Отопление
07.09.2018
7.2 тыс.
4.9 тыс.
7 мин.


Температура его плавления составляет около 170 градусов по Цельсию, а твёрдость примерно 55 МПа. Он выдерживает воздействие холода до -15 градусов без изменения своих свойств, правда, при значениях ниже этой температуры становится хрупким.
Благодаря своим характеристикам полипропилен нашёл широкое применение в качестве материала для изготовления водопроводных труб.
Полимер, используемый для их изготовления, не наносит вреда окружающей среде и не нуждается в специальной утилизации.
Прекрасная его адгезия с металлом позволяет изготавливать различного рода фитинги путём спрессовывания с латунными никелированными вставками имеющих резьбу.
При нагревании свыше 160 градусов полимерный материал размягчается и приобретает тягучесть. А при остывании возвращает свою твёрдость.
Это свойство и используется при соединении различных частей трубопровода, сделанного из пластика. Для выполнения неразъемного соединения используется паяльник (утюг).
При этом, чтобы воспользоваться паяльником для полипропиленовых труб, особых знаний не понадобится.
По полипропиленовым трубам (ППР) может передаваться как холодная, так и горячая вода. В зависимости от требований, предъявляемых к водопроводу, используются цельные или армированные конструкции. Армирование позволяет уменьшить температурные расширения.

Выполнено оно может быть следующими способами:
- покрытием алюминием внешней стороны трубы;
- добавлением алюминиевой сетки в середину конструкции;
- усилением с использованием стекловолокна;
- сплавлением композитного материала с фиброволокнами.
В зависимости от типа армирования немного изменяется и инструкция по пайке полипропиленовых труб.
В большей мере это касается устройств с применением алюминия. Пластиковые трубы маркируются латинскими буквами PN и числом после них. Эти цифры обозначают наибольшее давление, которое может выдержать конструкция, собранная из них. Так, PN 20 обозначает, что давление в середине водовода может достигать 2 МПа.
Технические характеристики используемых типов ППР и особенности их соединения для наглядности удобно свести в таблицу:
| Вид усиления | Выдерживаемая наибольшая температура воды, С0 | Степень деформации | Наибольшее выдерживаемое давление, атм | Применение | Особенности соединения |
| без армирования | 60 | средняя | 1 | холодное водоснабжение | — |
| перфорация алюминием | 70 | средняя | 1,5 | передача горячего или холодного носителя | требует удаление перфорации перед пайкой |
| стекловолокно | 90 | низкая | 2 | системы отопления, тёплый пол | не требует зачистки |
| композитный материал | 95 | нулевая | 3 | любое | время окончательного соединения составляет три минуты |
Таким образом, область применения полипропиленовых водоводов обширна. А их устойчивость к коррозии и внешним воздействиям, механическая твёрдость, долговечность, простота монтажа и невысокая цена делают их популярными.
Немало этому способствует и простота соединения частей конструкции, обеспечивающая надёжное неразъёмное соединение. Для сравнения, монтаж всей системы своими руками занимает в пять-шесть раз меньше времени, чем из металла.

Несмотря на конструктивные отличия и множество торговых марок, принцип работы устройств одинаков. Как и обыкновенный утюг, они имеют два основных элемента: нагреватель и терморегулятор. Кроме этого, обязательным атрибутом пайки являются насадки.
Они считаются расходным материалом и продаются как вместе с паяльником, так и отдельно в розницу. Изготавливаются насадки из теплопроводного материала, покрытого сверху тефлоновым слоем. Состоит насадка из двух элементов: одна с углублением, а вторая с буртиком.
С их помощью и происходит нагрев внутренней и наружной поверхности трубы и фитинга.
Термоэлемент располагается в середине корпуса, к которому прикручиваются насадки. Для равномерного нагрева и удобства в работе их расположение относительно друг друга соосно.
При включении устройства в сеть 220 вольт термоэлемент нагревается, передавая своё тепло корпусу паяльника. А тот, в свою очередь, нагревает насадки.
С помощью терморегулятора выставляется и поддерживается необходимая температура нагрева.
Как только термодатчик фиксирует нужную температуру, происходит срабатывание термореле, и подача напряжения на нагреватель прекращается. При снижении температуры на два-три градуса происходит подключение нагревателя к сети заново.

Перед началом работ следует провести ряд подготовительных операций. Это относится как к соединяемым деталям, так и паяльному устройству. Принцип сварки основан на расплавлении двух частей с последующей их физической стыковкой друг с другом до момента кристаллизации.
Чтобы сварочный шов получался надёжным, одна из свариваемых частей вставляется в другую на глубину от 13 до 32 миллиметров, в зависимости от диаметра деталей. Сварка двух труб происходит через фитинг. Они бывают разного вида и размеров.
Каждый фитинг рассчитан на определённый диаметр трубы, поэтому при пайке следует быть внимательным.
В случае использования армированной трубы с алюминиевой фольгой вставляемый конец в насадку должен быть зачищен от её слоя. Зачистка происходит механическим путём с использованием специального инструмента.
Но так как это приспособление довольно дорогое, часто используют ножовочное полотно. Им пропиливают трубу по кругу на глубину расположения армирующего слоя, а после срезают его ножом.
Такой подход требует сноровки и опыта.
Детали перед сваркой следует обрезать до необходимой длины, очистить от грязи и обезжирить. Для этого разрешается использовать изопропиловый, изобутиловый или этиловый спирт. Применение ацетона, уайт-спирита, бензина или водки не допускается из-за рыхления полипропилена после их воздействия.
Втулки перед работой также должны быть очищены с помощью ветоши. Следует уделить внимание целостности тефлонового слоя, использовать насадки с повреждённым покрытием нельзя.
Поэтому чистить металлическими предметами или абразивами запрещено. В случае же сильного пригара используются деревянные скребки.
Для удобства чистки насадки рекомендуется предварительно немного нагреть с помощью паяльника.
На последней стадии подготовки по всему диаметру трубы отмечается линия, обозначающая глубину свариваемой зоны. Этот размер должен соответствовать глубине фитинга. Затем можно будет уже приступить непосредственно к сварке.
После того как все подготовительные операции выполнены, можно переходить к пайке. Для этого понадобится с помощью отвёртки к паяльнику прикрутить насадки требуемого диаметра. С какой стороны располагать внешнюю часть или внутреннюю, значения не имеет, главное, выдержать их сносность.

Утюг для пайки полипропиленовых труб устанавливается на ровную поверхность, включается и прогревается в течение 10— 15 минут. Для того чтобы соединение запаять правильно, можно воспользоваться следующей инструкцией по пайке труб из полипропилена:
- 1. Изучается таблица с данными, из которой берётся необходимое время продолжительности различных технологических процессов:
Диаметр, мм. Время удержания в нагретой насадке, сек. Время кристаллизации соединения, сек. Время полного остывания, сек. Глубина расплавления, мм. 20 6 4 2 14 25 7 4 2 16 32 8 6 4 18 40 12 6 4 20 50 23 6 4 23 - 2. С помощью терморегулятора устанавливается необходимая температура. Это значение составляет не менее 2600 С и в большей мере зависит от диаметра деталей.
- 3. Свариваемые детали одновременно надеваются на разогретые насадки. Труба вводится в паз внутренней части до отмеченной на ней линии, а фитинг надевается на дорн.
- 4. Через определённое время, в соответствии с приведённой таблицей, детали снимаются с насадок и плавным движением вводятся друг в друга на заданную глубину. Соединив элементы, их нельзя проворачивать или изгибать. Их следует удерживать неподвижно до момента застывания. При соединении излишки расплавленного вещества выдавливаются наружу, образуя кольцо вокруг шва.
- 5. Как только шов застынет, полученную деталь можно отпустить, а по окончании времени охлаждения эксплуатировать.

Распространённые ошибки при монтаже можно разделить на несколько типов:
- 1. Недостаточно основательно выполненная очистка поверхностей спаиваемых деталей.
- 2. Попадание воды в сварной шов.
- 3. При обрезке трубы до необходимой длины угол реза превышает 90 градусов.
- 4. Недостаточная длина ввода трубы в фитинг.
- 5. Перегрев или недостаточный нагрев свариваемых деталей.
- 6. Неполное удаление армирующего слоя.
- 7. Несоблюдение правильности стыковки деталей и действий, связанных с последующей попыткой их корректировки.
Профессионалы достигают высокого качества спаянных швов безукоризненным соблюдением правил сварки. Для этого они используют небольшие хитрости. В первую очередь при стыковке важно выдержать сносность.
Сделать это нетрудно. Секрет ровной оси заключается в нанесении параллельной линии с помощью тонкого маркёра или карандаша как на поверхность трубы, так и фитинга.
После расплавления понадобится только аккуратно совместить эти линии.

Для фиксации паяльника в его конструкции используется утяжелённая ножка. Но из-за плохого качества насадок или недостаточного их разогрева вытягивание расплавленных элементов трубопровода из них может привести к переворачиванию устройства. Поэтому рекомендуется сварку проводить с помощником, в задачи которого будет входить удерживать паяльник неподвижным.
Для того чтобы срез был ровный, используются специальные ножницы. С их помощью пластиковая труба режется точно и без приложения усилий. Если же рез получился неровным, допускается его выравнивание с помощью напильника. При этом по окончании выравнивания трубу следует продуть и в случае необходимости удалить фаску.
При выборе насадок предпочтение следует отдавать тем, которые изготовлены из металлизированного тефлона. Они отличаются равномерным прогревом и легко очищаются. Для бытовых нужд подойдёт устройство с мощность 1,2 кВт. Его будет вполне достаточно для сварки труб диаметром до 50 мм.
Таким образом, для пайки труб никаких особых знаний не понадобится, главное, соблюдать процесс пайки и следовать рекомендациям. При этом, так как температура паяльника достигает высоких значений, стоит соблюдать технику безопасности, чтобы предотвратить возможность ожога.
Как пользоваться аппаратом для пайки пластиковых труб?
Планируете провести монтаж водопровода самостоятельно? Хотите узнать, как паять пластиковые трубы? Самое простое решение – это муфтовый или, как его еще называют, раструбный метод соединения с помощью фитингов. Это быстро, просто и недорого. Нужен лишь специальный аппарат для пайки и несколько часов свободного времени. Вы быстро освоите этот процесс – наша статья поможет.
Сегодня больше и больше практичных хозяев, привыкших все в доме делать своими руками, осваивают сантехнические работы. Действительно, зачем вызывать сантехника, ждать его весь день, контролировать его работу и платить за это немалые деньги.
К примеру, монтаж пластиковых труб в ванной и на кухне в обычной квартире может обойтись в сумму более 3000 – 4000 рублей, и это без учета стоимости материалов. Можно хорошо сэкономить, если провести монтаж самому.
Было бы желание и подходящий для работы инструмент – специальный паяльник и несколько вспомогательных приспособлений. Расскажем, каких именно.
Что понадобится для работы?

Сварка или пайка водопроводных труб в быту не требует дорогостоящего и сложного в использовании оборудования. Сегодня каждый хозяин может обзавестись специальным инструментом и навсегда забыть про услуги сантехника. Вот список того, что используется при пайке трубопровода:
- паяльник для пластиковых труб с набором насадок разного диаметра;
- нож для резки труб;
- рулетка для измерения длины элементов при их нарезке;
- разметочный карандаш для отметки длины нагреваемого участка трубы;
- перчатки из термостойкого материала для защиты рук во время работ.
Все это вы можете купить в наборе. Бытовые паяльники для муфтовой сварки пластиковых труб продаются со всем необходимым для работы. Как правило, инструмент и вспомогательные приспособления упакованы в кейс для удобства хранения и перевозки.
Обратите внимание на диаметр насадок к паяльнику – он должен совпадать с диаметром труб, которые вы собираетесь паять. Покупка самого простого комплекта может обойтись всего в 1500 – 2000 рублей, что в два раза меньше оплаты услуг сантехника. Согласитесь, это выгодно.
К тому же инструмент пригодится вам в будущем, например, при установке водопровода в деревне или на даче.
Подготовка труб – залог их герметичного соединения

Прежде чем говорить о том, как паять пластиковые трубы, расскажем, как их для этого подготовить.
Сначала их нарезают под размер исходя из длины трубопровода, изгибов и разветвлений. Не забудьте оставить небольшой запас для вхождения трубы в фитинг. Затем зачищают кромки: ровные, аккуратные края без зазубрин и неровностей соединять гораздо легче.
Если вы используете армированные полипропиленовые трубы, то верхний слой пластика и армирования необходимо снять. Это предотвратит расслоение материала в месте шва во время эксплуатации и снизит риск протечек.
Зачищенные поверхности рекомендуется обезжирить и вытереть насухо, чтобы приступить к их нагреву на паяльном аппарате.
Подготовительный этап не займет у вас много времени, зато вы облегчите дальнейшее выполнение работ и обеспечите надежность соединения элементов.
Процесс пайки. Пошаговое руководство
Когда у вас намечен план трубопровода и изделия нарезаны под размер, можно приступать к их соединению. Лучше осуществлять сборку элементов не на месте монтажа, а на столе – так будет легче, особенно если вы работаете один. Когда же требуется пайка труб на месте их установки, подключите помощника, который будет держать соединяемые элементы, а вы будете работать инструментом.
Теперь расскажем о том, как пользоваться паяльником для труб. Действия можно описать в три шага.
Шаг 1. Включите аппарат в сеть. Поставьте его на ровную поверхность и установите насадки нужного диаметра на нагревательный элемент. Включите кнопку нагрева. Выставьте нужную температуру – как правило, для полипропилена ее значение составляет 260 °C. Дождитесь, пока рабочая часть нагреется.
Для каждой модели в зависимости от мощности это время устанавливается индивидуально, как правило, не превышает 15 – 20 минут. Кстати, если у вас паяльник с двумя ТЭНами, для более быстрого нагрева можно задействовать сразу оба. Однако при достижении рабочей температуры второй следует отключить, чтобы снизить нагрузку на аппарат.
Приступать к пайке можно спустя 5 – 10 минут после достижения рабочей температуры: необходимо дать нагреться рабочим насадкам.

Шаг 2. Установите на насадки паяльника соединяемые элементы: на дорн крепится фитинг, на гильзу – труба. При этом нагревается внутренняя поверхность фитинга и внешняя часть трубы. Нагрев должен осуществляться одновременно. Пластик плавится в течение нескольких секунд – после этого элементы нужно быстро снять.
Шаг 3. Стыковка заготовок осуществляется вручную. Часть нагретой трубы вставляется в нагретый раструб фитинга. Соединять элементы нужно с первого раза, ни в коем случае не разъединять и не проворачивать их, иначе шов будет негерметичен. После стыковки дайте элементам остыть в течение нескольких минут.
Важно соблюдать время термического воздействия на пластик и время застывания соединенных элементов. Это зависит от диаметра трубы и толщины ее стенок. Как узнать подходящий временной интервал? Поможет эта таблица.
| Диаметр трубы, мм | Глубина прогрева, мм | Время нагрева, с | Время охлаждения, мин |
| 20 | 14 | 5 | 3 |
| 25 | 16 | 7 | 3 |
| 32 | 20 | 8 | 4 |
| 40 | 21 | 12 | 4 |
| 50 | 22,5 | 18 | 5 |
| 63 | 24 | 24 | 6 |

Выдерживая рекомендуемое время, вы получите в результате качественное и герметичное соединение. Если переусердствовать и перегреть пластик, он поплывет и забьет отверстие в трубе – тогда вода не будет проходить, а после монтажа будет сложно найти проблемное место.
При недостаточном нагреве есть вероятность неплотного соединения деталей – шов будет пропускать воду, что со временем станет причиной протечки. И еще. Приступая к пайке пластиковых труб в первый раз, попрактикуйтесь на ненужных обрезках труб, чтобы не испортить нарезанные под размер.
Попробовав несколько раз, вы легко доведете действия до автоматизма и сможете повторить алгоритм с деталями для трубопровода.
Теперь вы знаете, как паять пластиковые трубы и какие инструменты вам понадобятся. За короткое время вы сможете собрать водопровод в квартире, на даче или на предприятии. Сделав все правильно, вы получите надежную систему.
Ведь пластиковые трубы служат очень долго: выдерживают температуру от -20 до +90 °C, не подвержены ржавлению и отложению налета на внутренних стенках. Лично осуществляя все этапы работ, вы можете быть уверены в том, что все соединения будут добротными и выдержат рабочее давление воды.
Срок службы такого трубопровода может достигать 100 лет! И только представьте, что это сделаете вы своими руками.
В нашем интернет-магазине вы можете купить все, что нужно для монтажа трубопровода: полипропиленовые трубы, фитинги, паяльный аппарат. Вам не придется покупать это в разных местах – вы получите товары с доставкой в кратчайшие сроки и сможете приступить к работе! Делайте выбор и оформляйте заказ через сайт. Если вам нужна консультация, позвоните менеджеру по телефону 8-800-333-83-28.
Как работает паяльник для пластиковых труб – виды и способы пайки
Содержание:
Каждый домашний умелец имеет в своем распоряжении набор инструментов, без которых невозможно делать текущий ремонт. Так для прокладки трубопровода из полипропиленовых изделий своими руками потребуется специальный паяльник для пластиковых труб.

Если нужно самостоятельно обустроить водопроводную или канализационную систему, следует знать, что ее элементы соединяют между собой способом сваривания. Данный вариант соединения является надежным.
Для сваривания полипропилена используют паяльник для пайки пластиковых труб. Прежде, чем отправиться за покупкой этого инструмента, необходимо узнать о нем всю необходимую информацию, чтобы не сделать ошибочный выбор.
Как работает паяльник пластиковых труб
Сваривание полипропиленовых труб выполняют следующим образом:
- Насадку паяльника помещают внутрь трубы и разогревают полипропилен до 260 градусов.
- Затем один элемент трубопровода заводят внутрь другого уже разогретого и фиксируют там до того, пока материал не застынет.
Специалисты предупреждают: температура, до которой разогревается паяльник для труб из пластика, не должна превышать отметки в 270 градусов. Если нарушить рабочий температурный режим, то в данном материале начинают происходить необратимые изменения, что не может не отразиться на качестве соединения.

Нагревательный элемент в паяльнике располагается вдоль его оси. На рабочей поверхности этого инструмента может находиться несколько насадок, имеющих различный диаметр. Также на корпусе у паяльника можно увидеть элементы регулировки.
Выбор электрического паяльника для труб из пластика
Приобретение специального инструмента исключительно для соединения только нескольких труб нельзя назвать оптимальным решением. Велика вероятность, что профессиональный паяльник для полипропиленовых труб может больше никогда не потребоваться. Возможно, лучшим решением будет арендовать его на 2 — 3 дня.
Если все же принято решение ни от кого не зависеть, тогда следует отдать предпочтение недорогому варианту, поскольку его будет вполне достаточно для прокладки домашней водопроводной системы. Правда, такая модель специального инструмента для сваривания труб, предназначенного для небольшого объема работ, может оказаться маломощной.

Подобный аппарат будет стоить гораздо дешевле профессионального изделия. Например, можно приобрести отечественный паяльник для труб из пластика Бригадир 800. Его мощности, которая составляет 800 Вт, достаточно для проведения строительных работ в домашних условиях. С учетом стоимости, такая модель вполне подойдет для прокладки водопровода из полипропиленовой трубной продукции внутри дома.
В случае, если запланировано проведение большого объема работ по прокладке инженерных коммуникаций с использование пластиковых труб, тогда лучше приобрести дорогостоящий и мощный профессиональный инструмент.
Основными техническими характеристиками, которыми следует руководствоваться, делая выбор паяльника для труб, по мнению специалистов, считаются:
- мощность. Данный показатель определяет скорость, с которой разогревается аппарат и количество свариваний, производимых за единицу времени. В профессиональных моделях этот параметр может достигать 2000 Вт и более, а для домашних работ будет достаточно около 600-700 Вт. Выбор мощности в большинстве случаев зависит от диаметра прокладываемых трубопроводов. Например, паяльник, имеющий мощность 700 Вт, задействуют для труб с диаметром 16 –65 миллиметров. Изделия диаметром до 75 миллиметров обрабатывают инструментом для сваривания мощностью 900 Вт. Для труб с большим диаметром, достигающим 125 миллиметров, потребуется агрегат мощностью 1200 Вт;
- возможность плавно регулировать температурный режим. Наличие на корпусе паяльника такой функции свидетельствует о том, что это качественный аппарат;
- присутствие электронной регулировки. За поддержание определенной температуры отвечает такое устройство как микропроцессор, который при достижении заданного параметра подает соответствующий сигнал.
Насадки для паяльников
В комплект к каждому паяльнику для пластиковых труб должны входить несколько пар сменных насадок, имеющих разный диаметр. Чем их больше, тем инструмент стоит дороже. Насадки изготавливают из металла с обычным или металлизированным тефлоновым покрытием. Последний вариант отличается длительным эксплуатационным сроком, но он весьма уязвим к твердым частичкам.

Покрытие насадок можно легко повредить. Наличие царапин на их поверхности не будет способствовать обеспечению качественного соединения полипропиленовых труб. Желательно приобретать паяльник в специальном ящике, где имеются ячейки, предназначенные для хранения насадок.
Выбор компании-производителя паяльников
От изготовителя специального инструмента для сваривания пластиковых труб зависит долговечность и качество работы аппарата. Домашних умельцев, решивших своими руками проложить водопровод или канализационную систему, нередко интересует, как называется паяльник для пластиковых труб.
Неплохим вариантом считаются модели от чешских производителей с приемлемым качеством, которые подойдут и для дома и для строительства больших трубопроводов. Также хорошо себя зарекомендовали паяльники, выпускаемые турецкими компаниями.
Например, паяльник для пластиковых труб ТМ Candan снабжен двухконтурной системой нагрева, притом, что каждый из контуров имеет собственную мощность. Нагревательный элемент этого аппарата производят из нержавеющей стали. Количество отверстий на нагревательном элементе позволяет одновременно закреплять на нем 3 насадки, причем с разным диаметром, что делает работу с ним более удобной.
Секреты сварки полипропиленовых трубы. Ошибки. Правила пайки

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации.
Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели.
При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
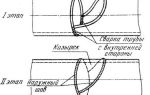
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же: