
Контактная сварка — технология, виды, обозначение
Контактная сварка – процесс создания монолитного сварного шва путем расплавления кромок свариваемых деталей электрическим током и последующей деформацией сжимающим усилием. Особое распространение технология получила в тяжелой промышленности и служит для беспрерывного производства однотипной продукции.
Данная технология является распространенной при серийном соединении тонколистового металла
Сегодня как минимум один аппарат контактной сварки имеется на каждом заводе, а все благодаря преимуществам технологии:
- производительность — сварная точка создается не дольше 1 секунды;
- высокая стабильность работы – однажды настроив устройство оно может работать долгое время без стороннего вмешательства, сохраняя качество работ;
- низкие затраты на обслуживание — это касается расходных материалов, рабочим элементом служат контактные электроды;
- возможность работы с машиной специалистов низкой квалификации.
Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла.
Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер.
Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Рекомендуем! Как правильно научиться варить инверторной сваркой
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.
Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.
Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами.
Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий.
Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2.
Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ.
Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Дефекты сварки и контроль качества
Как и при любой другой технологии, сварочные соединения должны подвергаться жесткому контролю, для выявления всевозможных дефектов.
Здесь применяются практически все методы неразрушающего контроля и прежде всего – внешний осмотр.
Однако, из-за прижатия деталей, выявить подобным способом дефекты бывает очень сложно, поэтому часть изготовленной продукции отбирается и проводится разрез деталей вдоль шва для выявления погрешностей.
В случае обнаружения дефекта партия потенциально дефектной продукции отправляется на переработку, а аппарат калибруют.
Рекомендуем! Сварка нержавеющей стали и черного металла электродом
Разновидности контактной сварки
Технология создания сварного пятна обуславливает разделение процесса на несколько видов:
Точечная контактная сварка
В данном случае сваривание происходит в одной или одновременно в нескольких точках. Прочность шва состоит из множества параметров.
Точечный способ является самым распространенным методом
В этом случае на качество работ влияет:
- форма и размер электрода;
- сила тока;
- сила давления;
- длительность работ и степень очистки поверхности.
Современные аппараты точечной сварки способны работать с эффективностью 600 сварных соединений в минуту. Подобная технология используется для соединения частей точной электроники, для соединения кузовных элементов автомобилей, самолетов, сельскохозяйственной техники и имеет еще множество других областей использования.
Рельефная сварка
Принцип работы одинаковый с точечной сваркой, но основное отличие заключается в том, что сам сварной шов и электрод имеют схожую, рельефную форму.
Рельефность обеспечивается естественной формой деталей или созданием специальных штамповок. Как и точечная сварка, технология применяется практически повсеместно и служит дополняющей, способной сваривать рельефные детали.
С ее помощью можно прикреплять кронштейны или опорные детали к плоским заготовкам.
Шовная сварка
Процесс многоточечной сварки, при которой несколько сварных соединений располагаются близко или с перекрытием, формируя единое монолитное соединение.
Если между точками имеется перекрытие, то получается герметичный шов, при близком расположении точек шов не герметичен.
Так как шов, с использованием расстояния между точками не отличается от созданного точечным швом, подобные аппараты используются редко.
В промышленности более популярным является перекрывающийся, герметичный шов, с помощью которого создают баки, бочки, баллоны и другие емкости.
Стыковая сварка
Здесь детали соединяют, прижимая друг к другу, а затем оплавляют всю плоскость контакта. Технология имеет свои разновидности и разделяется на несколько видов на основании типа металла, его толщины и нужного качества соединения.
Сварочный ток протекает через стык заготовок, расплавляет их и надежно соединяет
Самый простой способ – сварка сопротивлением, подходит для легкоплавких заготовок с малой площадью пятна контакта. Сварка с оплавлением и плавлением с подогревом подходит для более прочных металлов и огромного сечения. Таким способом сваривают части кораблей, якоря и тд.
Рекомендуем! Классификация сварных швов и соединений
Выше, описаны наиболее популярные и используемые, но есть и такие виды точечной сварки:
- шовно-стыковая осуществляется вращающимся электродом с несколькими контактами для замыкания цепи, протягивая заготовку через такой аппарат можно получить негерметичный сплошной шов, состоящий из множества сварных точек;
- рельефно-точечная деталь сваривается согласно текущего рельефа, однако шов состоит не из сплошного пятна контакта, а из многих точек;
- по методу Игнатьева в котором сварочный ток протекает вдоль свариваемых частей, поэтому давление не влияет на нагрев изделия и его сваривание.
Обозначение контактной сварки на чертеже
Согласно существующего стандарта условных обозначений точечная сварка имеет следующее обозначение на чертежах:
- Сплошной шов. Видимый сплошной шов на общем плане чертежа отмечают основной линией, остальные конструктивные элементы основной тонкой линией. Скрытый сварной сплошной шов обозначен штриховой линией.
- Сварные точки. Видимые сварные соединения на общем чертеже отмечают символом «+», а скрытые не отмечают вовсе.
От видимого, скрытого сплошного шва или видимой сварной точки идет специальная линия с выноской, на которой отмечаются вспомогательные условные обозначения, стандарты, буквенно-цифровые знаки и т.д.
В обозначении присутствует буква «К — контактная и маленькая буква «т»-точечная, указывающие на метод выполнения сварки и ее разновидность. Швы, не имеющие обозначения, отмечают линиями без полок.
ГОСТ 15878-79 Регламентирует размеры и конструкции сварных соединений контактной сварки
Вся основная информация подается на линии выноске или под ней, в зависимости от обращенной стороны (лицевая или оборотная). Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Источник: https://svarkagid.ru/tehnologii/vidy-kontaktnoj-svarki.html
Контактная сварка: виды и их характеристика, особенности, аппарат контактной точечной сварки

Контактная сварка — это процесс, при котором создаются монолитные сварные швы путем плавления кромок свариваемых элементов посредством электрического тока с дальнейшей деформацией сжимающим усилием.
Данная технология преимущественно используется в тяжелой промышленности, где существует необходимость поддержания беспрерывного цикла выпуска однотипной продукции, в частности, при соединении серий тонких листов металла.
Суть технологии
На сегодняшний день хотя бы один аппарат контактной точечной сварки находится на всех больших предприятиях, чему способствуют сильные стороны технологии:
- Высокая производительность — для создания сварной точки потребуется примерно секунда.
- Стабильность работы — длительная эксплуатация без дополнительных посторонних вмешательств, качество сварки при этом сохраняется.
- Незначительные расходы на обслуживание, ведь роль расходных материалов выполняют контактные электроды.
- Для работы с устройством не потребуется наличия высокой квалификации.
Процесс работы, на первый взгляд, кажется простым, но составлен из ряда последовательных процедур, обязательных для выполнения.
Суть контактной сварки в двух неразрывных физических процессах — нагреве и давлении. Когда ток проходит через соединительную область, начнет выделяться определенное количество тепла, что направлено на расплавление металлов.
Чтобы тепло выделялось в достаточных количествах, сила тока составляет как минимум несколько тысяч ампер в отдельных случаях — десятки тысяч.
Вместе с этим на сталь оказывается определенное давление из одной или двух сторон с одновременным созданием плотного шва без каких-либо дефектов.
Если правильно организовать процесс, детали практически не нагреются, так как сопротивление будет незначительным. По мере создания монолитных соединений сопротивление постепенно падает, а с ним и сила тока. Нагретые электроды охлаждаются водой.
Как подготовить поверхность
Существуют многочисленные технологии, с помощью которых можно поддавать обработке поверхности перед контактной сваркой. К ним относятся:
- Зачистка от значительных загрязнений;
- Проведение обезжиривания;
- Снятие оксидных пленок;
- Сушка;
- Пассирование и нейтрализация.
Порядок действий и выбор технологии зависят от видов используемых заготовок.
В целом до начала сварок поверхности должны:
- Обеспечить незначительный уровень сопротивления между деталями и электродами.
- Свариваемые элементы должны быть гладкими, выпуклости и впадины отсутствуют.
- Обеспечить равное сопротивление по всей длине контактов.
Аппараты контактной точечной сварки
Оборудование принято делить на три типа:
- Неподвижное;
- Передвижное;
- Подвешенное, либо универсальное.
Разделяются сварки в зависимости от рода тока (конденсаторные и трансформаторные). За способом сварки бывают точечными, шовными стыковыми и рельефными.
Аппарат контактной точечной сварки составлен из трех частей:
- Электросистема;
- Механическая часть;
- Водяное охлаждение.
Электрическая часть отвечает за расплавление деталей, контролирует рабочие циклы и перерывы, а также сохраняет текущие параметры. Механическая часть — пневматическая или гидравлическая система, дополнена приводами.
Если присутствует исключительно привод сжатия, то перед вами точечная модель, в шовных есть ролики, а в стыковых — система сжатия и осадки.
В состав водного охлаждения входит первичный и вторичный контур, разводящие штуцеры, шланги, вентили и реле.
Электроды используются не только для замыкания электрического контура, но и отводят тепло от сварных соединений, для передачи механической нагрузки, в отдельных случаях помогают передвигать заготовки.
Размеры и форма электродов подбирается в зависимости от свариваемых материалов и вида применяемого оборудования. Они должны выдерживать температуры более 600 градусов Цельсия при давлении 5 кг/2 мм2. Именно поэтому главным компонентом выступает бронза и различными добавками.
Сварочные соединения должны поддаваться тщательному контролю для предотвращения дефектов. Допустимы все способы неразрушающего контроля, среди которых первое место отводится первичному осмотру.
Но прижатие элементов не позволяет проводить полноценный осмотр, потому продукцию отбирают и проводят разрезы вдоль швов для выявления неточностей.
Если дефект обнаружен, партия отправляется на переработку, а сам аппарат поддается калибровке.
Виды контактной сварки
- Рельефная сварка. Ее принцип совпадает с точечной, но существует одно различие: и у шва, и у электрода особая, рельефная форма. Она может применяться для решения разных задач, в частности, для крепления кронштейнов или опорных деталей с плоскими заготовками.
- Шовная сварка.
Процесс многоточечной варки, при котором соединения расположены на близких расстояниях либо с перекрытием. При этом формируется цельное монолитное соединение. Когда между точками перекрытие, то швы получатся герметичными, при его отсутствии герметичность не обеспечивается. В промышленности без герметических швов не обойтись при изготовлении баков, бочек, баллонов и других емкостей.
- Стыковая сварка. Элементы соединяются путем прижимания друг к другу с дальнейшим оплавлением всей плоскости контакта. Данная технология имеет несколько разновидностей в зависимости от металла, его толщины и необходимого качества соединений.
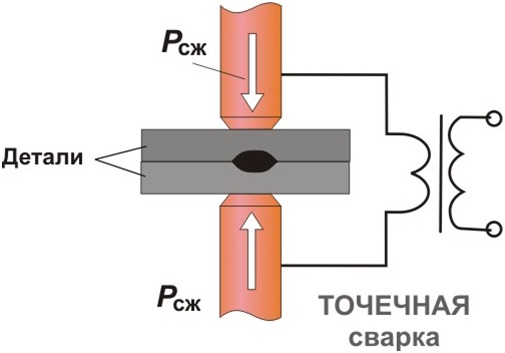
- Точечная контактная сварка. В данном случае работы проводятся в одной или нескольких точках.
На качество шва влияют следующие параметры:
- форма и размеры электродов;
- сила тока;
- уровень давления;
- время работы и качество очистки поверхности.
Современные агрегаты отличаются эффективностью, выдавая до 600 сварных соединений в минуту.
Такой метод применяется в работе с частями высокоточной электроники, с кузовами автомобилей, самолетов, сельскохозяйственных машин и в других отраслях.
Источник: https://tokar.guru/svarka/vidy-i-osobennosti-apparatov-dlya-kontaktnoy-svarki.html
Контактная сварка
Виды сварки — Контактная сварка
Контактная сварка — один из наиболее распространенных и быстро разбивающихся способов получения неразъемных соединений самых разнообразных конструкционных материалов в широком диапазоне толщин и сечений. В настоящее время ~30 % всех сварных соединений выполняются с помощью контактной сварки, а по существующим прогнозам к 2000 г. доля этого способа в мировом сварочном производстве достигнет 40 %.
Широкое использование и перспективы контактной сварки в промышленности, особенно в массовом производстве, обусловлены следующими причинами:
1. Высокой технико-экономической эффективностью и, в частности, очень высокой производительностью процесса, намного превышающей производительность других способов сварки.
2. Возможностью легкой механизации, автоматизации и роботизации процесса сварки
3. Весьма благоприятным термодеформационным циклом, обеспечивающим достаточно высокое качество соединений большинства конструкционных материалов.
4. Высокой культурой и хорошими гигиеническими условиями технологического процесса.
Контактная сварка — процесс образования неразъемных соединений конструкционных металлов в результате их кратковременного нагрева электрическим током и пластического деформирования усилием сжатия, со стороны электродов.
Согласно ГОСТ 2601—84 контактная сварка принадлежит к термомеханическому (термодеформационному) классу способов сварки.
Соединение в этом случае, как и при других способах сварки, образуется за счет формирования металлических связей между атомами в зоне контакта соединяемых деталей.
При этом затрачивается тепловая и механическая энергия для обеспечения физического контакта и активации соединяемых поверхностей.
Контактная сварка — электротермодеформационный процесс (ГОСТ 2601—84), так как нагрев осуществляется проходящим током за счет выделения теплоты на электрических сопротивлениях разных участков соединения, в частности в общем случае и на контактных сопротивлениях, что послужило причиной появления термина «контактная сварка». В других странах (США, Япония, Великобритания) для определения этого способа получения соединений используют термин «сварка сопротивлением», который также подразумевает нагрев металла импульсным проходящим током — за счет действия внутренних источников теплоты. Как и при большинстве других наиболее распространенных способах сварки, например дуговой, металл нагревают до расплавления (точечная сварка, стыковая сварка оплавлением и т. п.), что гарантирует удаление поверхностных пленок и образование физического контакта по заданной площади.
Значительная пластическая деформация зоны сварки позволяет получать высокие механические свойства соединений разных конструкционных металлов, обеспечивает надежный электрический контакт между деталями, устойчивость процесса расплавления металла и защиту его от взаимодействия с окружающей средой (контактная точечная и шовная сварка).
Известные способы сварки классифицируются по ряду технических и технологических признаков (ГОСТ 19521—74):
1) по технологическому способу (форме) соединений — точечная, шовная, стыковая;
2) по конструкции соединения: виду сборки деталей — нахлесточные и стыковые (торцевые) соединения, предусмотренные выступы на одной из деталей — рельефная сварка;
3) по предельному состоянию металла в зоне сварки — с расплавлением металла и без расплавления;
4) по числу одновременно выполняемых соединений (швов) — одно- и многоточечная, сварка одним или сразу несколькими швами, одновременная сварка одного или нескольких стыков;
5) по способу подвода и роду сварочного тока — наиболее распространенные способы с кондукционным (контактным) подводом тока или с индукционным нагревом, характерным в основном для стыковой сварки; сварка импульсом переменного тока или униполярным импульсом (изменяющийся во времени ток одной полярности);
6) по применению дополнительных защитных или связующих компонентов (грунтов, эмалей, клеев, припоев) —сварка по слою грунта, клеесварные и сварнопаяные конструкции.
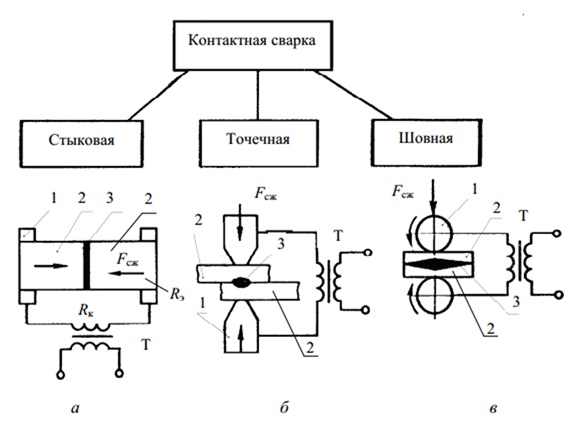
Особенности способа контактной сварки
Контактную сварку (табл. XIII.1, рис. XIII.1) осуществляют с применением нагрева и давления, при этом для нагрева используют тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока.
XIII.1. Отличительные особенности основных видов контактной сварки
Надлежащее качество сварных соединений для большинства видов контактной сварки (кроме стыковой сопротивлением) достигается нагревом металла в зоне сварочных контактов до расплавления, а прилегающих к этой зоне участков металла — до пластического состояния, обеспечивающего необходимую деформацию их под действием усилия сжатия.
Количество тепла Q, выделяемого в зоне сварки, можно определить по формуле Ленца — Джоуля
Q=I2Rt
где I — сварочный ток. A; R — общее активное сопротивление зоны сварки, Ом; t — время действия тока, с.
Сопротивление R в зоне сварки обычно незначительно. Время действия тока I назначают минимальным (секунды, доли секунд), с тем чтобы избежать излишних тепловых потерь. Нагрев при контактной сварке достигается применением в сварочной цепи тока I больших значений (150 кА и более) при этом напряжение обычно не превышает 30 В.
Контактная сварка отличается высокой производительностью, возможностью широкой механизации и автоматизации рабочих процессов, а также существенным снижением расхода основных и вспомогательных материалов. Указанные преимущества этого способа сварки с наибольшей эффективностью проявляются при массовом и крупносерийном производстве однотипных изделий в стационарных условиях работы (в цехах, мастерских).
К особенностям контактной сварки, затрудняющим применение ее в условиях строительства, следует отнести большие установочные мощности контактных машин (до 1000 кВ А и более), вызывающие необходимость подключения их к отдельному фидеру электрической сети; узкая специализация машин по видам сварных соединений (стыковые, точечные и др.); необходимость в большинстве случаев доставки к машинам заготовок изделий или конструкций; сложность контроля качества сварных соединений.
Области применения контактной сварки в промышленном строительстве
Примерный перечень металлопродукции с соединениями, выполняемыми различными видами контактной сварки, приведен в табл. XIII.2.
XIII.2. Перечень металлопроката с соединениями, осуществляемыми контактной сваркой
В настоящее время в промышленном строительстве контактную сварку применяют при изготовлении в стационарных условиях сеток, каркасов и других арматурных изделий железобетонных конструкций.
Точечную сварку используют при изготовлении конструкций из открытых профилей стального проката с толщиной стенок до 6 мм.
Стыковой сваркой соединяют короткоразмерные элементы из отходов проката для последующего его применения в конструкциях. Рельефная сварка осуществляется редко.
При изготовлении алюминиевых конструкций и изделий предусмотрена стыковая сварке угловых соединений рам окон и витражей из профильных элементов. Стыковой сваркой соединяют медные и алюминиевые провода (кабели) при электромонтажных работах.
В дальнейшем представляется целесообразным (с учетом использования существующего сварочного оборудования) более широкое распространение основных видов контактной сварки в промышленном строительстве для выполнения следующих работ:
стыковая сварка — угловые соединения рам окон, витражей и каркасов дверей из стальных и алюминиевых профилей; стыковые соединения различных труб; соединение стержневых элементов из профильного металла, включая использование их короткоразмерных отходов; производство режущего инструмента из разнородных сталей и сплавов;
точечная сварка — приварка листовых элементов из сталей или алюминиевых сплавов к окаймляющим каркасам трехслойных стеновых панелей; соединение элементов стальных несущих и ограждающих решетчатых конструкций (секции ферм, мачт, башен и др.) при толщине металла каждого элемента до 16 мм; приварка листовых элементов к каркасам лестниц и площадок;
шовная сварка — выполнение плотно-прочных швов при изготовлении секций тонкостенных труб, газовоздуховодов и других изделий из листового металла толщиной до 3 мм.
Подготовка элементов к контактной сварке
Перед сваркой обрезают, правят и взаимно подгоняют соединяемые элементы, а также очищают поверхности металла от ржавчины, окалины, смазки и других загрязнений.
Для стыковой сварки сопротивлением необходима тщательная обработка и подгонка торцов перпендикулярно оси заготовок без местных зазоров. При сварке труб торцы их совместно фрезеруют одной дисковой фрезой с последующей зачисткой напильником.
Для стыковой сварки оплавлением допускается менее тщательная подготовка торцов. Элементы можно нарезать на пресс-ножницах, механической пилой или кислородной резкой, после чего поверхности реза очищают от окалины и шлака.
Обработка элементов для точечной и шовной сварок обычно заключается в обрезке кромок (при наличии неровностей), правке и очистке листового металла в зоне соединения.
Очистку металла под контактную сварку осуществляют металлическими щетками (ручными или приводными), песко- или дробеструйными аппаратами, а также травлением в растворах кислот с последующей нейтрализацией в щелочной среде и промывкой в проточной воде.
При подготовке элементов, подлежащих стыковой сварке, очищают торцевые поверхности и участки металла в местах закрепления в зажимах сварочной машины. Листовые элементы перед точечной и роликовой сваркой очищают с двух сторон на ширине не менее 30—50 мм в местах расположения сварных точек или швов.
При недостаточно очищенной поверхности металла заметно снижается качество сварных соединений и одновременно резко повышается износ электродов машин.
Во избежание возникновения дефектов, при сборке листовых элементов под точечную или шовную сварку, следует обеспечивать плотное взаимное прилегание их, не допуская зазоров более 0,5 мм на длине 100 мм.
- стыковая сварка,
- точечная сварка,
- рельефная сварка,
- шовная сварка
Источник: https://www.autowelding.ru/index/0-31
Особенности контактной сварки и область ее применения

Osobennosti_kontaktnoi_svarki from svarakinfo
- При контактной сварке теплота образуется в самом теле заготовки. Для того чтобы предупредить утечку тепла в окружающие слои металла и получить местный высокий нагрев, приток тепла должен идти со значительно большей скоростью, чем потери.
- Электрическая мгновенная мощность должна быть большой и время нагрева очень малым.Мощность при контактной сварке достигает сотен и даже тысяч киловольт-ампер, а длительность сварки иногда исчисляется сотыми долями секунды. Такой быстрый нагрев металла во всей зоне сварки осуществляется за счет внутреннего выделения тепла в самом металле.
- В то же время сам процесс сварки от применения высокой мощности не усложняется. Таким образом, контактная сварка может осуществляться с очень высокой производительностью. В этом заключается ее главное преимущество.
- Сварка идет без участия присадочного расплавленного металла, поэтому в целом этот процесс более экономичен по расходу энергии и металла.
- Нагрев идет непосредственно в зоне сварки без лишних теплопередающих звеньев и осуществляется с большой скоростью и с малым рассеиванием тепла в окружающий металл и воздух. В отличие от газовой или дуговой ручной сварки элементы рабочего процесса контактной сварки очень просты в исполнении — сведение электродов, пропускание импульса тока.
- Это значительно облегчает обучение сварщиков и позволяет относительно легко автоматизировать весь процесс. Отсутствие сильного светоизлучения и надобности в защитных устройствах позволяет без затруднений организовать выполнение контактной сварки непосредственно наряду с другими операциями, на поточной линии в цехах массового производства.
Главные отрицательные особенности:
Контактная сварка имеет и отрицательные стороны.
- Сам процесс требует приложения давления и может осуществляться в машинах с силовыми узлами, определенных размеров.
- Сварка осуществима для деталей с ограниченными размерами, т. е. такими, которые можно разместить в машине.
- Так как процесс контактной сварки развивается сразу по всему сечению или толщине детали, то необходимые электрическая и механическая мощности резко возрастают с сечением или толщиной свариваемых деталей.
- Той универсальности и технологической гибкости, маневренности, которые присущи ручной дуговой и газовой сварке, контактная сварка не имеет.
- Стоимость оборудования значительно выше, эксплуатация и ремонт обходятся дороже.
Применение контактной сварки
Контактную сварку выгоднее применять в массовом производстве однотипных изделий, когда многократно повторенный выигрыш в производительности, в экономии энергии и металла будет с избытком перекрывать дополнительные затраты на оборудование. Ярким примером могут служить особые виды стыковой сварки. Ввиду резкого возрастания мощности машин и сложности питания их контактную сварку лучше применять для деталей небольшого сечения и толщины.
Она является единственно возможным способом сварки при изготовлении деталей малого сечения или толщины (до 0,1 млл сечения и до 0,02 мм толщины).
На сегодня разработаны самые разнообразные схемы контактной сварки.
Это объясняется отсутствием развития процессов, обусловленных пребыванием металла в расплавленном состоянии его затвердеванием.
Так, например, широкое распространение получила стыковая сварка простои стали с высоколегированной быстрорежущей сталью, сварка рельсов, жаростойких и жаропрочных сплавов и т. д.
Источник: http://svarak.ru/kontaktnaya-svarka/osobennosti-kontaktnoy-svarki-oblast-primeneniya/
Что такое контактная электросварка, принцип действия, технология работы

Благодаря сварке в гараже или на дачном участке своими руками можно сделать многое. Необходимо понимать, что существует множество аппаратов, предназначенных для сварочных работ.
Существуют виды работ, на которые придется потратить несколько дней, но если использовать соответствующий сварочный аппарат, то эти же работы можно проделать за несколько часов. Одна из разновидностей подобных аппаратов – контактная точечная сварка.
Но нужно знать, что данный аппарат подходит не для всех видов работ. Например, его нельзя использовать в отопительной системе, для наложения швов.
Точечная сварка является весьма популярным способом сваривания между собой металла. В данном способе металлические изделия соединяются между собой в нескольких точках – этот способ и повлиял на название технологии работы.
Размер точки будет влиять на уровень прочности соединения. Стыковая точечная сварка может использоваться только в тех случаях, когда толщина металла не превышает трех миллиметров.
Выбор аппарата полностью зависит от толщины и вида материала.
Принцип действия
Образование соединений происходит благодаря процессу нагревания металла, через который пропускается разряд тока. Вследствие этого образуется деформация зоны сварки из-за сжимающегося усилия.
В основе технологии контактной точечной сварки лежит принцип нагревания металла при помощи электрического разряда.
В процессе сварочных работ разряд тока проходит между электродами и в то же время между элементами свариваемого материала и закрепляет их друг с другом.
Для того чтобы уменьшить сопротивление между электродом и свариваемым материалом, при изготовлении электродов применяются материалы с высоким уровнем электропроводимости.
Благодаря тому, что между деталями имеется определенное сопротивление, то наибольшее нагревание происходит именно в местах максимальных значений. Это приводит к образованию небольших сварочных точек. Диаметр каждой точки может варьироваться от 4 до 12 миллиметров.
Параметры
Для того, что применять контактный точечный аппарат для сварки, нужно знать основные параметры инструмента. К ним можно отнести:
- Силу тока в процессе работы. Сила тока – это главный параметр при работе. Для того чтобы определить, какой уровень тока потребуется в процессе работы, используют специальные формы, расчеты, таблицы и чертежи.
- Продолжительность импульса. Под временем сварки принято поминать импульсную продолжительность тока для одной точки. Для того чтобы правильно рассчитать время сварки обязательно нужно учитывать характеристики материала.
- Сила сжатия электродов. Данный процесс оказывает влияние на уровень деформации, распределение тепла и степень охлаждения.
- Характеристики рабочей поверхности используемых электродов. Благодаря им, происходит контакт при сварке. Различают прямые и фигурные электроды. Каждый электрод соответствует требованиям ГОСТа. Материал, из которых они изготовляются – это сплавы меди. Благодаря этому электроды способны более длительный период сохранять свои функциональные свойства.
Режимы работы
На данный момент различают два режима работы сварочного аппарата:
- Мягкий режим отличается постепенным нагреванием с использованием тока. Процесс нагревания осуществляется за несколько секунд. К основным характеристикам можно отнести: небольшое потребление мощности, нагрузка на электросеть маленькая. Данный режим позволяет использовать аппарат в домашних условиях.
- Жесткий режим отличается небольшой продолжительностью процесса, который длится до полутора секунд. Сила тока и давление сжатия гораздо выше, чем у мягкого режима. Главным недостатком является повышенное требование к мощности сварочного аппарата и большая нагрузка на электросеть. К преимуществам можно отнести высокую производительность за относительно короткое время.
Исходя из этих режимов, все аппараты для сварки разделяют между собой по уровню мощности. Поэтому существует большой ассортиментный ряд, в котором представлено оборудование не только в виде мощных аппаратов, но и небольших переносных оборудований.
Устройство
Вне зависимости от модели, режима работы и рабочего напряжения, все сварочные аппараты имеют одинаковые основные части:
- Трансформатор.
- Механизм, который используется для сжатия электрода.
- Устройство, регулирующее ток.
- Система управления силой тока и длительности импульса.
У аппаратов небольшой мощности может отсутствовать система управления. Длительность импульса в таком случае регулируется вручную.
У обычных подобных сварочников возможно регулирование:
- Силы тока.
- Времени, за которое проходит ток.
- Усилия, с которым происходит сжатие электрода.
Приступая к работе, следует обязательно следить за электродами, их диаметр не должен увеличиваться. Размер должен оставаться таким же, каким и размер сварочной точки. Даже несмотря на то, что электроды изготавливаются из сплава меди и имеют высокую прочность, они все же могут изнашиваться в процессе эксплуатации, поэтому они должны заменяться по мере необходимости.
Технология работы
Для того чтобы деталь нагрелась до необходимой температуры на нее подается значительный импульс тока за короткий промежуток времени. В данном случае металл начинает плавиться, что приводит к образованию между деталями жидкого ядра. Свариваемые детали следует удерживать до тех пор, пока расплавленный металл не остынет.
Давление на детали требуется для того, чтобы в процессе плавления металла образовывался уплотняющий пояс, которые не позволяет вытекать расплавленному металлу за пределы места сварки. Для того чтобы детали соединились надежно, следует обработать планируемое место сварки, это позволяет удалить коррозию и оксидную пленку.
При необходимости можно использовать представленные видео и фото материалы, на которых можно подробно увидеть процесс сварки.
Сваривание непрерывным оплавлением
Для использования данного метода требуется закреплять свариваемые детали в зажимы сварочного аппарата и только после этого его можно включать. После того как электросварка включена, осуществляется процесс плавления торцов деталей.
После осадки металла на требуемую величину аппарат следует выключить. Данный метод используется для того, чтобы соединить между собой листы металла, труб. К преимуществам относится высокий уровень производительности.
Основной недостаток в том, что можно потерять металл из-за его разбрызгивания.
Сваривание прерывистым оплавлением
Данный способ выполняется с переменой плотного и неплотного соединения деталей в процессе работы. В процессе зажима деталей происходит периодическое замыкание электрической цепи. Нагрев деталей будет осуществляться до тех пор, пока температура не достигнет 900 градусов. После нагрева осуществляется оплавление и осадка деталей.
Сваривание сопротивлением
При использовании данного способа детали следует соединить, после чего они сдавливаются и подается ток. После того как детали достигнут требуемой температуры, трансформатор выключается. Применяя этот метод нужно следить за температурой нагревания. Для работы поверхность должна быть обязательно чистой.
Основные этапы работы при точечной сварке
Рассмотрим основные этапы в процессе работы:
- Обязательно нужно подготовить для сварки кромки свариваемого материала.
- Детали нужно совмещать в нужном положении и помещать их между электродами.
- Осуществлять нагрев материала до тех пор, пока он не станет пластичным.
- Завершает этапы работы процесс деформирования.
Для того чтобы подготовить кромки материала к сварочным работам, требуется произвести зачистку до образования металлического блеска и обезжирить поверхность. Во время сварки детали обязательно должны прилегать плотно друг к другу.
Преимущества
Используя в работе сварочный аппарат, нужно знать не только общие сведения – что это такое, как осуществляется процесс работы, но и понимать все недостатки и преимущества работы.
К основным преимуществам можно отнести:
- Возможность соединять между собой самые тонкие детали, изготовленные из разных металлов. В таких случаях оборудование для точечной сварки считается незаменимой вещью.
- Соединяя детали, можно быть уверенным в прочности соединения. К тому же внешний вид места соединения остается привлекательным. Используя данный аппарат, стоит знать, что место сварки не изменит своего вида и не подвергается старению.
- Высокий уровень производительности.
- Электроды расходуются экономно, что позволяет сократить размер средств на их покупку и замену.
- Данным аппаратом может пользоваться любой человек, даже если он не имеет квалификации в данной области. Если нет опыта работы в использовании сварочного аппарата, то лучше всего, если перед началом работы будут просмотрены информационные материалы, которые помогут разобраться, как следует обращаться с аппаратом и производить процесс соединения деталей.
На данный момент все больше набирают популярность автоматизированные аппараты. Благодаря этому, можно значительно сократить время работы, увеличить продуктивность и снизить себестоимость аппарата.
Дефекты при работе
Все дефекты условно разделяются на видимые и невидимые. Рассмотрим видимые дефекты при точечной сварке:
- Появление трещин.
- Прожиг материала.
- Образование разрывов.
- Потемнение поверхности точек.
- Образование вмятин.
- Непропорциональная форма сварных точек.
Обратим внимание на невидимые дефекты:
- Не проварены места соединений.
- Появляются внутренние повреждения – трещины.
Дефекты способны образовываться при неправильном выборе технологии сварочных работ, ошибочной обработке поверхности детали перед началом работы, в процессе работы электроды недостаточно сильно охладились, произошел износ электрода. Внешние дефекты можно выявить сразу же в процессе работы. Для выявления же внутренних нужно использовать специальные методы и оборудование, которые применяют на производстве.
Техника безопасности
При использовании любого оборудования стоит соблюдать технику безопасности. Обязательно необходимо следующее:
- Средства защиты. Чтобы избежать поражения тока, нужно обязательно заземлять все детали, которые изначально этого требуют. Чтобы обезопасить себя от возможных ожогов, нужно использовать защитную одежду, а также средства защиты органов дыхания и глаз.
- Безопасность аппарата. Устройство должно быть в исправном состоянии в процессе работы.Все эти меры должны обязательно соблюдаться в целях защиты себя от возможных повреждений.
Скачать ГОСТ
Источник: https://oxmetall.ru/svarka/kontaktnaya-printsip-dejstviya-tehnologiya-raboty
Виды контактной сварки

Стыковая контактная сварка заключается в том, что соединение свариваемых деталей происходит по всей поверхности стыкуемых торцов. При этом сварка может быть выполнена сопротивлением и оплавлением непрерывным или прерывистым (рис. 3).
Рис. 3. Схема стыковой контактной сварки:
1 — свариваемые детали; 2 — электроды; 3 — неподвижная контактная пластина; 4— подвижная контактная пластина
Сварка сопротивлением. При этом виде сварки обработанные поверхности двух деталей для сварки плотно прижимают и включают сварочный ток. При нагреве стыкуемых поверхностей до пластического состояния производят осадку (сжатие) и одновременно выключают ток.
Таким способом можно сваривать детали из низкоуглеродистой стали круглого или прямоугольного сечения площадью до 1000 мм2 и легированной стали площадью до 20 мм2.
Также этим способом можно сваривать цветные металлы и их сплавы, разнородные металлы — сталь с медью, латунь с медью и различные сорта сталей.
Сварка сопротивлением не получила широкого применения, так как требуется высокая чистота свариваемых поверхностей и строгий контроль температуры нагрева.
Сварка непрерывным оплавлением. При этом способе сварки детали, закрепленные в зажимах на машине, приводят в соприкосновение плавным перемещением подвижного зажима при включенном сварочном токе, и происходит оплавление свариваемых торцов деталей. После этого производят осадку на определенную величину и отключают ток.
Достоинством этого способа сварки является высокая производительность, недостатком — потери металла на угар и разбрызгивание.
Сварка таким способом применяется при соединении тонкостенных труб, листов, рельсов, разнородных металлов.
Сварка прерывистым оплавлением. При этом способе сварки производится чередование плотного и неплотного контакта свариваемых поверхностей при включенном сварочном токе.
Происходят небольшие возвратно-поступательные движения подвижного зажима, которые периодически замыкают сварочную цепь в месте контакта деталей до тех пор, пока торцы их не нагреются до температуры 800…900 °С. После этого — оплавление и осадка.
Прерывистым оплавлением сваривают низкоуглеродистые стали при недостаточной мощности машины для сварки непрерывным оплавлением.
Подготовка к сварке. Она зависит от принятого способа сварки.
Сварка сопротивлением требует высокой точности обработки свариваемых поверхностей и их плотности прилегания.
При перекосах и зазорах в соединениях происходит неравномерный прогрев деталей, образование окислов и снижение качества сварного соединения.
Допустимые отклонения размеров стыкуемых поверхностей вдоль оси: круглого сечения — не более 2%, прямоугольного сечения — не более 1,5%. При этом свариваемые торцы деталей подвергают механической или химической очистке.
Поверхности соприкосновения деталей с зажимным устройством машины должны быть также хорошо очищены.
Установочная длина — длина конца свариваемой детали, выступающая из зажима машины. Она влияет на сварочный процесс, так как при большей установочной длине выше сопротивление контура с деталями и больше потребляемая мощность. При этом детали разогреваются на большей длине, осадка и сварка получаются некачественными.
При малой установочной длине значительная часть теплоты теряется через зажимы машины, и детали разогреваются неравномерно и недостаточно.
Установочная длина должна составлять 0,4…0,7 диаметра заготовки или стороны квадрата.
Примерная величина установочной длины при сварке листов толщиной 2…8 мм:
| Длина стыка, мм | Установочная длина, мм |
| до 200 | 10…12 |
| 400…800 |
Источник: http://otdelka-profi.narod.ru/svarka/8/vidi_kontaktnoi_svarki.htm
Классификация и типы машин контактной сварки

Классификация
Для сварщиков классификация машин контактной сварки весьма щекотливый вопрос. Если ранее глобально не требовалось больших знаний в этом плане, то сейчас это стает скорее необходимостью, чем исключением.
Растущая конкуренция для предприятий, занимающихся сваркой в весьма узком рынке сбыта требует максимально эффективных решений.
Поэтому в этой статье мы сделаем краткий обзор основных критериев, по которым классифицируются машины контактной сварки.
Критерии для оценки
В основном классификацию машин контактной сварки проводят по:
- виду сварки и выполняемых сварных соединений — машины для стыковой, точечной, рельефной, шовной или шовно-стыковой сварки;
- назначению — универсальные и специальные;
- уровню автоматизации — неавтоматические, полуавтоматические и автоматические;
- способу установки — стационарные и передвижные;
- способу питания машин- с переменным током промышленной частоты (однофазные и трехфазные), низкочастотные, с выпрямленным током или энергией разряда конденсаторов;
- устройству механизма сжатия или осадки — рычажные, пружинные, механические, пневматические, пневмогидравлические, гидравлические.
Типы машин контактной сварки
Современный рынок насыщен большим количеством аппаратов для различных видов сварки, для разных отраслей производства, характера свариваемых изделий, условий установки и монтажа. Разберемся детально в каждом из основных критериев, перечисленных выше, благодаря которым определяется те или иные типы машин контактной сварки.
По виду сварки выделяют:
- машины для стыковой сварки — выполнение стыковых соединений проволоки, прутков, профильного проката, труб, полос, листов и деталей других сечений;
- машины для точечной сварки — соединение отдельными точками листов, профильных заготовок, пересекающихся круглых стержней, штампованных деталей;
- для рельефной сварки (сварочные прессы) — соединение деталей одной или одновременно несколькими точками — по предварительно выштампованным рельефам, приварка стержня торцом к плоской поверхности, сварка с естественными и кольцевыми рельефами;
- для шовной сварки — соединение герметичным швом (т. е. точками, перекрывающими одна другую), выполнение кольцевых и продольных швов, шаговая сварка;
- для шовностыковой сварки — сварка продольного шва тонкостенной трубы.
По назначению:
- универсальные — сварка разнообразных деталей в условиях единичного и мелкосерийного производства и когда необходима частая переналадка;
- специальные — сварка однотипных деталей большими партиями — в условиях крупносерийного и массового производства, со сложной переналадкой.
По уровню автоматизации:
- неавтоматические — при малой мощности и производительности;
- полуавтоматические и автоматические — при средней или большой мощности, использовании в поточных линиях, для сварки непрерывных заготовок (рулонов, плетей).
По способу установки и монтажа:
- стационарные — для сварки деталей и узлов, габариты и масса которых позволяют поднести их к машине;
- передвижные — для сварки крупногабаритных узлов большой массы (например, кузова автомобилей, вагонов, плети железнодорожных рельсов, трубы большого диаметра).
По способу питания машин:
- с питанием переменным током промышленной частоты — большинство контактных машин для сварки углеродистых и низколегированных сталей;
- с питанием выпрямленным током и конденсаторные — для сварки высоколегированных сталей и сплавов, алюминиевых сплавов, для сварки очень тонких деталей или сплавов, претерпевающих резкие изменения при нагреве.
По устройству привода сжатия и подачи:
- с рычажными и пружинными приводами — для сварки деталей малых сечений;
- с пневмогидравлическими механизмами сжатия — передвижные машины (сварочные клещи);
- с гидравлическими — машины (стыковые) большой мощности;
- пневматическими — большая часть точечных, рельефных и шовных машин.
Обычно питающие части контактных машин изготовляют для подключения к электрическим сетям с напряжением 380 В и частотой 50 Гц. Если заказчику требуется напряжение 660 В с частотой 50 Гц, то это также возможно. Потребуется лишь заказать соответствующие модификации для машин. Также изготавливаются аппараты мощностью до 60 кВ-А на напряжение 220 В с частотой 50 Гц.
Мы с Вами рассмотрели типы машин контактной сварки, критерии для их классификации. Вы также можете ознакомиться с установками и машинами контактной сварки, которые представлены на нашем сайте.
Источник: https://blog.svarcom.net/news/klassifikatsiya-i-tipy-mashin-kontaktnoj-svarki.html
 (нет голосов)
(нет голосов)



detector