Сварочные горелки – как работают приспособления разных моделей? + видео

Сварочные горелки применяются, чаще всего, для оплавления металла, чтобы надежно соединить отдельные детали между собой, и предназначены они для получения пламени. Постараемся досконально рассмотреть разновидности этих приборов и освоить их работу.
Сварочные горелки для газовой сварки
Существует масса сварочных агрегатов, поэтому и классификация сварочных горелок также не ограничивается парой вариантов. Газовая сварка предназначена для плавления металлов в зоне соединения почти до текучего состояния.
При обработке материала в качестве источника пламени используется газ, а это, чаще всего, природный, нефтяной газ или пары керосина.
Данный вид сварки используют для того, чтобы расплавить тонкие листы стали, чугуна, сварить алюминиевые элементы, а также для устранения дефектов литья.
Газовые горелки имеют, конечно же, плюсы и минусы. К плюсам можно отнести простоту использования и отсутствие подключения к электроэнергии.
В качестве минусов выступают: весьма сложная механизация, маленькая концентрация тепла и дороговизна самого вида сварки (в сравнении с электрической).
Процесс работы, который осуществляют сварочные газовые горелки, можно разделить на три этапа: подготовка, смешение, горение.
Во время первого этапа осуществляется настройка горелки, определяется оптимальная скорость, направление и мощность. После этого наступает второй этап – смешение топлива и кислорода, в результате которого образуется смесь.
Это приводит к тому, что кислород через специальные трубки засасывается внутрь и смешивается с газом, и уже на третьем этапе образуется пламя. Образовавшаяся смесь воспламеняется с помощью приспособления на конце трубки.
Устройство сварочной горелки на газу весьма простое. Зажигание происходит за пару секунд, а сама она работает безотказно. В наши дни газ стал самым популярным продуктом, и аппараты, работающие на нем, также пользуются большим спросом.
Используется газовая горелка, чаще всего, в промышленной отрасли. За счет того, что она очень легкая и мощная, она способна работать даже в ветреную погоду.
Поэтому эти модели подходят для всех ремонтных работ и способны нагревать поверхность до четырехсот градусов по Цельсию.
Газовой горелке нельзя давать работать в режиме перегрева очень долго (не более 30 секунд), после чего надо выключить ее и перевернуть баллон, так как внизу баллона находится пропан, он создает основное давление.
Туристические газовые горелки – это основной элемент гаражей, дач, палаток.
За счет того, что кислород, попадая в нее и смешиваясь с газом, образует горючую смесь, которая по специальной трубке переносится к основанию, и образуется порция пламени – факел.
Газовые горелки для сварки – работа и ремонт
При работе с газовыми горелками в целях безопасности стоит пользоваться защитными очками.
При ее зажигании нужно приоткрыть вентиль на 1/2-1/4 оборота, после продувки следует зажечь горючую смесь, а уже потом можно регулировать пламя.
Зажигать горелку рекомендуется спичкой или специальной зажигалкой, категорически запрещается поджигать ее от разных горящих предметов. Тушение горелки производится перекрытием вентиля газа. При утечке же газа следует немедленно прекратить работу.
По окончанию сварочных работ сварщик должен обязательно закрыть вентиль подачи газа, снять редукторы с баллонов и убрать их в специальное отведенное место, а вентиль закрыть специальным колпаком.
Если горелка не запускается, то возможной причиной может быть низкое напряжение или вовсе его отсутствие, в таких случаях нужно проверить напряжение специальным прибором. Также бывает, что двигатель подачи проволоки в горелке запускается, но после продувки загорается красная лампа.
Возможной причиной в таком случае может быть неисправность двигателя или изоляции.
В такой ситуации нужно или заменить двигатель, или попытаться его очистить. Если после возникновения пламени в горелке сигнализирует аварийная лампа, то следует проверить положение электрода, по возможности его откорректировать. Часто случается такое, что после продувки горелки возникает пламя, после чего гаснет и опять возникает, возможная причина неполадки – низкое давление газа.
Горелка для аргонодуговой сварки – какова роль газа в работе?
Аргонная сварка – один из самых востребованных видов. Данную технологию чаще применяют к материалам из алюминия, но также она вполне подходит для чугуна, титана, меди, серебра.
Во время работы с таким оборудованием шов получается почти невидимым, что играет важную роль не только для внешнего вида, но и для прочности изделия.
Плюсами аргонной сварки являются хорошее качество и долговечность использования полученного изделия, экономия денег, усилий и нервов. Существенных минусов у данной технологии не замечено.
Аргонная сварка производится с помощью вольфрамового электрода под защитой газа аргона, отсюда и ее название.
Принцип работы, который имеет горелка для аргонодуговой сварки, заключается в том, что электрический разряд используется в качестве энергетического источника, а для защиты шва от попадания кислорода задействован специальный газ, масса которого превышает массу кислорода, благодаря этому он и вытесняет кислород из сварочной области. Вольфрамовый провод используется, как электрод.
Горелки для полуавтоматической сварки – особенности работы
Полуавтоматическая сварка отличается от ручной тем, что в процессе работы можно осуществлять охлаждение горелки для полуавтоматической сварки. С помощью данного вида работ обеспечивается стыковка всех труднодоступных мест.
В плюсы данного подхода можно записать, несомненно, хорошее качество, минимум прилагаемых усилий, снижение отходов, высокую скорость образования вполне крепкого шва.
Минусы полуавтоматической сварки небольшие, они касаются, в основном, высокой цены, сложности системы, громоздкости оборудования.
Принцип такой сварки заключается в нескольких этапах. Во-первых, надо зачистить место сварки от ржавчины, это лучше всего осуществлять с помощью металлической щетки. После чего производится обезжиривание поверхности.
Затем уже запускается горелка сварочная для полуавтомата, и начинается работа. Скорость сварки устанавливает сварщик, который и следит за процессом, выбор темпа зависит от типа металла и его толщины.
Техника безопасности тут не отличается от остальных случаев работы с пламенем.
Автоматическая сварка – кто контролирует качество?
При автоматической сварке осуществляют процесс и контролируют качество соединения специальные аппараты, ведь сварка производится один раз, и дефекты очень хорошо видны, поэтому важно предупреждение их образования.
Несомненным плюсом данного вида сварки является то, что он исключает присутствие сварщика во время процесса. Помимо этого, плюсами являются хорошее качество шва и минимум усилий.
Единственный минус – большие начальные инвестиции.
Главной особенностью автоматического способа является то, что дуга горит под плотным слоем флюса. Жидкий флюс образует вокруг дуги пузырь, заполненный химическими газами, которые выделяются в процессе горения.
Применение флюса обязательно для сварки, он улучшает качество шва.
При работе, когда основной металл расплавляется, дуга отбрасывает его назад, тем самым образуя углубление, которое потом заполняется новым слоем расплавленного металла.
Источник: https://remoskop.ru/svarochnye-gazovye-gorelki-argonodugovoj-svarki.html
Типы сварочных горелок Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования «Профессиональное училище. — презентация

1 Типы сварочных горелок Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования «Профессиональное училище 46»<\p>
2 С помощью горелки выполняют сварку, пайку, закалку и другие газопламенные работы. Горелка обеспечивает смешение кислорода и горючего в требуемых соотношениях, позволяет регулировать состав горючей смеси и подает ее для образования сварочного пламени Горелки классифицируются по следующим признакам: — а)по способу подачи горючего в смесительную камеру на инжекторные и безынжекторные — б)по роду горючего для ацетилена, газов заменителей ацетилена и жидких горючих — в) по мощности пламени (расходу ацетилена, дм 3 /ч) на четыре типа горелок Г1 микромощные 1060 дм 3 /ч Г2 малой мощности дм 3 /ч ГЗ средней мощности дм 3 /ч Г4 большой мощности дм 3 /ч<\p>
3 Качественное и безопасное выполнение газопламенных работ возможно лишь в том случае, если конструкция сварочной горелки будет соответствовать следующим требованиям: — обеспечивать возможность смешивания кислорода и горючих газов в требуемом соотношении, постоянного поддержания этого соотношения и получения устойчивого пламени без обратных ударов, скорость истечения газовой смеси должна быть больше скорости горения — позволять изменять мощность пламени в зависимости от толщины свариваемого металла; — обеспечивать возможность регулирования состава смеси в процессе работы — иметь минимальные размеры и массу — быть безопасной в работе и простой в техническом обслуживании<\p>
4 Инжекторные горелки Этот тип горелки наиболее часто применяется в промышленности. Для работы горелки инжекторного типа давление кислорода на входе в горелку в зависимости от требуемой мощности пламени, должно составлять 0,050,4 МПа (0,54,0 кгс/см 2 ) давление ацетилена может быть значительно меньше всего 0,0010,1 МПа (0,01 1,0 кгс/см 2 )<\p>
5 После того как будет открыт вентиль кислорода, кислород под рабочим давлением через ниппель, трубку, осевой канал инжектора с большой скоростью выйдет в смесительную камеру в результате в канале ацетилена создается разряжение. При открытом вентиле ацетилена горючий газ, поступающий в горелку под низким давлением, будет подсасываться (инжектироваться) струей кислорода из боковых каналов инжектора в смесительную камеру.<\p>
6 В смесительной камере газы перемешиваются, образуется горючая смесь, которая после поджига на выходе из мундштука образует сварочное пламя. Обратите внимание, инжекторные горелки позволяют работать от ацетиленовых генераторов низкого и среднего давления, обеспечивающих давление ацетилена от 0,001 МПа (0,01 кгс/см 2 ) и выше.<\p>
7 Безынжекторные горелки Этот тип горелок используется для сварки металла малой толщины (0,010,60 мм), а также в тех случаях, когда необходимо строгое постоянство заданного состава смеси (например, при сварке цветных металлов). Вы должны знать, что в безынжекторной горелке кислород и горючий газ подаются в горелку под одинаковым давлением, составляющим 0,010,1 МПа (0,1 1,0 кгс/см 2 ).<\p>
8 Принцип работы горелки следующий: кислород по резиновому рукаву через ниппель, регулировочный вентиль и специальные дозирующие каналы поступает в смеситель горелки. Аналогичным образом попадает в смеситель ацетилен в смесителе газы перемешиваются, горючая смесь по трубке наконечника проходит в мундштук, на выходе которого сгорает, образуя сварочное пламя в смесителе газы перемешиваются, горючая смесь по трубке наконечника проходит в мундштук, на выходе которого сгорает, образуя сварочное пламя Состав горючей смеси устанавливается при помощи регулировочных вентилей горелки<\p>
9 Вы должны знать, что для нормальной работы безынжекторной горелки необходимо подавать ацетилен из баллонов или использовать ацетиленовый генератор среднего давления (давление газа выше 0,05 МПа (0,5 кгс/см 2 ) Обратите внимание, ацетиленовый генератор низкого давления (давление газа до 0,1 кгс/см 2 ) не обеспечит устойчивую работу безынжекторной горелки, так как при таком же давлении кислорода скорость горения пламени будет больше скорости истечения газовой смеси, поэтому пламя будет гореть внутри наконечника. Это является недостатком безынжекторной горелки<\p>
10 Горелки для горючих заменителей ацетилена Вы должны знать, что конструкция горелок, предназначенных для работы на горючих заменителях ацетилена, отличается от ацетиленовых горелок. Вызвано это тем, что ацетиленокислородная смесь обеспечивает более высокую температуру пламени, чем другие горючие. Для газов заменителей ацетилена могут использоваться обычные горелки для ацетиленокислородной смеси, укомплектованные специальными инжекторами, смесительными камерами и мундштуками.<\p>
11 Вы также должны знать, что для газов заменителей ацетилена применяются горелки, укомплектованные специальным мундштуком с дополнительными соплами, которые подогревают горючую смесь до ее выхода из мундштука. Применяются горелки, которые работают на жидком горючем керосине или бензине. В таких горелках жидкое горючее распыляется струей кислорода, смесь подогревается, испаряется и подается в мундштук горелки, на выходе из которого сгорает.<\p>
12<\p>
13 Конструкция сварочных горелок<\p>
14 Обратите внимание! В связи с большим ассортиментом сварочных горелок, выпускаемых промышленностью, нецелесообразно рассматривать конструкции всех известных горелок. Освоить горелки различных марок, имеющих много общего в конструктивном оформлении, вы сможете, если внимательно изучите конструкцию и работу инжекторной горелки типа Г-3 средней мощности. К этому типу относятся все конструктивные исполнения горелок: ГЗ-02, ГЗ-05, ГЗ-06, а также горелки ГС-3, «Звезда», «Москва» и другие горелки, обеспечивающие расход ацетилена от 50 до 2800 дм/ч. К этому типу относятся все конструктивные исполнения горелок: ГЗ-02, ГЗ-05, ГЗ-06, а также горелки ГС-3, «Звезда», «Москва» и другие горелки, обеспечивающие расход ацетилена от 50 до 2800 дм/ч.<\p>
15 Сварочная горелка типа Г-3 Горелка типа Г-3 средней мощности инжекторного типа предназначена для ручной ацетиленокислородной сварки, пайки, наплавки, подогрева и других газопламенных работ.<\p>
16 Вам необходимо знать, что сварочная горелка состоит из двух основных частей: ствола и наконечника, присоединяемо- го к стволу при помощи накидной гайки. Наконечник<\p>
17<\p>
18 Работа горелки: после того как будет открыт вентиль кислорода, струя кислорода через ниппель, трубку, осевой канал инжектора с большой скоростью выходит в смесительную камеру и создает разряжение в ацетиленовых каналах после того как будет открыт вентиль кислорода, струя кислорода через ниппель, трубку, осевой канал инжектора с большой скоростью выходит в смесительную камеру и создает разряжение в ацетиленовых каналах<\p>
19 после включения вентиля ацетилена газ инжектируется в смесительную камеру, в которой образуется горючая смесь после включения вентиля ацетилена газ инжектируется в смесительную камеру, в которой образуется горючая смесь горючая смесь пройдет через наконечник и мундштук, и, если вы подожжете смесь на выходе из мундштука, образуется сварочное пламя горючая смесь пройдет через наконечник и мундштук, и, если вы подожжете смесь на выходе из мундштука, образуется сварочное пламя Боковые каналы инжектора<\p>
20 Регулировку состава смеси по внешнему виду пламени вы можете выполнить при помощи регулировочных вентилей горелки Газовые рукава диаметром 9 мм подсоединяются к горелке при помощи ниппелей и накидных гаек<\p>
21 Обратите внимание! На гайке для подсоединения ниппеля ацетиленового рукава нанесена метка-пропил на вершинах граней гайки это значит, что гайка имеет левую резьбу. Гайка для ниппеля кислородного рукава имеет правую резьбу Для закручивания гаек крепления ниппелей к горелке вам необходим гаечный ключ на 19<\p>
22 Примите к сведению: горелка «Звезда» по принципу действия, конструкции, техническим характеристикам относится к горелкам типа Г-3 инжекторные горелки малой мощности «Звездочка» и другие горелки типа Г-2 отличаются от горелок ГС-3, «Звезда» габаритными размерами и размерами присоединительных ниппелей и комплектуются наконечниками малых размеров 03.<\p>
23 Сварочная горелка ГС-1 Микромощная горелка ГС-1 по способу подачи горючего в смесительную камеру безынжекторная горелка<\p>
24 Работа горелки: кислород и горючий газ при открытых вентилях попадают в смеситель, затем горючая смесь проходит через наконечник, на выходе которого сгорает, образуя сварочное пламя.<\p>
25 Сварочные горелки для газов заменителей ацетилена Для газопламенных работ с использованием газов заменителей ацетилена (пропан- бутана, метана, природного газа) используются горелки с подогревом горючей смеси до ее выхода из мундштука В горелках с подогревом горючей смеси часть смеси выходит через дополнительные сопла, сгорает и подогревает мундштук и горючую смесь в нем до температуры °С соответственно, возрастает температура сварочного пламени Для пропан-бутана, метана и других газов заменителей ацетилена могут использоваться обычные ацетиленокислородные горелки, укомплектованные специальными инжекторами, смесительными камерами и мундштуками<\p>
26 Керосинокислородная горелка ГКР-67 Горелка ГКР-67 предназначена для подогрева, правки и пайки черных и цветных металлов и работает на керосине, раскаленном кислородом. Пост для работы на жидком горючем состоит из двух основных частей: — бачка для горючего БГ-68 — специальной горелки ГКР-67<\p>
27 Бачок БГ-68 жидкого горючего, предназначенный для подачи под давлением керосина или бензина в горелку, состоит из корпуса, горловины для заправки, штуцера для отбора горючего, запорного вентиля, манометра и воздушного насоса Вы должны знать, что: — в бачок можно заправлять не более 5,5 дм 3 горючего (3/4 емкости бачка) — рабочее давление не должно превышать 0,3 МПа (3,0 кгс/см 2 ) Перед включением горелки не- обходимо продуть ее кислородом, затем включить вентиль керосин, который попадет в центральный канал распылителя.<\p>
28 Кислород, выходя из боковых каналов распылителя, разбивает струю керосина и направляет ее во внутреннюю полость мундштука. В мундштуке керосин испаряется, образуется горючая смесь При эксплуатации горелок на жидком горючем вы должны следить, чтобы давление в бачке с горючим ни в коем случае не превышало давление кислорода, установленное на редукторе, так как при обратном ударе пламени это может привести к воспламенению кислородного шланга<\p>
29 Контрольные вопросы 1.Какой расход ацетилена обеспечивают горелки типа Г2? а)1060дм 3 /ч. б) дм 3 /ч. в) дм 3 /ч. 2.При каком условии будет устойчиво работать горелка инжекторного типа? а)Когда давление кислорода и горючего газа на входе в горелку одинаковое. б)Когда давление кислорода на входе в горелку меньше. в)Когда давление кислорода на входе в горелку больше.<\p>
30 3.Какое минимальное давление ацетилена на входе в горелку инжекторного типа необходимо для обеспечения устойчивого пламени? а)0,001 МПа (0,01 кгс/см 2 ). б)0,01 МПа (О,1 кгс/см 2 ). в)0,1 МПа (1,0 кгс/см 2 ). 4.При каком условии будет обеспечиваться устойчивая работа горелки безынжекторного типа? а)Когда давление кислорода и горючего газа на входе в горелку одинаковое. б)Когда давление кислорода на входе в горелку меньше. в)Когда давление кислорода на входе в горелку больше.<\p>
31 5.При работе инжекторной горелки: а)струя кислорода на выходе из центрального канала инжектора засасывает в смесительную камеру горючий газ, который находится в боковых каналах инжектора б)струя горючего газа на выходе из центрального канала инжектора засасывает в смесительную камеру кислород, который находится в боковых каналах инжектора в)кислород и горючий газ подаются в смесительную камеру под одинаковым давлением 6.Для какого диапазона толщин металлов целесообразно использовать горелку безынжекторного типа? а) 1020 мм. б)0,1 10 мм. в) 0,010,60 мм.<\p>
32 7.Каково назначение регулировочных вентилей горелки? а)Устанавливать рабочее давление кислорода и горючего газа в смесительной камере. б)Устанавливать состав горючей смеси. в)Регулировать давление в газовых магистралях кислорода и рабочего газа. 8.При каком минимальном давлении ацетилена может работать горелка безынжекторного типа? а) 0,01 МПа (0,1 кгс/см 2 ). б) 0,1 МПа (1,0 кгс/см 2 ). в) 0,5 МПа (5,0 кгс/см 2 ).<\p>
33 9. При каком условии газовая горелка, предназначенная для ацетилена, может работать с использованием газов заменителей ацетилена? а)Без замены каких- либо конструктивных элементов горелки. б)При установке специальных инжектора, мундштука, смесительной камеры. в)Не может работать. 10.Для какой из перечисленных толщин металла нецелесообразно использовать сварочную горелку типа Г-3? а)0,3 мм. б)0,8 мм. в)3,0 мм.<\p>
34 11.Какой диапазон давления кислорода в соответствии с техническими характеристиками рекомендуется для устойчивой работы горелки типа Г-3? а)3,0-10,0 МПа. б)2,0-8,0 МПа. в)0,1-0,4 МПа. 12.К какому из перечисленных элементов крепится инжектор в горелке типа Г-3? а)Ствол горелки. б)Кислородный вентиль. в)Наконечник горелки.<\p>
35 13.В каком элементе горелки типа Г-3 образуется горю- чая смесь? а)Инжектор горелки. б)Смесительная камера. в)Мундштук горелки. 14.С каким внутренним диаметром необходим резиновый рукав для подключения горелки типа Г-3? а)8,0 мм. б)9,0 мм. в)12,0 мм.<\p>
36 15.Какой гаечный рожковый ключ необходим для затягивания накидных гаек крепления ниппелей для подсоединения газовых рукавов к горелке типа Г-3? а) х17. б)х19. в) х Какая из перечисленных горелок относится к горелкам безынжекторного типа? а)ГС-3. б)ГС-2. в) ГС-1.<\p>
37 17.Какую максимальную часть объема в соответствии с правилами эксплуатации можно заправлять жидким горючим в бачке БГ-68? а)Заполнять весь объем бачка. б)Заполнять 1 /2 объема. в)Заполнять 3/4 объема. 18.Какое максимальное рабочее давление допустимо в бачке с жидким горючим? а)3,0 кгс/см 2. б)5,0 кгс/см 2. в)6,0 кгс/см 2.<\p>
Источник: http://www.myshared.ru/slide/654730
Особенности сварочных горелок

Газовые горелки для сварки широко применяются во многих областях производства, промышленности и строительства, причём это и не удивительно поскольку такой способ сварки является одним из самых распространённых.
Для осуществления соединение металлических деталей методом сваривания существует некоторое количество способов. Из распространенных можно выделить дуговую сварку, при которой применяется электрод, и газовая, которая работает при помощи горелки.
У газовой сварки имеется ряд неоспоримых преимуществ, которые в некоторых условиях оказываются предпочтительней.
Работа с газом требует специализированного оборудования.
В перечень оборудования входят: газовая горелка, редуктор, полуавтомат или сварочный аппарат, который предназначен для проведения сварочных операций, а также определенные специальные приспособления и расходные материалы.
Цены сварочных полуавтоматов существенно различаются в зависимости от мощности, разнообразия функций, от производителя и страны изготовления. Это применимо и к другим приспособлениям, таким образом полный комплект обходится в достаточно солидную сумму.
Газовые горелки, которые применяются при осуществлении сварочных работ, делятся по некоторым критериям.
Различаются они составом горючей смеси, используемой для получения пламени, при этом выделяют пропановые и ацетиленовые горелки.
В первом случае в качестве топлива выступает смесь ацетилена с кислородом, во втором в роли горючего выступает пропан.
Существуют и универсальные горелки, работающие и с одной и с другой газовой смесью. Их цена соответственно выше, чем стоимость обычного прибора. Если сварщику требуется часто менять вид топлива, то универсальное устройство окажется наилучшим выходом из положения. Горелки также различаются по количеству мундштуков.
Съёмные мундштуки дают возможность получать пламя различной направленности и интенсивности, так что прибор становится многофункциональнее. Кроме этого, в зависимости от типа работ, горелки бывают сварочными, кровельными и т.д.
Данное устройство предназначено для обеспечения равномерного горения пламени в зоне сварки. При помощи открытого огня сварщик расплавляет края соединяемых деталей, а после сцепляет их.
Металл сливается, в результате получается единое целое. Этот способ наиболее надёжен, поэтому и широко применяется в промышленности и в строительстве.
Газовая горелка позволяет сделать ровный и прочный шов, и, как следствие, обеспечить целостность готовой конструкции.
Источник: http://www.mnogo-volt.com/articles/svarochnye-apparaty/osobennosti-svarochnyih-gorelok.html
Как выбрать сварочную горелку?

Во время изготовления любых сварных конструкций правильно подобранная сварочная горелка – это важный элемент успеха всего рабочего процесса.
Делая выбор, стоит учитывать ряд факторов, которые включают в себя суммарные расходы на эксплуатацию аппаратуры и специфику работ.
В первую очередь к ним относят: цену самой горелки, ее надежность (качество материалов, продолжительность службы) и стоимость расходных материалов.
Оборудование подбирается под себя, чтобы оно было удобным и простым в обслуживании. Остановив свой выбор на конкретной сварочной горелке, вспоминайте все недостатки или преимущества предыдущего оборудования. Поэтому экономьте свои деньги и время, заранее подготовившись к покупке горелки.
Этап 1. Оценка основных параметров
Чтобы купить стоящую сварочную горелку в первую очередь нужно ответить на несколько вопросов:
- Для каких материалов она приобреталась (учитывая толщину, вид и состав металла)?
- Сложность работ, условий и требуемое качество сварного шва?
- На какой период времени покупается продукт (проектная работа или на постоянной основе)?
Далее стоит перейти к техническим параметрам. Первым делом нас интересуют характеристики силы тока, мощность аппаратуры. Зная металл, его толщину выбор будет сделать относительно легко.
Если же существует неопределенность с видом свариваемых материалов, стоит выбрать не самую мощную горелку, а инструмент с наиболее часто применяемыми параметрами, учитывая мощность самого источника питания.
Мощная горелка имеет больший вес, а это значит, что на каждую операцию (вне зависимости от сложности работ) придется тратить много усилий, ворочать тяжелое и габаритное оборудование.
Для оптимального рабочего процесса такие «издержки» весьма нежелательны.
То есть, если для сварки металлической конструкции нужно 350 А, то применение в таких ситуациях оборудования мощностью в 500 А не является объективным.
Этап 2. Сварочная горелка и ее рабочий цикл
Еще один важный параметр – 10 минутный рабочий цикл горелки (продолжительность включения — ПВ). Он определяется силой тока. Применяемый показатель для рабочего цикла полуавтоматов, согласно рекомендаций, составляет около 60%. Для роботизированной сварки, например, промышленные роботы Kuka, он составляет 100%.
При автоматической сварке немаловажным является тип охлаждения горелки. Жидкостное охлаждение дает более эффективное охлаждение горелки, кроме того это меньший вес. Но, к сожалению, горелки такого типа до 1,5 раз дороже чем их аналоги с воздушным охлаждением и таким же рабочим циклом.
Обратимся к защитному газу. В случае использования углекислоты в качестве защитного газа, ПВ будет самым высоким.
Более широко применяются двух- и трехкомпонентные смеси аргона (82-98 %) с углекислотой (2-18%) и иногда, кислородом (1-2 %).
В этом случае продолжительность включения горелки ниже на 10% в сравнении с использованием углекислоты. Также возможна импульсная сварка (возможна только в смесях), где ПВ падает на 20 % в сравнении со смесями.
Этап 3. Выбираем расходники, проводим анализ
Тут все довольно просто. Нам нужны относительно недорогие, но качественные расходники, ведь во время сварки они больше всех остальных элементов подпадают под влияние высоких температур и подвержены механическому износу.
Кроме того, на них могут налипать сварочные брызги (если не использовать спрей против сварочных брызг или в случае использования неверных параметров режима сварки).
От всех этих факторов зависит срок службы расходных деталей, чем он дольше – тем лучше.
Поэтому сварочная горелка и длительность ее продуктивной работы сильно зависят от них.
Обратите внимание на токоподводящий наконечник и, в первую очередь, на сопло. Их вес имеет значение. Сопла с более высоким весом и защитным покрытием служат дольше. Для примера можно взять продукцию EWM HighTec Welding или ABICOR BINZEL.
Токопроводящие наконечники пропускают сквозь себя электродную проволоку, из-за чего они быстро изнашиваются и их приходится заменять. В противоположном случае происходит нарушение электрического контакта, влияющего на стабильность сварочной дуги.
Материал наконечника, его форма
Обратимся к материалам, из которых производятся контактные наконечники в силу зависимости от этого фактора срока их службы.
Материалы, которые более легко поддаются влиянию температуры, со временем расширяются, а при прохождении проволоки могут изменить свою форму.
Такие опусы способствуют не только перепадам подаваемого тока, непредвиденным отключениям, но и приводят к некачественным сварным швам.
Учитывайте технические параметры расходников. Для сварки высокими токами лучше всего использовать наконечники с большим объемом тела. Они больше по весу и размерам.
В зависимости от характера производственных задач подбирается форма сопла. Для работы в труднодоступных местах лучше всего подойдут удлиненные сопла. Они более узкие, а значит будут обеспечивать доступ к корню шва при большой толщине заготовки.
Этап 4. Горелка для себя. Личные предпочтения
Подберите инструмент и тип расходников для себя. Кому-то легче пользоваться соплами, которые одевается с натягом на горелку, а кому-то проще расходники с накруткой по резьбе.
Удобство при работе, то бишь – эргономика, должна учитываться не только сварщиками, но и их руководством. От этого зависит эффективность рабочего процесса. Так, более удобный, легкий инструмент в руках опытного сварщика творят чудеса. Работник меньше устает, имеет возможность лучше владеть инструментом, при этом также повышается коэффициент полезного действия.
Этап 5. Принимаем во внимание частоту обслуживания
Сварочная горелка время от времени требует технического обслуживания. Удары, сварочные брызги, высокие температуры, тяжелые условия работы — это далеко не полный набор факторов, влияющих на то, как часто придется менять повреждённые детали.
В конечном итоге частота технического обслуживания весьма влияет на стоимость эксплуатации и количество потраченного рабочего времени. Продукты с более простой конструкцией требуют меньше усилий, они не так сложны.
Иногда более простой продукт будет лучше противостоять высокой температуре и падениям чем более сложный.
Делая выбор в пользу той или иной горелки учитывайте наличие комплектующих для нее, совместимость! Лучше всего для таких целей иметь одного надежного и проверенного поставщика, который без перебоев при надобности будет поставлять совместимые расходники. Кроме того — это полноценный доступ к технической информации с возможностью получить квалифицированные консультации, приобрести другие сопутствующие и совместимые продукты.
Вывод простой: хорошая сварочная горелка – это одна из основ успеха и полноценного, правильно построенного рабочего процесса на предприятии.
Источник: https://blog.svarcom.net/news/svarochnaya-gorelka-kak-vybrat.html
Тест на тему: Типы сварочных горелок. Принцип работы горелок

бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Типы сварочных горелок. Принцип работы горелок
МДК 02.02. Технология газовой сварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Типы сварочных горелок. Принцип работы горелок.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
1. Какой расход ацетилена обеспечивают горелки типа Г2?
а) 10-6Одм3/ч.
б) 25 -430 дм3/ч.
в) 50-2800 дм3/ч.
2. При каком условии будет устойчиво работать горелка инжекторного типа?
а) Когда давление кислорода и горючего газа на входе в
горелку одинаковое.
б) Когда давление кислорода на входе в горелку меньше.
в) Когда давление кислорода на входе в горелку больше.
3. Какое минимальное давление ацетилена на входе в горелку инжекторного типа необходимо для обеспечения устойчивого пламени?
а) 0,001 МПа (0,01 кгс/см2).
б) 0,01 МПа (0,1 кгс/см2).
в) 0,1 МПа (1,0 кгс/см2).
4. При каком условии будет обеспечиваться устойчивая работа горелки безынжекторного типа?
а) Когда давление кислорода и горючего газа на входе в
горелку одинаковое.
б) Когда давление кислорода на входе в горелку меньше.
в) Когда давление кислорода на входе в горелку больше.
- При работе инжекторной горелки:
а) струя кислорода на выходе из центрального канала инжектора засасывает в смесительную камеру горючий газ, который находится в боковых каналах инжектора;
б) струя горючего газа на выходе из центрального канала инжектора засасывает в смесительную камеру кислород, который находится в боковых каналах инжектора;
в) кислород и горючий газ подаются в смесительную камеру под одинаковым давлением.
- Для какого диапазона толщин металлов целесообразно использовать горелку безынжекторного типа?
а) 10—20 мм.
б) 0,1 — 10 мм.
в) 0,01—0,60 мм.
- Каково назначение регулировочных вентилей горелки?
а) Устанавливать рабочее давление кислорода и горючего газа в смесительной камере.
б) Устанавливать состав горючей смеси.
в) Регулировать давление в газовых магистралях кислорода и рабочего газа.
- При каком минимальном давлении ацетилена может работать горелка безынжекторного типа?
а) 0,01 МПа (0,1 кгс/см2).
б) 0,1 МПа (1,0 кгс/см22).
в) 0,5 МПа (5,0 кгс/см).
- При каком условии газовая горелка, предназначенная для ацетилена, может работать с использованием газов — заменителей ацетилена?
а) Без замены каких-либо конструктивных элементов горелки.
б) При установке специальных инжектора, мундштука, смесительной камеры.
в) Не может работать.
10. Какой расход кислорода обеспечивают горелки типа Г3?
а) 6-65дм3/ч.
б) 28 -440 дм3/ч.
в) 55-3100 дм3/ч.
Эталон ответа:
| вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ответ | б | в | а | а | а | в | б | а | б | в |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список литературы
- Лаврешин С.А. Производственное обучение газосварщиков : учеб. пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010.
- Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
- А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г.
- Маслов В.И. Сварочные работы. Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009.
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006.
Источник: https://nsportal.ru/npo-spo/obrazovanie-i-pedagogika/library/2016/03/12/tipy-svarochnyh-gorelok-printsip-raboty-gorelok
Сварочные горелки

Современные технологии включат в себя целый комплекс работ, и одним из основных является процесс газосварки. Он предназначен для качественного и глубокого разогрева металлопроката и сваривания различных элементов. Для осуществления этого процесса необходим специальный инструмент – сварочная горелка.
Требования, предъявляемые к сварочным горелкам
Сварочная горелка фото
Для осуществления безопасных и качественных работ сварочная горелка должна соответствовать следующим требованиям:
1. Обеспечивать устойчивое пламя необходимой формы
2.
Плавная регулировка, обеспечивающая формирование требуемого пламени
3. Поддержка при любых условиях выбранного режима пламени
4. Устойчивость к механическим воздействиям
5. Безопасная эксплуатация
6.
Компактные габариты и небольшой вес
Все материалы, применяемые для изготовления сварочной горелки должны отвечать требованиям качества, соответствовать необходимому уровню прочности, сохранять свои свойства под воздействием высоких температур.
Большинство производителей применяют для производства горелок латунь, а для мундштука медь. Для существенного снижения веса инструмента в некоторых моделях в качестве материала применяется сплав алюминия.
В зависимости от мощности горелки с её помощью можно сварить металл, толщина которого составляет от 0,2 до 30 мм..
Разновидности горелок
Сварочная горелка фото2
Все виды горелок можно разделить на две группы, которые различают по виду подачи смеси газа и кислорода:
1. Инжекторные
2.
Безинжекторные Их принципиальное отличие в наличии или отсутствии инжектора. Этот элемент подкачивает горючий газ. Первый вариант работает на газе низкого давления.
Если подача газа подается от источника высокого давления, например баллон, то применение горелки с инжектором не требуется.
Правила безопасности
Сварочная горелка фото3
Работа с горелкой сопряжена с определенными рисками, для исключения возникновения опасных ситуаций необходимо соблюдать определенные требования безопасности:
1. Категорически запрещено работать горелками с любыми неисправностями. Любой дефект может привести к пожару, взрыву и травме газосварщика
2.
Исправный газосварочный инструмент дает полноценное, постоянное пламя, позволяющее выполнять качественную сварку
3. Перед началом работы приоткрывают кислородный кран, при этом создается разряжение в ацетиленовых каналах. После этого открывается вентиль ацетилена и можно зажигать горелку
4.
Величину и силу пламени можно регулировать с помощью ацетиленового вентиля, при этом кислородный кран должен быть полностью открыт
5. Если в процессе работы возникают хлопки пламени, необходимо незамедлительно закрыть ацетиленовый кран горелки, после чего вентиль, через который поступает кислород
6.
Причин возникновения подобных хлопков может быть несколько: перегрев инструмента, засор горелки, горючая смесь поступает медленнее, чем сгорает.
Источник: http://smogem-sami.ru/instrumenty-oborudovanie/svarochnyie-gorelki.html
Подбор горелки TIG

Уважаемые покупатели, в этой статье мы хотим вам рассказать про горелки для аргонодуговой сварки (тип TIG). Если у вас уже есть сварочный аппарат для аргонодуговой сварки и вы хотите выбрать к нему TIG горелку, вам нужно обратить внимание на некоторые параметры.
Горелки делятся на два основных типа, с воздушным и водяным охлаждением.
Воздушное охлаждение – это когда кабель (по которому идет сварочный ток) внутри горелки охлаждается исключительно за счет воздуха. То есть никаких специальных устройств подключать к горелке не требуется. Она охлаждается сама по себе.
Водяное охлаждение происходит за счет воды, которая циркулирует в горелке. Для этого процесса необходим блок водяного охлаждения. Подробней про куллеры (блоки водяного охлаждения) можно прочитать в этой статье.
Какую же горелку выбрать?
Производители сварочного оборудования и горелок дают следующие рекомендации:
- Если вы будете работать на малых токах – вам подойдет горелка с воздушным охлаждением. Если на больших токах – вам нужна горелка с водяным охлаждением.
- Если вы хотите сваривать толстые металлы – вам нужна горелка в водяным охлаждением, тонкие металлы – подойдет с воздушным охлаждением.
Все предельно просто, водяное охлаждение нужно для того, чтобы горелка не перегревалась и не сгорела. Каким бы ни был качественным сварочный кабель проходящий в горелке он все равно греется и воздух из окружающей среды не сможет его охладить, только холодная вода циркулирующая вдоль сварочного кабеля способна не допустить его перегрев.
Важно! Если у вас горелка с водяным охлаждением и вы хотите работать не на полную мощность, а дать порядка 20 — 40 Ампер – все равно нужно подключать блок водяного охлаждения!
В нашем интернет-магазине продаются горелки фирмы Innotec изготовленные по заказу группы компаний Сварог.
Несколько слов про латинские буквы в названии горелок.
- TS – это международное обозначение горелок для аргонодуговой сварки TIG.
- Буква F – первая буква английского слова Flexible (пер. на русский язык – Гибкий). Горелка имеющая букву F может гнуться в разных направлениях. Очень удобно при сварке в труднодоступных и неудобных местах.
- Буква V — первая буква английского слова Valve (пер. на русский язык – Клапан, Вентиль). Горелки с буквой V подходят для аппаратов ручной дуговой сварки с функцией TIG сварки. Соединение происходит с помощью переходника.
Какой разъем у ваших горелок?
Этот вопрос мы часто слышим от наших покупателей, по этому подготовили небольшую статью с фотографиями про разъемы горелок.
Как правило, все производители выдерживают один стандарт, но если вы не уверены что наши горелки Innotec подойдут к вашему аппарату – сообщите нам модель вашего сварочника и мы постараемся подобрать для вас переходники и клеммы ОКС.
Полная таблица горелок для арогодуговой сварки TIG
| Тип горелки | ПВ% | Ток DC | Ток AC | Электрод, мм. | Длина кабеля, м. | Масса, кг. | Охлаждение |
| TS 9 | 35 | 110 | 95 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 9 V | 35 | 110 | 95 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 9 F | 35 | 110 | 95 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 17 | 35 | 140 | 125 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 17 V | 35 | 140 | 125 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 17 F | 35 | 140 | 125 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 17 FV | 35 | 140 | 125 | 0.5 — 1.6 | 4 | 1.8 | Воздушное |
| TS 18 | 35 | 320 | 240 | 0.5 — 4.0 | 4 или 8 | 2.4 или 3 .9 | Водяное |
| TS 20 | 35 | 250 | 220 | 0.5 — 3.2 | 4 или 8 | 2.25 или 3.2 | Водяное |
| TS 25 | 35 | 250 | 220 | 0.5 — 3.2 | 4 или 8 | 2.25 или 3.5 | Водяное |
| TS 26 | 35 | 180 | 130 | 0.5 — 4.0 | 4 или 8 | 2.65 или 4.2 | Воздушное |
| TS 26 V | 35 | 180 | 130 | 0.5 — 4.0 | 4 или 8 | 2.65 или 4.2 | Воздушное |
| TS 26 F | 35 | 180 | 130 | 0.5 — 4.0 | 4 или 8 | 2.65 или 4.2 | Воздушное |
| TS 26 FV | 35 | 180 | 130 | 0.5 — 4.0 | 4 или 8 | 2.65 или 4.2 | Воздушное |
| Super TS 18 | 35 | 400 | 300 | 0.5 — 4.0 | 4 или 8 | 2.36 или 3.56 | Водяное |
| Super TS 20 | 35 | 320 | 250 | 0.5 — 3.2 | 4 или 8 | 2.0 или 3.85 | Водяное |
Навигация:
Про расходные части для горелок CUT доступным языком. →← Подбор горелки MIG
Источник: https://svarkamall.ru/stati/94-podbor-gorelki-tig.html
Сварочные горелки
 ПодробностиОпубликовано 27.05.2012 13:31Просмотров: 18493
ПодробностиОпубликовано 27.05.2012 13:31Просмотров: 18493
Сварочная горелка является основным инструментом сварщика. Она служит для смешения горючего с кислородом и получения сварочного пламени.
Сварочные горелки можно классифицировать по следующим признакам:
1) по способу подачи горючего газа в смесительную камеру — на наинжекторные и безынжекторные;
2) по размерам и весу — на нормальные и облегченные;
3) по числу огней пламени — на однопламенные и многопламенные;
4) по роду горючего — на ацетиленовые, водородные и др.;
5) по способу применения — на ручные и машинные. Основные требования, предъявляемые к горелкам, следующие:
получение устойчиво горящего пламени, возможность регулировки пламени по составу и мощности, безопасность в работе, удобство в обращении, простота конструкции.
Инжекторные горелки работают на ацетилене низкого и среднего давления. Подача ацетилена в смесительную камеру осуществляется за счет подсоса его струей кислорода, вытекающего с большой скоростью из отверстия инжектора. Этот процесс подсоса называется инжекцией, а горелки этого типа получили название инжекторных.
Схема инжекторной горелки. Кислород под давлением от 1,5 до 5ат поступает через ниппель и трубку в сопло инжектора 8.
Выходя из сопла с большой скоростью, кислород создает разрежение в ацетиленовых каналах, благодаря чему подаваемый через ниппель ацетилен засасывается и поступает в смесительную камеру, где образует вместе с кислородом горючую смесь.
Горючая смесь выходит через мундштук, поджигается и, сгорая, образует сварочное пламя. Подача газов в горелку регулируется с помощью кислородного 6 и ацетиленового вентилей, расположенных в корпусе.
Наконечник присоединяется к корпусу горелки накидной гайкой, при этом инжектор, ввинченный в наконечник, плотно прижимается своей торцовой частью к седлу в корпусе горелки. По этой схеме до 1956 г. изготавливались горелки типа СУ.
Горелка СУ (нормальная) отличается своей универсальностью. Она снабжена сменными наконечниками. Горелкой можно варить черные и цветные металлы толщиной до 30 мм и применять ее для резки с помощью замены наконечника для сварки наконечником для резки. К стволу горелки СУ могут присоединяться также наконечники специального типа: многопламенные, для подогрева и другие.
Горелка СМ (облегченная) может быть использована для сварки металла толщиной 0,5—7 мм. Устройство ее такое же, как горелки СУ. Горелка эта для резки не приспособлена.
Горелка СУ-44 сходна с горелкой СУ, но не имеет приспособления для присоединения наконечника вставного резака, а также отличается от горелки СУ способом уплотнения наконечника в рукоятке и некоторыми мелкими деталями.
С 2012 г. выпускаются универсальные горелки—ГС-53 (горелка сварочная, модель 2012 г.) и ГСМ-53 (горелка сварочная малая).
Горелка ГС-53 предназначена для сварки черных и цветных металлов толщиной от 0,5 до 30 мм, а также для пайки и нагрева. Горелка имеет семь сменных наконечников.
При сварке металлов толщиной свыше 6—8 мм наконечник горелки может нагреться настолько, что появятся обратные удары сварочного пламени. Это создает определенные неудобства в работе, так как приходится прекращать сварку для охлаждения наконечника.
ВНИИавтогеном разработаны конструкции теплоустойчивых наконечников типа НА!-5, НАТ-6, НАТ-7 и НАТ-8, которые могут быть присоединены к рукоятке горелки ГС-53. Горелка с такими наконечниками более устойчива против обратных ударов в условиях ее интенсивного нагрева.
Горелка ГС-53 может быть использована для резки присоединением к ее рукоятке вставного резака РГС-53.
Горелка работает при давлении ацетилена, начиная от 0,01ат.
Горелка ГСМ-53 предназначена для сварки тонколистового металла толщиной от 0,2 до 4 мм и выпускается с пятью наконечниками. Характеристика наконечников ГСМ-53 (№ 1, 2, 3, 4) такая же, как и у соответствующих номеров наконечников горелки ГС-53. Наконечник № 0 применяется для сварки стали толщиной от 0,2 до 0,7 мм.
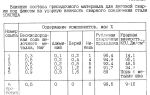
В табл. 7 приведен средний расход газов и примерная толщина свариваемого металла (малоуглеродистая сталь) для различных номеров наконечников горелок ГС-53 и ГСМ-53.
Горелка ГС-53 может использоваться также, когда вместо ацетилена применяется какой-либо газ-заменитель. Хорошие результаты получаются при сварке чугуна, латуни и других металлов с относительно невысокой температурой плавления.
Чтобы нагреть один и тот же объем металла до одинаковой температуры, требуется сжигать различное количество газов-заменителей ацетилена.
Если известен расход ацетилена в м3/ч, который необходим для сварки или резки данного металла, то можно определить также расход другого горючего газа при помощи так называемого коэффициента замены. Он составляет: для пропан бутана—0,6; для нефтяного газа — 1.
2; для паров керосина — 1,3; для паров бензина — 1,4; для метана и природного газа — 1,6; для городского газа—1,95; для коксового газа — 3,2; для водорода — 5,2.
Так, например, если при сварке горелкой ГС-53 малоуглеродистой стали толщиной 2 мм требуется 200 л/ч ацетилена (табл. 7), то метана потребуется 200 X 1,6 = 320 л/ч.
При равных давлениях для прохождения большего количества газа потребуется больший диаметр отверстия.
Поэтому для применения газов-заменителей потребуется изменить (увеличить для метана) диаметр выходного отверстия мундштука; должен быть изменен и диаметр цилиндрического канала смесительной камеры.
Поскольку для сгорания иного количества газа-заменителя потребуется и другое количество кислорода, то диаметр выходного отверстия инжектора также необходимо изменить.
Таким образом, для перехода с ацетилена на метан потребуется рассверливать отверстия мундштука, смесительной камеры и инжектора.
Однако на практике можно поступить проще: для сварки с помощью метано-кислородного пламени поставить больший номер мундштука, инжектора и смесительной камеры наконечника. В табл.
8 указаны номера инжекторов, смесительных камер и мундштуков горелки ГС-53, которые обеспечивают эквивалентную мощность пламени горелки при работе на газах-заменителях.
Из табл. 8 видно, что, например, для сварки металла метано-кислородным пламенем, действие которого должно быть таким же, как и при сварке того же металла ацетиленокислородным пламенем, необходимо вместо наконечника № 3 использовать смесительную камеру с трубкой наконечника № 6, мундштук № 6 и инжектор № 5 той же горелки.
При установке инжектора № 5 в смесительную камеру наконечника № 6 необходимо инжектор ввернуть до отказа, а затем вывернуть на пол-оборота, так как инжектор № 5 длиннее инжектора № 6 на 0,5мм (шаг резьбы инжектора равен 1 мм).
То же самое нужно проделать при установке инжектора № 4 в смесительную камеру № 5, инжектора № б в камеру № 7 и т.п.
Вместо дефицитного ацетилена для сварки и пайки изделий из цветных металлов, чугуна и тонколистовой стали может быть применено более дешевое горючее — керосин или бензин. Для этих целей ВНИИавтогеном разработана конструкция сварочной горелки ГКУ-55.
Кислород поступает по ниппелю 1, трубкам 5 и 7, находящимся внутри испарителя 9, и через инжектор 11 в смесительную камеру 10. Горючее (керосин или бензин) через ниппель 2, вентиль 3, трубку 4 проходит по асбестовой оплетке 8, намотанной на трубку 7, где и испаряется под действием пламени подогревающего сопла 12.
Пары керосина смешиваются с кислородом, выходящим с большой скоростью из инжектора в смесительную камеру. Образующаяся горючая смесь проходит через мундштук 13 и выходит в атмосферу. Часть смеси направляется в подогревающее сопло для подогрева испарителя.
Подача горючего регулируется маховичком 6, при вращении которого трубка 7 перемещается вдоль оси и тем самым изменяет величину зазора между торцом инжектора и краем смесительной камеры.
При нагреве мундштука и трубки наконечника инжекторных горелок изменяется состав горючей смеси с появлением избытка кислорода. В случае сильного нагрева приходится прерывать процесс сварки и охлаждать наконечник горелки. Более постоянный состав смеси дают безынжекторные горелки.
Безынжекторные сварочные горелки питаются от баллонов через специальный регулятор давления, который выравнивает давление ацетилена и кислорода. Кислород и ацетилен подводятся к горелке соответственно через приемные ниппели и регулировочные вентили под равным давлением.
Безынжекторная ацетиленокислородная сварочная горелка равного давления ГАР-1-56 работает следующим образом.
Кислород и ацетилен подают под одинаковым давлением через ниппели и, трубки, вентили и шайбу в смесительную камеру, где потоки горючего газа и кислорода тщательно смешиваются.
Из смесительной камеры однородная по всему объему горючая смесь проходит по трубке наконечника и через калиброванный канал мундштука 10 выходит наружу, где и сгорает, образуя сварочное пламя.
Правила обращения с горелкой. Перед началом работы необходимо проверить работу инжектора горелки. Для этого к кислородному ниппелю горелки присоединяется шланг от кислородного редуктора. Регулирующим винтом редуктора поднимают давление кислорода до рабочего (1—4ат) и пускают кислород в горелку, открыв кислородный вентиль.
Кислород, проходя инжектор, должен создать разрежение в ацетиленовом канале, что определяется прикладыванием пальца к ацетиленовому ниппелю. При наличии разрежения палец будет присасываться к ниппелю. Тогда присоединяют ацетиленовый шланг к ацетиленовому ниппелю, закрепляют оба шланга специальными хомутиками или проволокой.
При отсутствии подсоса надо проверить, не засорены ли каналы мундштука, смесительной камеры и ацетиленовые каналы, достаточно ли плотно инжектор прижимается к его седлу в корпусе горелки, отрегулировать расстояние инжектора от смесительной камеры. Если расстояние между концом — инжектора и входом в смесительную камеру слишком мало, то горелка дает недостаточное разрежение.
Для увеличения разрежения и, следовательно, подсоса нужно увеличить- это расстояние, немного вывернув инжектор из смесительной камеры.
Порядок зажигания горелки следующий: открыть немного кислородный вентиль и тем создать разрежение в ацетиленовых каналах. Затем открыть ацетиленовый вентиль и поджечь горючую смесь, выходящую из мундштука. Далее необходимо отрегулировать пламя горелки.
Тушение пламени горелки должно производиться в следующем порядке: сперва закрывается ацетиленовый вентиль, затем кислородный. Если закрыть раньше кислородный вентиль, а затем ацетиленовый, то может произойти удар пламени в ацетиленовый шланг.
Во время работы надо следить, чтобы было нормальное пламя и горелка не перегревалась. При перегреве горелки появляются хлопки — обратные удары пламени. В таком случае ее надо потушить и охладить в воде, оставив кислородный вентиль немного открытым.
Помимо перегрева горелки причиной обратного удара может быть закупоривание мундштука брызгами расплавленного металла. Ввиду этого мундштук горелки следует периодически прочищать иглой из меди. Стальной проволокой пользоваться для прочистки нельзя, так как можно повредить края мундштука и увеличить диаметр выходного отверстия.
Для предотвращения обратных ударов необходимо поддерживать правильное давление г кислорода.
В горелках могут иметь место следующие неисправности: не плотности в соединениях, повреждение выходного канала мундштука или инжектора, засорение каналов, износ деталей и др.
Для устранения не плотностей в вентилях горелки надо подтянуть сальниковые гайки или сменить сальниковую набивку. Не плотности в присоединении наконечника устраняются затягиванием накидной гайки.
При обгорании конца мундштука и разработке выходного отверстия можно конец мундштука аккуратно опилить напильником, слегка осадить ударами молотка, затем прокалибровать отверстие сверлом соответствующего диаметра. Засоренные каналы прочищают медной иглой или продувают.
Для очистки мундштука горелки от металлических брызг нагретый мундштук следует смочить в воде. Не следует зачищать мундштук напильником, так как от этого поверхность мундштука становится шершавой и тогда металлические брызги легче налипают.
Нельзя мундштук очищать об поверхность свариваемой детали, так как при этом забивается выходное отверстие мундштука.
Источник: http://electrowelder.ru/index.php/gazosvarschik/110-welding-burners.html