Трубы ПНД (из полиэтилена низкого давления) сегодня очень популярны. Материал применяется для различных трубопроводов. В современных условиях эти трубы практически незаменимы. Изучение методов соединения магистралей будет подспорьем в качественной сварке и домашнего, и профессионального мастера. Для начала разберемся в особенностях труб ПНД.

Основная сложность в том, что эксплуатационные и технологические качества полиэтиленовых труб во многом схожи с качественными характеристиками труб из полипропилена. Они также не подвержены коррозии. Внутренняя поверхность труб не покрывается налетом. Трубы имеют высокую химическую стойкость. Материал экологичный, имеет длительный срок службы.


Из отличий профессионалы отмечают низкую термостойкость. Поэтому трубы ПНД используются только для систем холодного водоснабжения и вентиляции. Иногда их применяют для монтажа газопроводов.
Применение полиэтиленовых труб возможно при транспортировке в среде свыше 40-50 градусов. Исключение представляет сшитый полиэтилен, который допускается эксплуатировать при температуре до +95 градусов.
Полиэтиленовые трубы имеют отличную морозоустойчивость, что позволяет применять их при температурах до -70 градусов.

ПНД представлены в продаже диаметром от 20 до 1200 мм. Благодаря разнообразию вариантов они получили широкое распространение в самых разных сферах. Кроме водопроводов, магистрали большого диаметра покупают и для канализации, причем как для внутренней, так и для внешней.


Технические характеристики труб ПНД определяются свойствами основы – полиэтилена низкого давления. Он легкий, что делает проще монтаж трубопровода, устойчив к давлению в десятки атмосфер.
Из отрицательных качеств материала стоит отметить ограниченную возможность использования при температурах ниже нуля (ПНД стекленеет), а при повышенных температурах (более 40 градусов) ПНД утрачивает жесткость.
При нагреве до 70 градусов основа из полиэтилена прибавляет в размерах, но немного.

Сортамент ПНД регулируется ГОСТом, который был опубликован еще в 2001 году. Вся маркировка, наносимая на одну из поверхностей магистралей, соответствует стандартам. Маркировка очень упрощает выбор нужных вариантов.
Первые буквы включают название поставщика, далее – сортамент ПЭ, величину, например, 1000 мм. Таблица также содержит обозначение толщины магистралей, возможное рабочее и максимальное давление, дату выпуска и номер партии.

Технологическая карта маркировок содержит и цветовые обозначения в виде полос. Если раструб окрашен в желтый цвет, трубы можно использовать для газопроводов, если полоса синяя, то из труб можно проложить только водопровод.
Схема подключения труб составляется с учетом стандартных отрезков, имеющихся в продаже – от 5 до 25 метров.
Магистральные водопроводные трубы обычно делаются на заказ, имеют длину до 0,5 километра, поэтому содержат минимальное количество соединений.

Полиэтиленовые магистрали дешевые, поэтому так популярны. Рассмотрим основные виды возможного соединения ПНД отрезков между собой подробнее.
Наиболее востребованное и практичное соединение пластиковых ПНД – сварка. Технология соединения сваркой магистралей из полиэтилена низкого давления несложна, но, как и в любой работе, здесь существуют некоторые нюансы. Технологические особенности знакомы специалистам в сфере монтажных и строительных работ.
Мастера в ходе сварки применяют различные способы. При этом качество работ будет зависеть от применяемой аппаратуры и инструментов. Еще важно соблюдать некоторые технические особенности. Популярные методы – экструзионная, терморезисторная, раструбная сварка.
Также известны электромуфтовая, электросварная и стыковая технологии.

В любом случае, соединение ПНД сваркой считается самым прочным и монолитным, которое по надежности превосходит даже сам материал.
Процесс подразумевает нагрев и последующее расплавление торцов двух труб, также есть муфтовая или фитинговая сварка. При этом специалисты определяют строго нормативную температуру воздействия.
Кроме того, специалисты применяют дополнительные детали и инструменты. Разберем подробнее основные виды проводимых работ.
Электромуфтовой способ сварки магистралей из полиэтилена низкого давления тоже требует внимательности и аккуратности.
Электромуфтовая сварка требует следующих условий:
- обезжиренных и зачищенных спиртом поверхностей;
- установленных строго по центру диаметров муфт;
- вставленных в муфту магистралей;
- подключенного и нагретого до определенной температуры аппарата;
- электричества для нагрева муфт;
- остывания муфт в свободном, но зафиксированном состоянии.
Электромуфтовая сварка может использоваться для соединения труб диаметром 20 мм и больше. Метод особенно часто применяют там, где до трубопровода трудно добраться. Для размещения аппарата для сварки встык требуется определенная позиция. Другие инструменты (резьбовые и фитинговые элементы) также требуют места.
В работе следует подавать ток на муфты. Они нагреваются, а концы полиэтиленовых труб расплавляются. При этом поверхности труб плотно соединяются к внутренней части муфты. Метод считается подходящим при соединении магистралей отличающегося размера. Также его можно использовать, если марки полиэтилена разные.
Электромуфтовой сваркой можно создать прочные узловые и седловые соединения трубопровода. Метод подходит для создания водопровода частного дома. При этом самостоятельно можно установить даже канализацию.
Электромуфтовый метод востребован еще и потому, что с его помощью удобно соединить трубы из полиэтилена, которые имеют металлизированное резьбовое соединение.
Многоликие возможности этого метода значительно увеличивают популярность его применения.
Стыковая сварка, или работы над швами встык подходит для магистралей размером не больше 50-70 мм, при допустимых стенках не больше чем 4-4,5 мм.
Для сварных работ стоит учесть правила:
- Работы следует проводить только на ровной и устойчивой плоскости.
- Величина стенок свариваемых магистралей должна быть одинаковой.
- При работах, проводимых на улице, нужно закрывать обратные концы магистралей заглушками. Считается, что сквозняк внутри магистралей, создаваемый ветром, уменьшает температурные показатели. Это будет мешать качественной работе.
- Свариваемые детали должны быть чистыми как внутри, так и на поверхности. Мусор и пыль помешают сварке. Зажимы сварочного агрегата должны быть такими же чистыми.
Для регулировки достаточной температуры нужно сделать один-два пробных шва. При отсутствии навыков это поможет понять сам ход сварки. Еще до шлифовки нужно начисто протереть торцующие диски. Процесс торцевания несложный, но требует точности и непрерывности работ.
По окончании шлифовки торцов труб инструмент необходимо оставлять на специальной подставке, предусмотренной изготовителем. Для уборки стружки из шасси нужно применять специальный дополнительный инструмент. Руками эту работу лучше не проводить. По окончании шлифовки нужно проверить соответствие размерности труб.
Оптимальная температура для сварочных работ – -15-+45 градусов.
Желательно соединять варианты одной марки, но ПНД иногда соединяют и с разной маркировкой.
В работах стоит учесть то, что нельзя допускать:
- резких температурных изменений;
- неравномерность прогрева;
- быстрого охлаждения стыков в местах сварки.
Соединение расплавленных концов между собой не должно быть чрезвычайно резким. Еще не нужно передвигать или скручивать их, но между отверстиями не должно быть зазоров.
Торцевую часть удобнее удерживать специальными фиксирующими устройствами. Между фиксаторами помещается специальное греющее зеркало. Торцы нужно оплавить до мягкости, а затем зеркало убирается.
Трубы скрепляются руками механически.
Слишком сильное скрепление даст увеличенный нарост внутри труб. Это ребро уменьшит качество эксплуатации готового трубопровода. При недостаточном усилии будет затрачено больше времени на сварку. Из-за долгого ожидания необходимого схватывания полиэтилен успеет остыть.
Усилие и давление для каждого вида магистралей можно найти в таблице, которая имеется в документации к сварочнику. Также в таблице указано количество времени, необходимое для остывания материала.
В этот период сваренные части водопровода лучше подержать в том же месте некоторое время.
Метод раструбной сварки позволяет стыковать трубы разной величины. При этом магистраль меньшего диаметра помещается в отрезок с большим диаметром. Принцип соединения схож с электромуфтовым вариантом, так как здесь используются все те же муфты. Они надежно и плотно соединяют разные магистрали.
Последовательность работ идентична тому, как нужно организовывать работы при стыковом соединении. Разница заключается в применяемых инструментах. Например, здесь нужно установить центратор. Нагревать и торцевать нужно еще и сами полиэтиленовые трубы.
В работах можно использовать только муфты без резьбовой нарезки.
Отличается и способ стыковки магистралей. Так как резиновое кольцо характеризуется выталкивающими качествами, для ослабления сопротивления резиновые части умягчают при помощи хозяйственного мыла. Только после этого можно легко соединить трубы между собой. Еще до сварки желательно также зачистить все детали от сора и пыли.
Трубы вставляются в друг друга и стягиваются уплотняющим кольцом внутри. Иногда для качественной сварки магистралей по ним стучат молотком. Работа проводится при использовании деревянного бруска. Удар по трубе молотком не должен быть мощным. Трубу меньшего диаметра нужно просто плотно вогнать в раструб.
Детали между собой должны быть четко зафиксированными.
Кроме сварки, известны такие детали для соединения, как:
- резьбовая заглушка;
- компрессионная заглушка.
Детали устанавливаются в точках соединения двух труб. Для их сварки применяются специальные инструменты.
Они будут способствовать более плотному соединению. Если внутри фитинга в месте стыковки труб образуется зазор, в этом месте будет наблюдаться течь. Также стоит помнить, что трубы, соединенные фитинговыми заглушками, нельзя бетонировать, так как в случае аварии сварные точки невозможно будет починить.
Фланцевое соединение – это такой элемент, который позволяет закрепить не только две трубы, но и отрезки с крантиками, счетчиками, задвижками, прочей арматурой. Фланцы ПНД стандартные, соответствуют ГОСТу.
В обиходе эти детали принимают за прижимные соединители. Это соответствует принципу работы деталей. Они зажимаются с использованием анкеров клинообразного вида. Для скрепления болтов нужна ударная сила.
Основное оборудование, применяемое в работах:
- сварочный аппарат ручного типа для метода в раструб;
- станок для стыкового соединения;
- дополнительные монтажные детали для обработки.
При работе с ПНД важно, чтобы нагревательные элементы агрегата были антипригарными. Детали с таким покрытием не нужно скоблить и чистить после сваривания швов. Агрегаты обычно имеют контрольные индикаторы, а также терморегуляторы. Все эти дополнения особенно выручат в ходе сварки.
В комплекции со сварочным аппаратом обычно поставляются:
- греющие детали и насадки;
- монтажные детали;
- специальная подставка, которая называется струбциной;
- ящик, в котором удобно хранить детали.
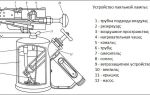
Агрегаты для соединения полиэтилена легкие, удобные в работе. Нагревательные платы аппаратов при поломке можно легко заменить. Эти детали выглядят как круглые пластины с ПТФЭ-покрытием. Они имеют температурную и сетевую лампочку, а также предохранитель. Температуру можно отрегулировать специальным регулятором, а для самого агрегата существует струбцина, на которой он должен быть установлен.
Если нужно сварить трубы размером более 400 мм, специалисты используют:
- машинки для стыкового соединения;
- машинки для раструбного соединения;
- машинки для электромуфтового соединения.
Сварочные агрегаты бывают:
- механические;
- гидравлические;
- автоматические.
Особой универсальностью отличаются гидравлические агрегаты. Этими машинками можно зафиксировать множество швов на разных магистралях. При этом сроки проведения работ будут минимальными, так как оборудование уже включает все необходимые для работы дополнения.
Из дополнительных инструментов стоит упомянуть:
- детали для снятия оксидного налета;
- крепежи для седел большого размера;
- перегибы для ПНД;
- позиционеры;
- выравнивающее устройство;
- фаскоудалители;
- пилки для разделения магистралей.
Пренебрегать любыми видами инструментов не стоит. Соединение труб может получиться некачественным или вовсе бракованным. Сроки эксплуатации такого трубопровода будут явно сниженными.
Сварка полиэтиленовых магистралей своими руками возможна методом электромуфты.
Инструкция может быть представлена следующим образом:
- подготовка;
- фиксация центратором и установка муфты;
- подключение сварочника к муфте;
- сварка;
- удаление аппарата из-под соединения.
Несмотря на то, что сварка предполагается в домашних условиях, торцы нужно все равно обрезать специальным инструментом – труборезом. Это позволит получить лучшую соосность при соединении. Оксидный налет с места соединения удобнее удалить ручным скребком или использовав пруток.
Удаляемый слой должен составить около 200 мм от края труб. Полученную стружку нужно снять этим же скребком. Стыкуемые детали нужно обезжирить спиртом. На этом этапе можно применить специальные салфетки. Для наиболее точного размещения в центраторе магистраль можно разметить в соответствии с габаритами муфты.
По этим значениям трубы и муфту будет удобнее закрепить.
Собранную конструкцию нужно фиксировать с соблюдением техники безопасности. К разъемам на муфте нужно подключить клеммы сварочного аппарата. Устройство включается и производится распознавание штрих-кода, который есть на поверхности муфты. Режим большей части сварочников автоматический.
Период нагрева и охлаждения муфты задается как раз в момент распознавания шифра. Ход сварки запустится после того, как код будет считан, а окончится с подачей звукового сигнала. Для остывания трубы ее нужно оставить в покое на семь минут.
Только после этого можно освободить зажимы с центратора, а оборудование вытащить из-под места пайки.
Для достижения оптимального результата важно руководствоваться не только инструкцией, но и рекомендациями производителя труб и сварочника.
Обязательная часть работ с ПНД – контроль качества соединений. Все выполненные швы нужно обязательно осмотреть. Только после этого можно продолжить обработку. Для сварных швов существуют установленные технические требования. Соединение считается качественным, если соответствует ГОСТу. При этом никакого дополнительного ремонта и обслуживания для сварных соединений водопровода не потребуется.
Качество сварки можно проверить визуально:
- соединение должно выглядеть ровной бороздкой;
- не допускается смещение свариваемых деталей.
Высота валиков, образовавшихся внутри, а также снаружи не должна превышать 2,5 миллиметров. При толщине полиэтилена в 20 мм толщина валика может составить 5 мм. Методика сварки обычно выбирается в зависимости от размера магистралей. Технология доступных методов достаточно проста. Освоить ее можно по приведенным выше теоретическим рекомендациям.
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.
Сварка и монтаж труб ПНД своими руками (инструкция и видео) 2020
Трубы, изготовленные из полиэтилена ПНД, используются практически во всех современных коммуникационных системах, начиная с подачи воды и заканчивая газопроводами и каналами для протяжки кабеля.
Они прочные, эластичные и износостойкие.
Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Типы соединений труб из ПЭ
Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки. Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка. Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.
Легкость установки приспособления обеспечивается наличием на нем специальных отверстий.
Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты.
Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Рекомендации для правильной сварки труб ПЭ
Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
Обзор сварочных аппаратов для полиэтиленовых труб
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.
Сварка в раструб (муфтовая)
Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Важно: перед выполнением раструбной сварки необходимо запастись нужным количеством фитингов плюс небольшой запас на случай брака в работе.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Важно: следует избегать чрезмерного перегрева труб. Иначе при соединении двух элементов пластик просто сложится в гармошку, что нарушит и внутренний просвет труб, и качество соединения.
Совет: после выполнения каждой процедуры сварки нужно обязательно счищать плавленый полимер с тефлоновой поверхности насадок. Иначе он будет мешать следующему процессу сварки. Причём снимать пластик нужно исключительно деревянным шпателем. Так можно сохранить тефлон целым и невредимым. Убирать пластик в холодном виде и металлическими предметами запрещено.
Стыковая сварка
Восстановление изношенных деталей гальваническими покрытиями
Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом.
Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление.
Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Важно: для стыковой сварки пригодны тубы, толщина стенок которых не менее 5 мм, а диаметр превышает 50 мм.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Описание методов сварки труб из ПВХ
Важно: при разметке туб и их резке стоит брать во внимание техническое уменьшение длины трубы после сварки. Для того чтобы правильно высчитать коэффициент сокращения длины, можно воспользоваться данными ниже:
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
- Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
- После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты. После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления; Фото – стыковка
- Далее, нужно отводы установить в муфту. Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Фото – соединение
- Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
- Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото – фланец пнд
Сварка электромуфтовая
Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Инструкция по сборке сварочного аппарата своими руками
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Важно: сваренная таким образом ПНД труба должна оставаться недвижимой до полного остывания. Иначе есть риск нарушить геометрию сварного шва.
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.
При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.
Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Контролируем качество работ
Сварка полиэтиленовых труб — дело хоть и не сложное, все же требует тщательного контроля над качеством сварного шва. Поскольку полимер имеет повышенную вязкость при плавлении, то и шов может получиться не всегда ровным. Поэтому при выполнении работ следует внимательно осматривать результаты:
- Полученный сварной шов должен быть приблизительно ровным. Исключается чрезмерная впалость или выпусклость шва.
- Сам шов не должен критично смещаться относительно уровня магистрали в целом. Смещение вовнутрь (прогиб) допустимо в пределах 10% от толщины стенок свариваемой тубы. Выпуклость допускается в пределах 2,5 мм для трубы со стенками 5 мм. Для толщины стенок тубы 6-20 мм допускается толщина выпуклости в пределах 5 мм.
Соответствие этим параметрам контроля позволит получить рабочую и правильно сваренную магистраль, которая прослужит не одно десятилетие.
Сварка ПНД труб встык в Москве
Работаем с трубой до 1400 мм.
Работаем на собственном импортном оборудовании
Возможен срочный выезд в течение 2-3 часов или на следующий день
Предоставляем в аренду электрогенераторы
Полный комплект необходимых документов для сварки труб и газопроводов
Индивидуальный подход к заказчикам
Аттестованная в НАКС технология сварки и специалисты 1,2,3-го уровней
Предоставляем скидки до 30% в зависимости от объемов работ.
Сварка ПНД встык заключается в нагреве торцов свариваемых труб или деталей до вязкотекучего состояния полиэтилена в результате контакта с нагревателем и последующим соединением торцов под давлением после удаления нагревателя. Встык можно сваривать только трубы и фитинги одинакового диаметра и SDR, изготовленные из одной марки полиэтилена.
Стыковая сварка
Стыковая сварка ПНД труб, трубопроводов под воду, канализации, футляров, кабелей и т.д (кроме газовых трубопроводов).
| 90 | 26-11 (PN6-16) | 800 р. | 960 р. | 20000 р. | 15000 р. | 18000 р. | по догово-ренности | до 25 | 7 кВт 220V 4000 р./смена |
| 110 | 26-11 (PN6-16) | 800 р. | 960 р. | ||||||
| 125 | 26-11 (PN6-16) | 800 р. | 960 р. | ||||||
| 140 | 26-11 (PN6-16) | 800 р. | 960 р. | ||||||
| 160 | 26-11 (PN6-16) | 900 р. | 1100 р. | ||||||
| 180 | 26-11 (PN6-16) | 1000 р. | 1200 р. | 10-15 | |||||
| 200 | 26-11 (PN6-16) | 1100 р. | 1300 р. | ||||||
| 225 | 26-11 (PN6-16) | 1300 р. | 1500 р. | ||||||
| 250 | 26-11 (PN6-16) | 1600 р. | 1900 р. | ||||||
| 280 | 26-11 (PN6-16) | 2100 р. | 2500 р. | ||||||
| 315 | 26-11 (PN6-16) | 2500 р. | 2760 р. | ||||||
| 355 | 26-11 (PN6-16) | 2900 р. | 3500 р. | 23000 р. | 18000 р. | 23000 р. | по догово-ренности | 5-10 | 12 кВт 380V 5000 р./смена |
| 400 | 26-11 (PN6-16) | 3300 р. | 3900 р. | ||||||
| 450 | 26-11 (PN6-16) | 3900 р. | 4600 р. | ||||||
| 500 | 26-11 (PN6-16) | 5000 р. | 6000 р. | ||||||
| 560 | 26-11 (PN6-16) | 5400 р. | 6400 р. | ||||||
| 630 | 26-11 (PN6-16) | 6000 р. | 7200 р. | ||||||
| 710 | 26-11 (PN6-16) | 8000 р. | 9000 р. | 30000 р. | 27000 р. | 35000 р. | по догово-ренности | 4-8 | 44 кВт 400V 10000 р./смена |
| 800 | 26-11 (PN6-16) | 9000 р. | 10000 р. | ||||||
| 900 | 26-11 (PN6-16) | 10000 р. | 12000 р. | 42000 р. | 36000 р. | 45000 р. | по догово-ренности | 4-6 | |
| 1000 | 26-11 (PN6-16) | 12000 р. | 14000 р. | ||||||
| 1200 | 26-11 (PN6-16) | 15000 р. | 18000 р. | 60000 р. | 60000 р. | 65000 р. | по догово-ренности | 2-4 | |
| 1400 | 26-11 (PN6-16) | 20000 р. | 24000 р. |
Скачать прайс-лист на сварку полиэтиленовых трубопроводов
Сварка газопроводов ПНД
| 90 | 11 (PN16) | 1200 р. | 18000 р. | 22000 р. | подоговоренности | до 20 | Мощность 7 кВт 220V 4000 р./смена |
| 110 | 1400 р. | ||||||
| 160 | 1600 р. | ||||||
| 180 | 11 (PN16) | 2200 р. | 24000 р. | 28000 р. | подоговоренности | до 15 | |
| 200 | 2400 р. | ||||||
| 225 | 2600 р. | ||||||
| 250 | 3200 р. | до 10 | |||||
| 280 | 3800 р. | ||||||
| 315 | 4200 р. | ||||||
| 400 | 11 (PN16) | 6200 р. | 30000 р. | 35000 р. | подоговоренности | до 8 | Мощность 12 кВт 400V 5000 р./смена |
| 500 | 8800 р. |
Скачать прайс-лист на сварку полиэтиленовых трубопроводов
Примеры работ
Режимы сварки
Режимы стыковой сварки (PIPEFUSE)
Рекомендуемая толщина стенки трубы при стыковой сварке должна быть не менее 4,5 мм. Стыковую сварку разрешено проводить при температуре воздуха от -15°С до +45°С. Цена за стык на сварку ПНД труб устанавливается каждой компанией по-разному. Мы рекомендуем заказать стыковую сварку полиэтиленовых труб в Москве у нас. Цены на монтаж ПНД труб вы можете посмотреть в таблице выше.
Сварка встык достаточно сложный технологический процесс, требующий высокой квалификации персонала и высококачественного оборудования. Поэтому цена на стыковую сварку полиэтиленовых труб может показаться вам дорогой.
Но помните, что вы платите за высокое качество, чтобы в дальнейшем не тратиться на решение проблем, которые возникают в случае с заказом услуги по низкой цене. Чаще всего цена за стык сварки ПЭ труб устанавливается индивидуально.
Мы сможем осуществить монтаж полиэтиленовых труб 160 мм, 200 мм, 100 мм и так далее. Заканчивая трубами в 1400 мм.
В месте с тем, данный способ обладает рядом несомненных преимуществ:
- Сварка полиэтиленовых труб не требует тяжелой техники;
- Сваривать полиэтиленовые трубы может бригада из 1 — 2 человек.
- Значительно ниже потребление электроэнергии (либо топлива) по сравнению со сваркой стальных труб.
При применении так называемых “длинномерных труб” (на катушках или в бухтах) снижается количество сварных соединений в 50 — 100 раз. Все это значительно ускоряет строительство трубопровода и влияет на понижение стоимости монтажа.
Сварочный цикл можно разделить на следующие этапы:
- Оплавление торцов трубы;
- Нагрев;
- Удаление нагревателя из зоны сварки;
- Сварка;
- Охлаждение.
Сварка экструдером
Также наши специалисты могут выполнить работы по сварке труб экструдером любой сложности.
Получить консультацию специалиста