины меньше, чем необходимо.

Механическая обработка возможна только после полного затвердения металла. По завершении этой процедуры трубы необходимо обдуть сжатым воздухом. Если трубу собираются использовать под давлением, важно выполнить ее предварительное испытание на специальных станках.
В течение 1 минуты постепенно повышают давление внутри изделия. Труба после механической отделки считается пригодной для дальнейшего применения, если во время испытания на ее поверхности не появилось потемнение или капли воды.
Для испытания берут по несколько труб из каждой партии.
Механическое воздействие на трубы снижает коррозийные свойства изделия, поэтому важно после нарезки, сгибания отделывать торцы, кромку, в том числе с помощью покраски.
Сравнение и преимущества вариантов отделки труб
Термическая и механическая обработка металлических трубопроводов позволяет использовать готовые изделия в условиях воздействия агрессивных сред, экстремально высоких и низких температур. Температурная отделка труб повышает надежность металлоизделий, делает их более прочными, устойчивыми к коррозии, повышает срок эксплуатации и межремонтного цикла.

В отличие от термообработки механическая отделка труб не изменят кристаллическую структуру металла, не повышает антикоррозийные свойства. Этот способ отделки менее трудозатратный, и позволяет получить необходимую форму изделия.
Редуцирование труб
Редуцирование труб давлением – это технология с помощью которой можно придать трубопрокату необходимый диаметр. Возможно как заужение диаметра трубы, так и увеличение, изготовление конусообразных заготовок.
Это позволяет удовлетворить потребности множества сфер, где так или иначе применяются изделия трубопроката.
К примеру, при возведении различных трубопроводов, в авто, авиационной, судостроительной и смежных с ними отраслях промышленности.
При производстве товаров как народного (туристические палатки, зонты, кальяны), так и профессионального (сварочные сопла, различная сантехника и тому подобное) потребления.
Таким образом, редуцирование конца трубы – широко распространенный процесс использующийся для придания продукции нужных форм и размеров.
Услуги редуцирования труб
Северо-Западный Центр Металлообработки оказывает услуги редуцирования труб на базе мощностей собственного производства расположенного в центре Санкт-Петербурга. Наши специалисты обладают широким опытом работ в данном направлении. Обращайтесь, выполним все работы в лучшем виде!
Формовка труб

Оборудование нашего предприятия позволяет осуществлять формовку труб из следующих материалов:
- нержавейка;
- бронза;
- сталь;
- медь;
- алюминий.
Работаем с трубами длина которых не превышает 2 метров. Диаметр от 3 до 100 миллиметров, в зависимости от материала.
Помимо редуцирования формовка концов труб позволяет выполнить множество других операций, рассмотрим подробнее некоторые из них…
Раздача трубы
Раздача конца трубы – это процесс увеличения диаметра ее окончания. Часто возникает необходимость не только уменьшить размер, но и увеличить. Именно эту задачу позволяет решить данная технология.
Раздача концов труб также осуществляется путем давления. В направлении торца трубы подается пуансон, придавая необходимые диаметр и форму в соответствии с техническим заданием.
Пуансон подбирается в каждом отдельном случае индивидуально, возможно изготовление нестандартных форм.
Вальцовка труб

Вальцовка концов труб может делаться двумя методами.
Рассмотрим первый метод – труба крепится в патрон, включается вращение патрона. Затем специальный ролик, подается на вращающуюся трубу. В зависимости от того под каким углом подается ролик – зависит угол вальцовки трубы и её форма.
Суть второго метода заключается в следующем… Труба устанавливается на плоскую поверхность станины гидравлического пресса. Далее, пуансон, соответствующий по форме готовой завальцованной трубе, закрепляется на шток гидроцилиндра. После чего осуществляется подача специальной матрицы в направлении торца трубы, тем самым придавая конечную форму изделию.
Вальцовка стальных труб может быть легко выполнена данными методами.
Развальцовка концов труб делается аналогичным образом, разве что края изделий загибаются не внутрь, а наружу.
Услуга вальцовки труб
ООО «СЗЦМ» предоставляет качественные услуги вальцовки труб. Пожалуйста, для точного расчета стоимости или получения консультации – оставьте заявку любым, удобным для Вас, способом. С помощью контактного телефона, электронной почты или формы отправки заявки ниже. Наши специалисты ответят Вам в ближайшее время!
(4
Природоохранные технологии. Технологии «конца трубы» и малоотходные технологии (комплексные)
Существует
два основных
типа природоохранных технологий:
-
технология «конца трубы»
-
комплексные или малоотходные технологии.
Первые являются
как бы «довеском» к основному процессу.
Использование
вторых подразумевает коренное изменение
технологии, используемой в основном
производственном процессе.
Технологии «конца трубы»
Технологии
«конца трубы» соответствуют следующей
схеме очистного процесса (рис. 2).
Здесь
процесс очистки вредных выбросов как
бы вынесен за пределы основного
производства, а сама природоохранная
технология является как бы довеском к
основному производству.
Например,
если речь идет об электростанции, где
сжигается уголь, содержащий серу. В
образующихся примесях в процессе
сжигания угля наряду с другими содержатся
окислы серы.
Наиболее
простой путь – установить специальные
фильтры (скрубберы) и чистить отходящие
газы от окиси серы. Полная очистка
отходящих газов по такой технологии
невозможна.
Можно
попытаться очистить уголь еще до того,
как он попадет в топку. Понижение
зольности углей и сокращение процента
содержания в них серы способствует
снижению вредных примесей в выбросах.
Подобный
подход принципиально отличается от
предыдущего, но страдает теми же
недостатками. Невозможно осуществить
полную очистку по такой технологии.
Необходимо
переходить от технологий
«конца трубы»
к малоотходным технологиям,
т. е. перейти к преобразованию самого
процесса выработки энергии. Переход с
угля на газ во многом решит эту проблему.
Еще более кардинальный
способ – использование возобновляемых
источников энергии.
Комплексные или малоотходные технологии
Комплексная
переработка природного сырья
(малоотходными
они
называются потому, что образующиеся в
конце процесса отходы не представляют
существенного вреда для природы).
В
этом случае меняется весь технологический
процесс. Схематично он представлен на
рис. 3.
- Рис. 3
-
При использовании
комплексных или малоотходных технологий
трудно подсчитать природоохранные
издержки. -
Невозможно
расчленить производственный процесс
и определить, где затраты на производство,
а где – на охрану природы, так как
предприятие производит дополнительную
продукцию.
Например,
получение продукции из уловленных
вредных примесей может приносить
дополнительный экономический эффект.
В процессе обезвреживания выбросов
(окислов серы SO2)
производится серная кислота (Н2SO4),
которую можно продавать и получать при
этом доход.
Позитивные
экологические результаты выгодны
предпринимателю, так как он сэкономит
на плате за загрязнение или на штрафах
за экологические нарушения. Если из
уловленных примесей он получил
дополнительную продукцию, продал ее,
то это тоже доход. Мероприятие комплексное
и поэтому неделимое.
Однако иногда все
же приходится вычленять природоохранные
издержки в чистом виде. В развитых
странах предприниматели, осуществляющие
природоохранные инвестиции, пользуются
налоговыми льготами. Поэтому они должны
доказать, что именно данная сумма
израсходована ими на охрану природы.
Если
для природоохранных издержек предусмотрены
налоговые льготы, то необходимо иметь
методику, однозначно дающую ответ на
вопрос, какая часть затрат имеет налоговые
льготы.
Способы прокладки труб бестраншейным способом: технология и оборудование
Прокладка трубопровода по трассе должна обеспечивать компенсацию температурных расширений за счет поворотов, беспрепятственное удаление конденсата, воды и воздуха, управляемый прогрев и охлаждение трубопровода, удобство монтажа, обслуживания и ремонта его элементов.
Прокладка участков трубопроводов должна быть выполнена с уклоном, для того чтобы движение конденсата или воды было направлено к дренажам. Направление уклонов должно совпадать с направлением движения среды. В случае подъемного движения пара допускается встречное движение потоков пара и конденсата. Горизонтальные участки трубопровода должны иметь уклон не менее 0,004 (4 мм на 1 м длины трубопровода), для трубопроводов тепловых сетей допускается уклон не менее 0,002. Наличие водяных застойных участков на трубопроводах не допускается.
Способы прокладки трубопроводов подразделяют на подземные и надземные (воздушные). Они определяются проектом в зависимости от местоположения трубы, рельефа трассы, грунтовых условий. В настоящее время надземная прокладка применяется редко, в основном на территории промышленных предприятий.
Способы прокладки трубопровода
Трубопроводы — сложный и трудоемкий процесс, который должен соответствовать строгим требованиям контроля качества и безопасности. Прокладка трубопровода требует большой подготовки и подготовки, тщательного планирования, анализа почвы и других необходимых исследований.
Трубопровод прокладывается по-разному в зависимости от внешних условий и назначения трубопровода. Способы прокладки трубопроводов подразделяются на открытые, скрытые и закрытые.
При скрытых способах трубы прокладываются в непроходимых каналах или траншеях, либо в земле, либо в строительных конструкциях, в стенах, подвалах и т. д.
Доступ к таким трубам во время их эксплуатации для ремонта или ремонта возможен только после вскрытия конструкций. Закрытый метод — это метод прокладки трубопровода, который не зависит от открытия пола.
Процессы с замкнутым контуром включают в себя методы пробивки, штамповки, бурения по ГНБ, бурения с использованием щита или бора Независимо от способа установки глубина трубопровода зависит, прежде всего, от топографии, гидрогеологических условий, динамических нагрузок, степени промерзания грунта и назначения самого трубопровода.
Как быстро отогреть и утеплить закопанные в земле трубы
Последние тенденции в строительстве трубопроводов показывают, что в настоящее время наиболее передовым и востребованным методом строительства трубопроводов являются бестраншейные методы монтажа и методы горизонтального бурения. Можно с уверенностью сказать, что бестраншейные методы строительства трубопроводов сегодня являются основной причиной такого рода работ.
Бестраншейная прокладка трубопроводов — это высокотехнологичный процесс, осуществляемый на самом современном оборудовании.
Скважина пробурена по определенной, четко определенной траектории, в которую втягиваются трубы необходимого диаметра.
Такие технологии позволяют выполнять работы быстро, надежно и, прежде всего, с минимальным воздействием на средства к существованию людей и функционирование объектов вблизи зданий.
Преимущества бестраншейных технологий очевидны: эти технологии защищают окружающую среду, не нарушают движение транспорта, существенно сокращают время строительства и минимизируют финансовые затраты.
Бестраншейные технологии являются необходимым условием для строительства городских трубопроводов и коммунальных услуг, так как они позволяют выполнять на рабочий цикл , не нарушая повседневную жизнь граждан , не прерывая деятельности компаний и организаций , а также без движения на дорогах.
Технологии бестраншейных трубопроводов также используются при прокладке трубопроводов за пределами столичных районов. Бестраншейные технологии незаменимы для строительства трассы трубопровода под водой, под сложными природными рельефами, оврагами и болотами на охраняемых и особо охраняемых территориях, где разработка карьеров невозможна.
Бестраншейные технологии монтажа — это надежная, практичная и экологически чистая конструкция, которая активно развивается и находит новые применения в современном мире.
Необходимые материалы
Выбор материала труб — весьма ответственная задача. Если подойти к ней недостаточно тщательно, то в дальнейшем это скажется на эксплуатационных качествах трубопровода. Чаще всего для их прокладки используются металлы и полимеры. Хорошо проявляет себя сталь и чугун.
Еще демонстрирует высокие показатели качественная медь. Это то, что относится к металлам. Среди полимерных материалов выбор гораздо шире: множество видов полиэтилена, полипропилен и так далее. Определенной популярностью пользуются укрепленные стекловолокном и алюминием трубы.
У всех из представленных материалов имеются определенные особенности, благодаря которым они и стали популярными. На отечественном рынке наиболее востребованы стальные трубы для монтажа трубопровода. Связано это с низкой стоимостью материалов. Но у нее ряд недостатков: такие трубы подвержены коррозийному воздействию, требуют покраску, монтаж отличается своей сложностью.
Как уже было упомянуто выше, медные трубы также используют в трубопроводах. Данный материал отличается долгим сроком эксплуатации, но еще и дороговизной. Медные трубы устойчивы к коррозии, зарастанию сечения, переносят высокие и низкие температуры, а также их перепады. Такой трубопровод прослужит очень долго, но и затраты на него будут соответствующие.
Среди полимерных материалов чаще всего выбирают полипропилен. Такие трубы стоят относительно дешево, при этом обладают высокими эксплуатационными характеристиками и долговечные.
Существует два используемых сейчас типа прокладки трубопроводов наружного устройства: открытый (вскапывание земли) и закрытый (его еще называют бестраншейный. Он реализуется проколами, продавливанием, бурениями или проходкой. Рассмотрим их все более подробно.
Особенности и способы соединения пластиковой трубы
В текущем проекте активно используется пластиковый трубопровод. Такие трубки изготовлены из твердого пластика, точнее его модификаций. Этот материал делает трубы прочными, прочными и очень легкими, что значительно облегчает работу с ними. Немаловажным для их достоинства является их цена, которая значительно ниже, чем у других материалов.
Чтобы лучше понять, что такое пластиковые трубы, необходимо учитывать их особенности.
Пластиковая труба характеризуется тем, что она практически не используется для установки систем отопления дома, поскольку не каждая пластиковая труба может быть подключена к системе отопления, температура воды даже составляет 60 градусов, что на самом деле довольно низко. Однако на рынке все еще есть пластиковые трубки, которые можно использовать при высоких температурах. Такие трубы называются термостойкими.
Другой особенностью таких труб является то, что для каждого типа используется своя технология монтажа труб. Кроме того, типы соединений пластиковых труб также используют разные.
Еще одна особенность таких трубок заключается в том, что в повседневной жизни они не предназначены для того, чтобы что-то вешать, прислоняться к чему-либо и так далее.
Чрезмерное механическое напряжение на таких трубах может привести к повреждению, которое повредит всю систему.
Но даже неудобства, которые вызывают характеристики пластиковых труб, исчезают на фоне преимуществ таких труб. Эти три особенности не являются недостатками таких труб, но представляют их уникальность, индивидуальные характеристики.
Пластиковые трубы имеют много преимуществ. Среди них долговечность эксплуатации. Расчетный срок службы пластиковых труб — пятьдесят лет.
Поскольку трубы изготовлены из пластика, они также не боятся воды, то есть коррозионная стойкость таких труб находится на самом высоком уровне.
Как правильно выбрать лучшую модель центробежного насоса
Одним из основных преимуществ таких труб может быть то, что они могут быть установлены независимо, при этом никаких специальных знаний для этой работы не требуется. То же самое относится и к ремонту. Если участок трубопровода не работает, вы можете легко заменить его самостоятельно.
Использование пневмопробойника и стальной футляр
Такой метод применяется, когда требуется прокладка труб на небольшие расстояния, около 20 метров.
Оборудование, используемое при этом, достаточно компактное, поэтому работы можно проводить даже в труднодоступных участках водопровода.
Но если требуется отверстие большей длины, с помощью данного прибора его не сделать, так как будет сложно задать точное направление. В данном случае придётся использовать более серьезную технику, работающую по методу бурения.
Его прокладка осуществляется в грунтах с неустойчивыми характеристиками — песчаные, обводненные. Если в таком месте использовать пневмопробойник или бур, то непременно произойдет обрушение грунта. Поэтому в данном случае самым разумным будет проложить стальной футляр. К тому же он выполняет дополнительные защитные функции для сохранения водопровода и увеличения его срока службы.
Соединение пластиковых труб
Типы соединения пластиковых труб могут быть разными. Все зависит от типа материала, из которого он сделан. Одним из видов соединения пластиковых труб является их склеивание. Пластиковые трубы можно просто «посадить» на клей. Весь процесс склеивания происходит в два основных этапа. На первом этапе трубы испытываются и подготавливаются, на втором этапе происходит прямое соединение.
Сначала нужно проверить, как трубки входят в крепеж. Концы труб должны составлять 70 процентов длины соединителя без видимого сопротивления, в то время как оставшаяся треть должна испытывать сильное сопротивление. Процесс подготовки также включает обработку концов склеиваемых труб и самого крепежа наждачной бумагой. Это необходимо для придания шероховатости трубам, что увеличивает адгезию.
На втором этапе клей наносится на концы труб и вдавливается в разъем. Кроме того, трубка поворачивается как минимум на 90 градусов, чтобы равномерно распределить клей по всей поверхности клея.
Другой распространенной формой соединения пластиковых труб является сварка. Таким образом, происходит соединение полиэтиленовых, полипропиленовых и полибутиленовых труб. Как и в предыдущем случае, трубы сначала подготавливаются к сварке, т.е. очищаются от грязи и мусора. Следует отметить, что сварка таких труб осуществляется с помощью специальной установки.
Горизонтально направленное бурение
Закрытая прокладка трубопровода — высокотехнологичный процесс, реализуемый благодаря использованию буровых комплексов. Раздел посвящен описанию горизонтально направленного бурения (подробнее: «Преимущества прокладки труб методом ГНБ – как выполняются работы»). Это оптимальный вариант укладки труб закрытым способом.
Процесс горизонтально направленного бурения:
- Бурение пилотной скважины. На этом этапе задействовано навигационное оборудование, придающее ей направление.
- Расширение скважины до необходимых размеров.
- Укладка труб.
Пилотную скважину еще называют экспериментальной. Ее бурение является самым важным этапом в прокладке закрытых труб. Для этого используется буровая головка с интегрированным излучателем.
Она крепится к гибкой приводной штанге. Благодаря этому рабочие смогут контролировать процессом бурения.
В такой системе присутствует отверстие, куда подается специальный раствор, охлаждающий установку снижающий трения и защищающий скважину от разрушений.
В буровой головке имеется передатчик. Он отсылает сигналы на локатор, так она и управляется. Основная ответственность лежит на операторе. Он регулирует положение головки, контролируя весь процесс бурения.
Его задача — не допустить отклонение в скважине от проектной траектории. Горизонтально направленное бурение — сложный процесс с высоким уровнем автоматизации.
Для реализации данного метода необходимо точное планирование и современное оборудование.
Прокладка труб из тепловых сетей
Сегодня тепловые сети проложены в полном соответствии с требованиями СНиП. Довольно сложная технологическая часть прокладки тепловых сетей делает стоимость прокладки трубопровода достаточно высокой. Обращаем ваше внимание, что работа квалифицированных специалистов оплачивается должным образом, т.е. дорого.
Использование специального оборудования уменьшает количество помех при прокладке трубопроводов рабочим и, следовательно. Тем не менее, это не влияет на уровень отсрочки платежей и даже увеличивается. Однако прокладка труб просто необходима, поскольку здание без коммуникаций уступает и разрушается в течение определенного времени.
Бестраншейная прокладка трубопроводов в настоящее время очень актуальна. Благодаря ему поставляются как сельские дома, так и городские здания. Обратите внимание, что стоимость прокладки трубопровода рассчитывается на основе оценочных данных. Общая сумма обычно сообщается заранее.
Принудительная вентиляция в гараже своими руками
Что это такое?
Бестраншейная прокладка труб – это комплекс мероприятий по созданию провода коммуникаций, в котором метод выкапывания траншеи заменен на ряд других работ, а само предварительное углубление не производится.
Данный метод применим для следующих коммуникаций:
- Канализация.
- Водопровод.
- Газопровод.
- Электропровод. Схема бестраншейной прокладки труб
Что касается материалов самих труб, то он особой роли для использования одного из альтернативных методов не играет. Поэтому бестраншейная прокладка может быть произведена как металлических, так и полимерных изделий, лишь с учетом особенностей материала и его соединений.
Разделяют несколько наиболее востребованных методов бестраншейных работ.
Методы укладки бестраншейных труб
Современные технологии позволяют человечеству внедрять бестраншейные методы прокладки трубопровода, которые позволяют ему прокладывать трубы под дорожками или чем-либо еще без разрушения или деформации покрытия. Обратите внимание, что замена подземного трубопровода может стоить клиенту больше всего. В настоящее время существует несколько способов прокладки трубопровода без траншей:
- прокол;
- штамповка;
- горизонтальное бурение.
Замена подземного трубопровода стоит немного в зависимости от типа грунта, помимо прочего, что определяет сложность работ и износ оборудования.
Как проложить водопровод?
Чтобы была осуществлена правильная прокладка труб, необходимо придерживаться определенных правил. Для начала рассчитывается траектория бурения, после чего делается пробное отверстие в земле. Если всё нормально, начинается бурение в соответствии с планом.
Скважина необходимого диаметра делается в несколько заходов, пробуривается канал необходимой длины, и только затем в него осуществляется прокладка труб. Они закрепляются между собой, проверяется их работоспособность.
Как видим, всё делается достаточно просто и быстро.
Чтобы сделать отверстия в земле, можно использовать не только строительный бур, но и пневмопробойник. Такое устройство делает прокол в почве, и получается траншея необходимого диаметра.
Также возможна установка стального футляра бестраншейным методом. Какой из этих методов применить, решать только вам, но при этом надо учитывать качество грунта и желаемую длину водопровода.
Рассмотрим все методы отдельно.
Направленный прокол
Метод направленного прокола заключается в использовании пневмопробойников для проходки скважин. В них затем затягиваются трубы, диаметр которых не превышает 400 мм. У пневмопробойника цилиндрический корпус. В нем находится ударник и воздухораспределительная система. На корпус выпускается сжатый воздух, а затем наносятся удары, так он двигается.
Ключевой особенностью метода прокола считается быстрота его реализации за счет скорости работы пробойника. Кроме того, в небольшой степени уплотняется друг от друга. Больше всего преимущества дают о себе знать при прокладке нескольких трубопроводов неподалеку или вблизи с инфраструктурой.
Бурошнековое бурение
Существует способ укладки трубопроводов с помощью специального оборудования — шнековых буровых машин. При этом бурение идет в приемный котлован из рабочего. А значит, не требуется выход на поверхность.
Данный метод подходит для прокладки трубопроводов закрытым способом до ста метров из стальных, бетонных или полимерных труб (100 – 1700 мм в диаметре). Он отличается высокой точностью, максимальное отклонение не будет превышать 30 мм. Сам трубопровод получится ровным, без провисаний.
Такой метод часто используется при монтаже самотечных канализаций, при укладке труб под железнодорожными путями или в зоне коммуникаций домов.
Монтаж внутренних трубопроводов
В СНиП 3.05.01-85 регламентирован устройство внутренних трубопроводов. Документ действует также на системы водоснабжения, климатическое оборудование, отопление, водостоки и аналогичные коммуникации.
Основные принципы работы
Если планируется реализовывать трубопровод диаметром не больше 50 мм, то используются стальные трубы. В остальных случаях больше подходят чугунные. Водопровод должен располагаться от других коммуникаций на расстоянии от полутора метров.
Если он проходит через стену здания, то его необходимо защитить от возможных осадок.
Магистральные водопроводы в зданиях с большим человекопотоком проводят в подвалах, на промышленных объектах его размещают на техническом этаже или в чердачном помещении.
Хочу все знать. Как стыкуются трубы в Потоках. (Разорванный В Клочья)
В процессе наблюдения за прокладкой Северного потока-2 наблюдал картину, как один трубоукладчик останавливался в определенной точке после прокладки несколько сот км, бросал трубу и уходил в другую точку. Это был и Pioneering Spirit и Solitaire.
В прибрежной зоне работали другие трубоукладчики Audacia у немцев и наш трубоукладчик Fortuna в российских водах. Интересовал вопрос, а как они потом стыкуют трубы? Недавно на сайте СП-2 появился анимационный ролик, о том как это делается. Кому любопытно, может посмотреть.
Видео почему-то не заливается.
А ниже реальные фото с сайта Турецкого потока, о том как соединяли трубы в прибрежных водах.
БЕЛГРАД, 8 октября. /ТАСС/. Республика Сербская (энтитет Боснии и Герцеговины) будет получать газ по специальной ветке из «Турецкого потока», работы по строительству газопровода стартуют в следующем году. Об этом заявил вечером в понедельник министр энергетики и горнодобывающей промышленности Республики Сербской Петар Джокич.
«Республика Сербская готова к проекту, мы уже приняли все необходимые решения для этого проекта, в правительстве — в мае, а в муниципалитетах — в июле, когда определяли место прохождения автотрассы, которая соединит Белград и Республику Сербскую. Мы решили, что трасса газопровода пойдет непосредственно вдоль автотрассы», — заявил Джокич.
«Работы (по строительству соединительного участка от «Турецкого потока» до Республики Сербской — прим. ТАСС) стартуют уже в следующем году.
Мы не можем начать строительство раньше, чем начнется строительство автотрассы, так как это единый проект.
Имея в виду, что сегодня заложен камень в основании автотрассы, это значит, что это уже активный проект, работы физически начались», — указал министр.
Министр рассказал, что в Республике Сербской кроме Биелины, Зворника и части Восточного Сараева нет газоснабжения, причем в последних двух городах газификация осуществлялась еще в 70-е годы ХХ века.
По его словам, проект имеет для его страны большое значение. Министр отметил, что сразу после завершения сербского участка «Турецкого потока» начнется строительство ветки в Республику Сербскую. «Это проект, на который мы возлагаем большие надежды», — повторил он.
Договоренность с «Газпромом»
Ранее руководство Республики Сербской и компания «Газпром» договорились о газификации республики.
На встрече на тот момент председателя Президиума Боснии и Герцеговины Милорада Додика, президента Республики Сербской Жельки Цвиянович с главой «Газпрома» Алексеем Миллером была достигнута договоренность о проведении газа в этот государствообразующий субъект Боснии и Герцеговины.
Предполагалось, что реализация проекта начнется осенью этого года и будет осуществляться путем строительства ветки газопровода «Турецкий поток» в Республику Сербскую.
Кроме того, на встрече обсуждался вопрос газификации столицы РС Баня-Луки и строительства газовой ТЭЦ в республике. Ранее Додик заявил, что Республика Сербская намерена построить у себя ветку газопровода «Турецкий поток» от Биелины до Баня-Луки.
Сербский участок
Ранее соседняя Сербия начала строительные работы на своем участке газопровода, не дожидаясь завершения работ на болгарском участке.
Реализацией проекта строительства в Сербии трубопровода от границы с Болгарией до границы с Венгрией занимается совместное предприятие «Газпрома» и «Сербиягаза» Gastrans d.o.o. Novi Sad.
Газ по сербскому участку «Турецкого потока» начнет поставляться до конца апреля 2020 года.
Предполагается, что сербский участок «Турецкого потока» начнется у города Заечар на границе с Болгарией и пересечет границу с Венгрией близ города Хоргош. Входная мощность, как ожидается, составит около 13,88 млн куб. м газа в сутки, выходная — около 10 млн куб. м.
Проект «Турецкий поток» предполагает строительство газопровода по дну Черного моря до европейской части Турции и далее к границе с Грецией. Первая нитка будет предназначена для снабжения турецкого рынка, вторая — для газоснабжения стран Южной и Юго-Восточной Европы. В качестве потенциальных рынков «Газпром» рассматривает Грецию, Италию, Болгарию, Сербию и Венгрию.






