Изучаем методы сварки

Сварка предоставляет возможность получать неразъемные соединения отдельных элементов конструкций при помощи формирования межатомных связей в процессе их пластичной, местной деформации.
Данная процедура позволяет выполнять надежные соединения разных металлов и их сплавов, стекло, керамику, прочие неметаллические материалы.
При этом используются разные методы для выполнения сварки, имеющие свои особенности, преимущества и недостатки.
Классификация сварочных технологий
Все разновидности сварочных работ, зависимо от типа энергии, используемой для формирования межатомных соединений, делятся на три категории:
- Механическая: холодная, ультразвуковая, взрывом, трением, прочие. Применяется давление, механическая энергия.
- Термическая: лазерная, дуговая, плазменная, электрошлаковая, газовая, электронно-лучевая, прочие. Применяется тепловая энергия.
- Термомеханическая: контактная, диффузионная, прочие. Применяется давление, тепловая энергия.
Сварочные работы выполняются с применением сварочной дуги, которая создается за счет электрического разряда газов, паров металла в ионизированной среде.
Электродуговая
Аналогично способам ручной дуговой сварки в процессе работ задействуется электрическая дуга, лишь отличается своими габаритами.
Контактная
Данный метод сварки выполняется с нагреванием соединяемых кромок изделий. Достаточно разогретые образцы проседают с оплавлением, без оплавления. В процессе пластического деформирования получается сварное соединение – характерное отличие данной методики.
Электрошлаковая
Осуществляется благодаря тепловому выделению в период прохождения электротока через шлаковую ванну.
Данным методом сваривания пользуются в машиностроительной индустрии, к примеру, при производстве лито-сварных, ковано-сварных конструкций:
- коленчатые валы дизелей морских судов;
- отдельные элементы мощнейших прессов;
- валы гидротурбин;
- прочие изделия.
Стыковая
Это подвид контактной техники сваривания. В процессе сварочных работ изделия подвергаются обработке по всей площади соприкосновения. Если в период стыковой сварки осуществляется разогрев стыка до пластичного состояния с последующей осадкой, то данная технология называется стыковой сваркой оплавлением.
Преимущества и недостатки разных методов сварки
Сварка ММА
ММА – это дуговая ручная сварка с использованием штучной электродной проволоки со специальным покрытием. Используется для соединения образцов из нержавейки, углеродистой стали.
Преимущества сварки MMA
- Достаточно экономичная технология
- Сварочные работы можно производить в разных плоскостях
- Не используются баллоны с газом
Недостатки ММА
- Слабая производительность
- Приходится удалять с изделий шлаковые образования
Сварка TIG
TIG – это ручная сварка в аргоновой среде с применением вольфрамовой неплавящейся электродной проволоки. Технология TIG с использованием постоянного тока предназначена для соединения стальных образцов, технология TIG с использованием переменного тока предназначена для сваривания изделий из алюминиевых сплавов.
Преимущества TIG
- Сварочный шов получается достаточно аккуратным
- В процессе работы нет брызг раскаленного металла
- Возможность соединения изделий малой толщины
- Параметрами сварочной дуги легко управлять
Недостатки TIG
- Малая производительность
- Повышенные требования к работе оператора
- Обязательное использование баллона с газом
Сварка MIG/MAG
МИГ/МАГ – это сварка полуавтоматическая в защитном газе (углекислый, аргон) с использованием электродов. Технология предназначена для сваривания стальных, алюминиевых изделий, а также образцов из нержавеющей стали.
Преимущества MIG/MAG с газом
- Повышенная производительность
- Практически отсутствует дым
- Отсутствуют шлакообразования
Недостатки MIG/MAG с газом
- Работы ограничиваются на открытом воздухе
- Необходимость использования баллона с газом
Преимущества МИГ/МАГ с порошковой проволокой
- Готовность к эксплуатации в любой момент
- Баллоны с газом не используются
- Идеально подходит для проведения работ на открытом воздухе
Недостатки МИГ/МАГ с порошковой проволокой
- Шлакообразования
- Порошковая проволока дорогостоящий материал
Пайка MIG
Технология MIG предоставляет возможность осуществлять процедуру пайки при температуре меньшей сварочной температуры (сварочная температура составляет 1500º, когда температура пайки всего лишь 1000º). В результате отсутствует деформация свариваемых элементов, так как соединение фиксируется исключительно благодаря расплавлению припоя.
Сергей Одинцов
Источник: https://electrod.biz/tehnologii/izuchaem-metodyi-svarki.html
Сварка разнородных сталей, металлов и сплавов, показатели свариваемости различных металлов

Свариваемость металлов – это способность металлов разных видов или их сплавов образовывать соединения, соответствующие техническо-эксплуатационным требованиям при установленной технологии сварки.
Возможность сваривать разносоставные стали и другие металлы между собой позволяет объединять лучшие качества различных материалов. Такой подход значительно повышает функциональность изделий, но требует особых условий, в которых возможна сварка разнородных металлов и сплавов.
Соответствующие технологии разработаны, чтобы решать проблемы, связанные с различными свойствами соединяемых металлов (температура плавления, теплоотдача, глубина проплавления, образование оксидной пленки).
- Варианты свариваемых пар разнородных металлов
- Сварка разнородных металлов и сплавов, используемые присадочные материалы
к содержанию ↑
Группы сплавов, наиболее часто применяемые при разнородном сваривании
- Сплавы на основе железа (Fe), которые, в свою очередь, подразделяются на подгруппы:
- Углеродистые стали
- Низкоуглеродистые легированные стали
- Инструментальные пружинные стали
- Нержавеющие стали
- Чугуны
- Никельные сплавы (Ni)
- Чистый никель
- Монель
- Никонель
- Нимоник
- Хастелой
- Медные сплавы (Cu)
- Чистая медь
- Латуни
- Оловянные бронзы
- Алюминиевые бронзы
- Кремниевые бронзы
- Никельно-медные
Наиболее распространенные пары соединяемых материалов, которые встречаются в промышленности
- Сплавы на основе Fe + Al, алюминиевые сплавы
- Сплавы на основе Fe + Cu, медные сплавы
Для большинства представленных вариантов сварки разнородных металлов и сплавов характерны большие отличия в температуре плавки, физико-тепловых свойствах, показателях расширения материалов.
к содержанию ↑
Множество факторов определяют качественное состояние сварного шва, когда необходимо соединить материалы с отличающимися характеристиками. Образования оксидной пленки, разная температура плавки, взаимодействие при нагревании с газом и другие трудности, которые возникают при сваривании. Особенно капризный в отношении посторонних примесей алюминий и походные от него сплавы.
к содержанию ↑
Сваривание алюминия и его сплавов со сталями
Процесс сваривания затрудняется активным возникновением оксидной пленки, которая мгновенно покрывает поверхность этого металла.
Разделка сварочных фасок производится под углом 70˚. Шов с таким углом обладает наибольшей надежностью. Перед свариванием кромки тщательно зачищают при помощи пескоструя или другим механическим путем для покрытия активирующим слоем. Самым распространенным и экономичным покрытием является оцинкование.
- При гальваническом оцинковании оптимальная толщина слоя 30-40 мкм
- При термическом оцинковании – 60-90 мкм
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом
Присадочный материал – алюминиевый пруток АД1 с включениями кремния.
Технология процесса сваривания
Зажигание дуги производится с присадочного прутка для начала образования валика, благодаря стекающему алюминию.
Необходимо свариваемые заготовки расположить в пространстве так, чтобы алюминий при расплавлении натекал на черный металл. При необходимости сварочные валики накладываются в несколько слоев.
Главное не допустить перегрев стальной детали, что приведет к выгоранию активирующего слоя раньше времени. Сваривание производится по очередности с обеих сторон.
Режим скорости сварки алюминия должен повышаться к концу процесса. Такой метод вырабатывается сварщиком для сохранения активирующего покрытия.
к содержанию ↑
Сваривание меди и ее сплавов со сталями
В этом типе соединений примечательно влияние количества углерода на качество сварного шва. Чем его меньше, тем прочней и качественней выходит взаимопроникновение в области смешивания. Благотворно на свариваемость влияют марганец (Mg) и кремний (Si).
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом, ручная дуговая – плавящимся электродом, плазменное наплавление с использованием в качестве присадки токоподводящей проволоки.
Материалы для присадки – при сваривании чистой меди и бронзы БрАМц, БрКМц; для латуни Л90, 09Г2; при флюсовой сварке проволока марки М и БрКМц; для сваривания в атмосфере защитных газов МНЖ, БрКМц, БрАМц.
Флюсы — АН-26; ОСЦ-45
Технология сварочного процесса – быстрое динамическое расширение меди вследствие нагрева образовывает множество мелких микротрещин в стали в области (и около) сплавления. Для получения швов с оптимальными свойствами рекомендуется присадочный материал с вместительностью железа не более 10%.
При сварке нужно следить, чтобы было минимальное проплавление стали. При сваривании дуга должна быть смещена в сторону цветной заготовки.
к содержанию ↑
Сваривание титана со сталью
Образование ломких интерметаллических областей не позволяет добиться качественных сварочных швов при прямом сваривании. Для получения качественных соединений применяются промежуточные вставки.
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом
Технология сварочного процесса – наилучшие прочностно-пластичные показатели соединений дало применение БрБ2 (промежуточных вставок) из обработанной температурой бронзы и технического тантала. Для достижения особого качества швов сварка производится в специальных боксах с контролируемым микроклиматом.
к содержанию ↑
Сваривание меди с алюминием
Образование ломких областей и другие различающиеся свойства этих цветных металлов значительно затрудняют процесс сваривания.
Тип сварки – аргонно-дуговая, неплавящимся электродом по флюсу
Технология сварочного процесса – после очищения медь проходит оцинковку для формирования активирующего слоя не более 60 мкм. В целом процесс схож со свариванием алюминия и стали, при котором смещение сварочной дуги происходит в сторону металла с большей температурой плавления. Для повышения свойств шва применяется 5 % легирование кремнием.
к содержанию ↑
Сваривание алюминия с титаном
В этом случае появляются затруднения с возникновением интерметаллической зоны, приводящей к хрупкости стыка.
Тип сварки – аргонно-дуговая, неплавящимся электродом
Материал для присадки – алюминиевая проволока AB00
Технология процесса сварки – тщательно зачищенные кромки с разделанными фасками алитируют (аллюминизируют при нагреве 800 – 830˚С). Сваривание производят обычным методом для алюминиевых сплавов, смещая дугу в сторону более тугоплавкого материала.
к содержанию ↑
Сваривание меди и ее сплавов с титаном
Образование хрупких зон предотвращается использованием промежуточных вставок из сплавов титана.
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом
Технология процесса сварки – для вставок используются сплавы титана с включением легирующих добавок молибдена или ниобия типа ВТ15. Структуры кристаллических решеток таких вставок схожи с кристаллической структурой меди. Методы сваривания те же самые, что применяются при сварке меди и ее сплавов.
к содержанию ↑
Поскольку эти элементы используются в качестве вставок для соединения – они имеют высокие показатели свариваемости.
Тип сварки – аргонно-дуговая, неплавящимся вольфрамовым электродом
Технология процесса сварки – возможность типов сварных соединений этих элементов указана выше на примере вставок для соединения. При соединении тантала и меди в качестве присадки используется БрБ2 (бериллиевая бронза). Для сварки зачастую применяются боксы с регулируемым микроклиматом.
Естественно, что перечислены далеко не все способы. Указаны наиболее широко используемые технологии сварки разнородных материалов. Например, существует высокотехнологическая электронно-лучевая сварка, производящаяся в специальных вакуумных камерах направленным потоком электронов. Но такой способ возможен исключительно в рамках профильных предприятий.
Источник: http://solidiron.ru/obrabotka-metalla/svarka-raznorodnykh-stalejj-metallov-i-splavov-pokazateli-svarivaemosti-razlichnykh-metallov.html
Сварка металла и способы сварки

В любой мастерской авто или мотолюбителя, изготавливающего и ремонтирующего многие детали самостоятельно, без применения сварочного оборудования очень сложно изготовить что-то стоящее или отремонтировать, например, кузов.
В нашем современном мире сварочное оборудование стремительно совершенствуется и не так давно начали появляться довольно универсальные плазменные сварочные аппараты, обладающие многими функциями резки и сварки металла. И некоторые из них я обязательно опишу в ближайшем будущем.
Но, основной недостаток этих современных аппаратов, это их немалая цена, которая для авто-мотолюбителей в глубинке может быть неподъёмной.
Поэтому, большинство мастеров пользуются проверенными временем сварочными аппаратами прошлого поколения, основное преимущество которых — их небольшая цена и большая надёжность. К тому же, если что- то когда- то и ломается, то заменяемая любая деталь очень распространена и недорога.
Существуют два основных вида сварки металла — это электросварка и газовая сварка. Каждый вид я постараюсь описать подробно.
Электросварка делится на несколько способов .
- Ручная дуговая сварка плавящимся электродом. Здесь, свариваемые детали 1 (см рисунок 10) нагреваются электрической дугой 2, горящей между ними и электродом 3. Дуга расплавляет кромки деталей и электрод при перемещении дуги вдоль кромок, образуется сварной шов. Это самый распространённый и дешёвый способ сварки и он применяется повсеместно: в морском и речном судостроении, вагоностроении, в производстве различных резервуаров, строительных конструкций, при строительстве мостов, зданий, а то и просто на даче.
- Ручная дуговая сварка неплавящимся электродом. Свариваемые детали 1 (рисунок 11) нагреваются дугой 2, горящей между деталями и угольным графитовым или вольфрамовым электродом 4. Для образования шва в зону дуги подают присадочную проволоку 3. Отбортованное (с загнутыми кромками) соединение из тонкого металла можно сваривать без присадочной проволоки. Применяют этот способ сварки при изготовлении бочек для горюче-смазочных материалов (сварка по отбортовке), корпусов генераторов и стартеров для автомобилей (на производстве), для наплавки твёрдых сплавов, при изготовлении корпусов больших конденсаторов.
- Автоматическая дуговая сварка под флюсом. Сварка производится дугой, горящей между изделием 3 и электродной проволокой 1.Проволока 1 (рисунок 13) подаётся в зону сварки механизмом 2. Головка перемещается автоматически вдоль кромок. Неиспользованный (лишний) флюс отсасывается через шланг 4 в бункер 5. Этот процесс сварки отличается большой производительностью и высоким качеством шва, и широко применяется на производстве при изготовлении резервуаров, узлов мостов, паровых котлов, железнодорожных вагонов, при изготовлении труб больших диаметров, статоров генераторов, для сварки станин металлообрабатывающих станков.
Есть ещё и электрошлаковая сварка, полуавтоматическая сварка под флюсом, контактная стыковая сварка сопротивлением, стыковая сварка оплавлением, точечная сварка, шовная сварка, электроннолучевая сварка, сварка токами высокой частоты- индукционная и другие виды, все они применяются на производстве. Для гаражных целей эти способы не применимы из-за габаритов, стоимости и из-за их главного назначения — только на автоматизированном потоке.
Для гаражной мастерской больше всего подходят сварка плавящимся электродом в защитном газе( углекислотном) и сварка неплавящимся вольфрамовым электродом в защитном газе ( аргоне), их я и опишу более подробно.
Дуговая сварка неплавящимся вольфрамовым(цериевым) электродом в среде защитного газа. Это ,на мой взгляд, самый качественный вид сварки, позволяющий сваривать практически любой металл (только меняется присадочный пруток) с очень качественным швом.
Для защиты расплавленного металла от окисления кислородом воздуха применяют инертные газы — аргон, гелий, активные газы — азот, водород, углекислый газ и смеси газов : аргон с кислородом, аргон с азотом и аргон с углекислым газом, что способствует получению наплавленного металла (сварочного шва) с высокими механическими свойствами.
https://www.youtube.com/watch?v=H4v_qJ9GO3I
Защитный газ подводят (см. рисунок) к сварочной дуге 1 по мундштуку 2, в который вставлен электрод 3 из вольфрама. В процессе сварки в дугу для заполнения шва вводят присадочную проволоку 4 (пруток), но тонкий металл (даже фольгу) с отбортовкой, можно сваривать без присадочной проволоки.
Аргоно-дуговая сварка является одним из передовых процессов в настоящее время и используется во всех, более или менее, продвинутых кастом ателье.
Этим способом осуществляют сварку углеродистых и легированных сталей с получением очень качественного шва, а так же магниевых и алюминиевых сплавов, меди и её сплавов, нержавеющей стали и для сварки таких редких металлов как титан, цирконий, ниобий и др.
Применяют ,так же, сварку вольфрамовым электродом с комбинированной газовой защитой — внутренний слой, защищающий электрод и дугу из аргона, а наружный слой, защищающий ванну — из углекислого газа. Это снижает на 75% расход аргона, заменяемого более дешёвым углекислым газом и в целом удешевляет сварку.
Из инертных газов наиболее широко применяют аргон и ,как я уже говорил, аргонно-дуговая сварка позволяет получать сварные соединения высокого качества и для многих металлов и сплавов.
Аргон в газообразном состоянии транспортируют и хранят в стандартных баллонах (по ГОСТ 949-73) под давлением 150±5 кгс/см² или 200±10 кгс/см² (при 20°С). Бывает жидкий аргон, хранящийся в сосудах Дьюара, но он не распространён.
Газообразный аргон немного тяжелее воздуха, поэтому , его струя надёжно и длительно удерживается в зоне сварки и хорошо защищает сварочную ванну. Газообразный и жидкий аргон бывает трёх сортов : высший, первый и второй . Соответственно, в них содержится аргона 99,988; 99,98 и 99,95%.
Баллоны для аргона окрашивают в серый цвет с зелёной полосой и зелёной надписью — «Аргон чистый».<\p>
На аргоновый баллон монтируют редуктор понижения давления. Их сейчас множество в продаже и описывать их нет смысла, скажу только одно, что следует покупать фирменное изделие.
Пусть будет дороже, зато на долгие годы работы. Ещё при Союзе (я считаю, что тогда много чего было качественным) выпускали довольно качественный редуктор ДЗД — 1 -59М, который комплектовался редуктором расхода газа с набором сменных дюз, которые позволяли установить расход газа от 3,2 до 59 л/мин.
Так вот, кому посчастливится найти такой редуктор, при его установке на баллон ротаметр не требуется, так как для аргонно-дуговой сварки применяют ротаметры (расходомер воздуха). Точно установить расход защитного газа за единицу времени очень важно для получения качественного шва.
Ротаметр состоит из стеклянной трубки с делениями и поплавка, который перемещается в ней. По подъёму поплавка определяется расход газа. На концах трубки находятся штуцеры для входа и выхода газа, а так же регулировочный краник для уменьшения или увеличения количества газа.
Технические характеристики ротаметров приведены в таблице 77.
Сварочные аппараты для сварки в среде аргона. В современном мире очень бурно развивается электроника и не только. Сейчас имеется огромный выбор сварочных аппаратов с множеством настроек и функций. И как известно, хорошее качество стоит денег. От этого и надо исходить при покупке сварочного аппарата.
Определяющим моментом при покупке, так же, является металл, который вы собираетесь варить в основном, и какую максимальную толщину металла вы собираетесь проваривать, без потери качества провара металла и качества шва.
Так как максимальный ампераж сварочного аппарата напрямую зависит от толщины свариваемого металла, желательно, ампераж должен быть ещё и с небольшим запасом по силе тока (это предотвратит перегрев аппарата).
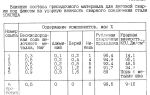
Ниже я приведу таблицу (из двух частей), на которой видна зависимость силы тока и напряжения, от толщины свариваемого металла. Так же, на ней показана подготовка кромок металла перед сваркой и необходимые сварочные зазоры для получения шва нормального качества.
И обратите внимание, что толстый металл (от 8 мм до 40 и более) нужно проваривать в несколько проходов, несмотря на большую мощность( силу тока в Амперах) сварочного аппарата. В несколько проходов я сваривал скобу английского колеса (см.
здесь), которая имела толщину 20 мм.
Еще одним главным критерием при выборе сварочного аппарата является его универсальность. И я советую приобретать универсальный аппарат, а именно, в маркировке должны быть буквы TIG AC/DC, это значит, что данный сварочный аппарат имеет переключаемые функции переменного и постоянного тока.
Ведь, при сварке стали, нетолстой меди, титана, нужен постоянный сварочный ток, а для качественной сварки алюминия, магния и меди большой толщины, где требуется удаление окислов с свариваемой поверхности, нужен переменный сварочный ток.
И значит, приобретая сварочный аппарат этой маркировки — TIG AC/DC и с функциями обоих токов, у вас появляется возможность варить почти все металлы.
Маркировка TIG DC ставится на аппаратах аргонно-дуговой сварки с возможностью работы только на постоянном токе и значит, вы сможете варить только сталь, титан и тонколистовую медь, а алюминий и его сплавы вам будет недоступен. Поэтому, учтите это при покупке, несмотря на то, что эти аппараты дешевле аппаратов TIG AC/DC. Но я считаю, что следует переплатить, но зато приобрести универсальный аппарат.
Ещё один нюанс следует учесть при покупке — это приобретать традиционный аппарат с надёжным трансформатором или купить более современный инверторный аппарат. Я считаю, что желательно приобрести инвертор, так как он имеет более плавные регулировки тока, меньшую массу и габариты, но не это главное.
Основной главный, на мой взгляд, принцип инверторных аппаратов AC/DC, является использование двойного инвертора и создание полуволн прямоугольной формы, которая делает сварочную дугу более стабильной, увеличивает тепловложение и очищающий эффект, что особенно важно для алюминия, с его свойством быстро окисляться на воздухе, буквально сразу после зачистки.
Ещё одно важное свойство современных инверторных аппаратов AC/DC Pulse — это наличие функции импульсного режима и на постоянном, и на переменном токе.
По сравнению с обычным режимом, импульсный режим уменьшает тепловложение, улучшает стабилизацию дуги, особенно на малых токах, и кроме того, оказывает положительное металлургическое воздействие на сварочный шов, позволяя получить мелкозернистую структуру шва (более прочную).
При покупке не забудьте учесть, что многие более мощные сварочные аппараты, расчитаны на напряжение 380 вольт, что не применимо в большинстве частных гаражных мастерских.
Поэтому, ищите аппарат на 220 вольт, что в принципе несложно, при мощности не более 200 ампер.
В интернете множество аппаратов различных фирм, поэтому описывать отдельно каждый мне нет смысла, к тому же, ко многим аппаратам прилагается инструкция с таблицей тактико-технических характеристик.
Посоветую только приобретать сварочный аппарат (особенно инверторный) европейских или американских фирм, но не азиатских.
Аппарат из Европы может стоить, чуть ли, не в два раза дороже китайского, но зато, он прослужит вам долгие годы без поломок. Сейчас неплохие сварочные аппараты начали делать в России.
Подробнее узнать о их качестве можно на форумах по данной тематике в интернете. Ведь, когда много людей хвалят какое-то изделие, согласитесь, это лучше, чем похвала одного человека.
Дуговая полуавтоматическая сварка плавящимся электродом (проволокой) в защитных газах.
Этот вид сварки очень распространён из-за своей производительности и дешевизны, так как сварочная проволока и углекислый газ довольно дёшевы.
Сварка производится дугой между изделием и электродной проволокой, которая подаётся в зону сварки подающим механизмом по специальному шлангу с Боудёновской стальной или тефлоновой (для нержавеющей проволоки) оболочкой.
Этот способ характерен большой производительностью и хорошим качеством шва, но в большинстве кастом-мастерских его используют для прихватки деталей, а последующую проварку ведут аргонно-дуговой сваркой.
При умелом использовании и с большим опытом, этим видом сварки можно варить стальные детали со швами не хуже, чем при аргонно-дуговом способе, но главный недостаток этого вида сварки — это довольно большое разбрызгивание капель металла, и невозможность качественной сварки алюминия и его сплавов (и хотя им можно варить алюминий, но аргонно-дуговой аппарат несомненно варит лучше). Но я считаю, что полуавтомат необходим в любой мастерской, так же, как и более дорогой аргонно-дуговой сварочный аппарат.
сварочный полуавтомат с рабочим и сглаживающим трансформатором.
Для сварки применяют активный углекислый газ (СО2) — двуокись углерода- наиболее распространённый и дешёвый защитный газ при сварке плавящимся электродом. Окисление металла шва, выделяющимся при сварке из углекислого газа свободным кислородом, нейтрализуется содержащимся в электродной проволоке раскислителями.
Основные свойства углекислого газа: газ бесцветен и не ядовит, плотность при атмосферном давлении и 20°С равна 1,98 кг/на м³. Температура сжижения газа при атмосферном давлении минус 78,5°С.
Выход газа из 1 кг жидкой углекислоты 505 л.(при 0°С).
По ГОСТу 8050-76 выпускается углекислый газ трёх марок: сварочный, пищевой и технический с содержанием двуокиси углерода не менее 99,5; 98,8; и 98,5% соответственно.
Содержание водяных паров в сварочном углекислом газе при температуре +20°С, и давлении 760 мм ртутного столба, не должно быть более 0,184 г/м³. Для сварки может использоваться и пищевой углекислый газ, но обязательно с предварительной осушкой.
В стандартный 40-литровый баллон вмещается 25 кг жидкой углекислоты, которая занимает не полный объём баллона. Давление газообразной углекислоты в баллоне, примерно 60 — 70 кг/см².
Баллон окрашивают в чёрный цвет и имеют жёлтую надпись СО2 сварочный (или углекислота).
Сварочный полуавтомат. Слово полуавтомат означает, что проволока подаётся с помощью подающего механизма (см.
фото) и сварочный зазор регулируется автоматически, а продольно перемещать проволоку необходимо вручную. При покупке, с полуавтоматами так же как и с другими типами сварочных аппаратов — чем лучше качество, тем дороже.
Опять же, не советую брать азиата, желательно приобрести аппарат Европейский или Российский.
Постарайтесь найти аппарат с двумя трансформаторами (мне изготовили такой на заказ, см. фото). Один трансформатор рабочий (квадратный), а другой сглаживающий ( мощный круглый тероид), который позволяет выпрямить ток (помимо диодного моста) и полностью сгладить синусоиду выпрямленного тока.
Это позволяет сделать шов менее пористым и более прочным и качественным. Этим аппаратом я свариваю металл от фольги и миллиметрового листа (например, баки см. здесь) до 25 мм плиты.
Если необходимо сварить такой толстый металл, то я варю его в несколько проходов, предварительно нагрев металл газовым резаком.
Так же, в продаже есть более лёгкие инверторные сварочные аппараты и у них тоже есть функция полного сглаживания тока, но они дороже трансформаторных аппаратов.
Редуктор для углекислотного баллона можно использовать углекислотный и кислородный, но я ещё установил и ротаметр (расходомер), можно варить и без него, но он позволяет более точно настроить количество газа для сварки очень тонкого металла.
При сварке пищевой углекислотой советую установить перед редуктором специальный осушитель, а если его нет, то советую использовать только сварочную углекислоту, особенно при сварке тонколистового металла.
Подробнее о выборе сварочного полуавтомата я написал вот в этой статье.
Напоследок советую посмотреть полезный видеоролик чуть ниже, в котором я показываю и рассказываю, как изготовить простое, но очень полезное приспособление для сварки листового металла, которое позволит даже новичкам идеально сварить два стальных листа (или вварить какой то фрагмент) которые будут выставлены идеально ровно, относительно друг друга и с одинаковым зазором, по всей длине кромок. И в итоге, после сварки и шлифовки сварных швов, можно будет обойтись без шпаклёвки, или с минимальным её количеством.
А эту статью заканчиваю и надеюсь, что она будет полезна сварщикам новичкам и поможет определиться с выбором способа сварки и с выбором соответствующего сварочного аппарата, успехов всем.
Источник: http://suvorov-castom.ru/svarka-metalla-i-sposoby-svarki/
Способы газовой сварки

В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку перемещают впереди пламени.
Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны.
При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом газовой сварки называется такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания.
Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе.
Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.
а — левый, б — правый
Рисунок 1 — Способы газовой сварки
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более. 5 мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм3/ч, а при левом — 100-130 дм3/ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого металла, мм.
Газовая сварка пламенем повышенной мощности
При этом способе газовой сварки горелка берется мощностью в два раза большей, чем при обычном способе сварки, и устанавливается пламя с избытком ацетилена на 7-10%. Кромки металла нагреваются только до начала оплавления. Газовая сварка стали производится следующим образом.
Кромки нагреваются науглероживающим пламенем, вследствие чего верхний слой их обогащается углеродом и температура плавления металла понижается. При температуре 1200°С кромки начинают оплавляться (потеть). В это время в сварочный шов вводят присадочную проволоку, нагретую до плавления.
Расплавленный металл проволоки растворяет науглероженный верхний слой основного металла и прочно соединяется с ним. Глубокое расплавление кромок производить нельзя, так как получится высокоуглеродистый хрупкий слой.
Диаметр проволоки берут больший, чем при обычной сварке. Скос кромок 60-70°С. Газовая сварка производится правым способом. Этот способ обеспечивает большую скорость сварки, но требует высокой квалификации сварщика.
Источник: http://weldering.com/sposoby-gazovoy-svarki-0
Сварка как процесс. Виды сварки

Как происходит сварка.
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии.
В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение.
Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
* ручную дуговую сварку * полуавтоматическую дуговую сварку
* автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва.
Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.
) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
* электрическая дуга, питаемая постоянным током прямой полярности (минус на электроде)
* электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
* электрическая дуга, питаемая переменным током
По типу дуги различают
* дугу прямого действия (зависимую дугу)
* дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают:
* способы сварки плавящимся электродом
* способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами.
Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов.
Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой.
При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
* открытую * закрытую
* полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры.
Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.
Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима.
Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
* дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием) * дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом) * дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами) * дуговая сварка с газовой защитой (в среде защитных газов)
* дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Газопламенная сварка
Источником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, МАФ, бензин, бензол, керосин и их смеси.
Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным, это регулируется количеством кислорода.
* В последние годы в качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С).
МАФ гораздо безопаснее ацетилена, в 2-3 раза дешевле, и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2927 °C) и высокому тепловыделению (20800 Ккал/м³) газовая резка с использованием МАФ гораздо эффективнее других газов в том числе и ацетилена.
* Огромный интерес представляет применение для газовой сварки использование дициана ввиду весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению использования дициана для сварки и резки является его повышенная токсичность.
С другой стороны эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан имеет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки.
Пламя дициана с кислородом истекающее из сварочной горелки имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течет», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
* Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограниченное и продукт дорогой, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех ее областях применения.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
Источник: http://xn--80aaag5b7acdc.xn--p1ai/content/svarka-kak-protsess-vidy-svarki
Способы дуговой сварки

Электрическая дуговая сварка является одним из способов получения неразъемного соединения двух или нескольких металлических частей путем местного их нагрева теплом дуговых разрядов до температуры плавления.
В зависимости от материала электрода все многочисленные способы электрической дуговой сварки можно разделить на две группы: группу способов сварки плавящимся металлическим электродом и группу способов сварки неплавящимся (угольным, вольфрамовым) электродом.
Наиболее распространенным является способ сварки металлическим электродом. Он применяется для сварки всех марок сталей и чугунов, а также цветных металлов и сплавов. Сварка этим способом возможна при любом пространственном положении шва на постоянном и переменном токе. Металлический электрод служит во время сварки не только для поддержания горения дуги, но и для образования шва.
Дуговая сварка металлическим электродом может выполняться вручную, автоматически и полуавтоматически. Широкое применение имеет автоматическая и полуавтоматическая сварка иод слоем флюса.
При этих способах зона горения дуги засыпается флюсом, предохраняющим металл от окисления, азотирования, разбрызгивания.
В качестве металлического электрода используется сварочная проволока, автоматически подающаяся в зону сварки из мотка.
При сварке угольным электродом сварной шов образуется из расплавленного металла свариваемых элементов и подаваемого в дугу присадочного прутка. Угольный электрод служит только для поддержания горения дуги. Этот способ применяется в некоторых случаях для сварки тонкостенных изделий с отбортованными соединениями, а также для горячей сварки чугуна, цветных металлов и наплавки твердых сплавов.
В последние годы широкое распространение получают способы дуговой сварки в среде защитных газов. К этим способам относится аргоно-дуговая сварка, сварка в среде углекислого газа и атомно-водородная сварка.
При аргоно-дуговой сварке металл защищается от воздействия кислорода и азота воздуха с помощью инертного газа аргона, подающегося в зону горения дуги через специальное сопло. Сварка может выполняться плавящимся электродом (с использованием сварочной проволоки) и неплавящимся вольфрамовым электродом.
Во втором случае в зависимости от вида сварного соединения сварка ведется без применения или с применением присадочного металла. Аргоно-дуговая сварка применяется, главным образом, при изготовлении тонкостенных конструкций из специальных сталей и цветных металлов и сплавов.
Питание дуги осуществляется переменным или постоянным током от обычного сварочного оборудования.
В последние годы все более широкое применение получает полуавтоматическая и автоматическая сварка плавящимся металлическим электродом в среде углекислого газа, который значительно дешевле аргона. Применение его вместо флюса облегчает наблюдение за процессом сварки и обеспечивает относительно высокую производительность процесса, часто не уступающую производительности сварки под флюсом.
Однако из-за повышенной окислительной способности углекислый газ не может использоваться при сварке большинства цветных металлов и сплавов. Сварка в среде углекислого газа применяется преимущественно при производстве конструкций из углеродистых, низколегированных и нержавеющих сталей. Питание дуги при этом способе осуществляется, как правило, на постоянном токе обратной полярности.
В некоторых случаях при сварке меди вместо аргона применяется азот (азотно-дуговая сварка). А полуавтоматическую сварку иногда проводят в среде водяного пара вместо углекислого газа.
Помимо перечисленных способов, для сварки цветного металла и специальных сталей иногда применяют атомно-водородную сварку. При этом способе дуга горит между двумя вольфрамовыми электродами в атмосфере водорода или азотно-водородной смеси, получаемой разложением аммиака.
По технике осуществления и по характеру металлургических процессов, происходящих при сварке, близким к электрической дуговой сварке под флюсом является способ электрошлаковой сварки.
Однако при электрошлаковой сварке расплавление свариваемых кромок и электродного металла происходит не за счет тепла дуги, как при дуговой сварке, а за счет тепла, выделяющегася при прохождении электрического тока через расплавленный шлак.
Этот способ отличается высокой производительностью, малым расходом электроэнергии и флюса, возможностью сварки за один проход элементов большой толщины (до 1—2 м). Электрошлаковая сварка осуществляется с помощью специальных автоматических установок.
Электрическая дуговая сварка является основным, наиболее широко применяющимся способом сварки. К настоящему времени сварные конструкции почти полностью вытеснили клепаные и часто заменяют литые изделия.
Применение дуговой сварки взамен клепки дает экономию металла до 20% и взамен литья — до 50% экономию времени на изготовление конструкции; снижение себестоимости конструкции и повышение работоспособности некоторых конструкций (например, химических аппаратов, паровых котлов и др.).
Указанные преимущества обусловили широкое применение сварки во многих отраслях промышленности, например, в тяжелом, транспортном, химическом и энергетическом машиностроении, котлостроении, автостроении, самолетостроении, судостроении, промышленном строительстве и ряде других отраслей.
Источник: http://www.prosvarky.ru/welding/arcwelding/1.html