Пайка металлов серебряными припоями в пламени газовой горелки

Припои и флюсы
Стандартные серебряные припои
Серебряные припои — это обычно сплавы из серебра, меди и цинка. Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
В таблицах приведены состав и свойства серебряных припоев, применяемых в настоящее время в приборостроении:
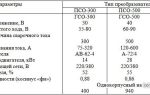
| Марки и их обозначения | Химический состав | ||||||
| Ag | Cu | Примеси | Zn | ||||
| нормальное содержание в % | допуск в % | нормальное содержание в % | допуск в % | Pb не более в % | всего не более в % | ||
| ПСр-10 | 10 | ±0,3 | 53 | ±1 | 0,5 | 1 | Остальное |
| ПСр-12 | 12 | ±0,3 | 36 | ±1 | 0,5 | 1 | |
| ПСр-25 | 25 | ±0,3 | 40 | ±1 | 0,5 | 1 | |
| ПСр-45 | 45 | ±0,5 | 30 | ±0,5 | 0,3 | 0,5 | |
| ПСр-65 | 65 | ±0,5 | 20 | ±0,5 | 0,3 | 0,5 | |
| ПСр-70 | 70 | ±0,5 | 26 | ±0,5 | 0,3 | 0,5 |
Свойства
| Марки и их обозначения | Температура плавления в °С | Температура пайки в °С | Удельный вес в литом состоянии | Электропроводность в % (медь—100%) |
| ПСр-10 | 820 | 870 | 8,55 | 20,5 |
| ПСр-12 | 875 | — | 8,5 | — |
| ПСр-25 | 765 | — | 8,9 | — |
| ПСр-45 | 675 | 745 | 9,15 | 24,4 |
| ПСр-65 | 740 | — | 9,6 | — |
| ПСр-70 | 780 | 775 | 9,8 | 77,1 |
1. Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
2. Химический состав припоев дан согласно ОСТ 2982.
Припой ПСр-10 содержит 10% серебра — практически наименьшее количество в припое для твердой пайки.
Он может служить для соединения деталей из стали и цветных сплавов, нагревающихся при работе до температуры 800°С, как, например, для пайки примусных горелок.
Его применение целесообразно, когда детали в последующем подвергаются термообработке при сравнительно высоких температурах, не превышающих, однако, температуры плавления припоя. Припой ПСр-12 применяют для пайки латуней с содержанием меди 58% и более.
Для тонких работ, когда требуется особая чистота места спая, применяют припой ПСр-25. Однако шов из ПСр-25 плохо выдерживает ударные нагрузки и при стыковых соединениях дает трещины.
Поэтому стыки деталей толщиной до 3 мм надежнее соединять припоем ПСр-45, который содержит значительно больше серебра, чем предыдущие. Он может быть использован для пайки деталей из меди, бронз, стали и никеля.
Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Припой ПСр-65 применяют для пайки ленточных пил, а ПСр-70 — для пайки проводов в тех случаях, когда важно, чтобы места спая не уменьшали резко электропроводность.
Заводы-изготовители обычно поставляют серебряный припой в виде листов, которые затем разрезают на полоски требуемой величины.
Полученный путем сплавления кусок припоя прокатывают на вальцах до толщины листа 1,5—2 мм (или тоньше — в зависимости от метода пайки), а затем разрезают на полоски.
Крайние (более широкие) полосы с неровными краями, получившимися при прокатке листа, используют при пайке крупных деталей (с длинным швом), где нужно много припоя.
Оставшиеся после пайки короткие прутки, которые уже нельзя держать руками, подпаивают к другим пруткам или на латунную проволоку с тем, чтобы использовать их до конца.
Для соединения мелких тонких деталей, требующих небольшого количества припоя, рекомендуется применять полоски шириной 0,5—3 мм.
Промежуточные припои для специальных работ
При пайке сложных узлов и деталей в точном приборостроении чаще всего пользуются серебряными припоями, указанными таблице выше.
Следует отметить, однако, что в последнее время эти серебряные припои не в полной мере удовлетворяют требованиям производства.
В сложных по конструкции узлах требуется ступенчатая твердая пайка, которую при использовании газовой горелки нельзя производить одним припоем, так как запаянные ранее узлы вследствие близкого расположения швов друг от друга распаиваются при нагревании.
Поэтому появилась потребность в промежуточном припое, который имел бы температуру плавления 500—600°С. Такой припой был разработан и получен в лабораторных условиях и при испытании дал хорошие результаты. Пайка узлов значительно облегчилась. Состав нового припоя следующий:
серебра — 30%
цинка — 16,7%
меди — 20%
кадмия — 33,3%
Температура плавления 500—560°С. Применяется этот припой только для пайки изделий, не подвергающихся вибрациям, так как он хрупок.
При тщательной рихтовке длинных труб после пайки их припоем ПСр-45 в местах пайки по шву получались трещины. Чтобы не допустить возникновения трещин, был разработан другой специальный припой следующего состава:
серебра — 52%
меди — 28%
цинка — 20%
Этот припой очень жидкотекуч; швы, спаянные им, выдерживают неоднократные вибрационные нагрузки. Он хорошо зарекомендовал себя при сложных пайках с последующими рихтовальными работами вблизи швов.
https://www.youtube.com/watch?v=WTrvtDL-NaY
Приготовление флюсов
Большое значение для пайки металлов имеют флюсы. Флюс очищает соединяемые поверхности от грязи, растворяет или восстанавливает окисные пленки на них, защищает металл от окисления во время пайки.
Другое важное назначение флюсов — понизить поверхностное натяжение в жидком металле (расплавленном припое). Увеличение под влиянием флюсов жидкотекучести припоя и смачиваемости металла припоем значительно улучшает качество пайки.
Флюсы нужно подбирать таким образом, чтобы они не оказывали вредного химического воздействия на поверхность металла и не растворялись в нем.
В приводимой ниже таблице указаны важные для пайки физические свойства некоторых флюсов.
Физические свойства некоторых флюсов:
| Свойства | B2O3 | Na2B3O710H2O | LiF | KF | NaF | CaF2 | LiCl | KCl | CaCl2 | NaCl |
| Температураплавления в °С | 577 | 741 | 842 | 846 | 988 | 1375 | 606 | 768 | 775 | 800 |
| Температура кипения | — | — | 1676 | 1505 | 1695 | — | 1382 | 1417 | — | 1439 |
| Теплота образования в больших калориях | 282 | — | 144,7 | 134 | 136 | 289 | 92 | 105,6 | 191 | 97,7 |
| Удельный вес | 1,8 | — | 2,6 | 2,4 | 2,7 | 3,16 | 2,1 | 2,8 | 2,15 | 2,2 |
Таблица заимствована из книги Г.И. Погодина-Алексеева «Теория сварочных процессов», Машгиз, 1945.
При пайке с помощью газовой горелки в качестве флюса обычно применялась прокаленная бура, которая вводилась в место спая в виде порошка.
Однако этому флюсу присущ серьезный недостаток: имея высокую температуру плавления, он долго сохраняет порошкообразное состояние и поэтому легко сдувается с соединяемых поверхностей пламенем газовой горелки, в результате чего появляется необходимость дополнительной обработки поверхности деталей и мест спая.
Чтобы флюс оставался на спаиваемой поверхности, буру кипятят в воде, затем кистью наносят полученный раствор на места соединения и дают ему высохнуть. На поверхности остается плотно прилегающий к металлу белый слой буры, который не дает окисляться ранее зачищенным местам пайки.
Однако при пайке мелких деталей, требующих высокой точности, паяльщики неохотно пользуются этим флюсом, так как высокая температура плавления буры усложняет работу. Так, например, при пайке припоем ПСр-45, имеющим более низкую температуру плавления, чем бура, может произойти зашлакование флюса.
В результате многочисленных опытов в настоящее время разработан и применяется флюс в виде жидкой пасты, замешенной на воде или спирте (лучше на спирте), который имеет следующий состав:
буры — 50%
борной кислоты — 35%
> фтористого калия — 15%
Технология приготовления флюса такова:
1) обезводить фтористый калий на противне из нержавеющей стали при температуре 250° С в течение 4—5 час;
2) отвесить компоненты флюса согласно рецептуре, тщательно перемешать их и расплавить;
3) размешать расплавленный флюс фарфоровым или стальным стержнем и вылить на стальную плиту;
4) разбить флюс на куски и размолоть в фарфоровой шаровой мельнице до состояния пудры;
5) просеять через сито № 0,25—0,14 и собрать в стеклянную банку с притертой или резиновой пробкой, так как флюс гигроскопичен.
Использование этого флюса дает неплохие результаты.
При нагреве примерно до 600°С флюс расплавляется, образуя очищенное место для припоя. Припой не растекается по всей поверхности, а остается только там, где был раньше нанесен слой флюса. Чем ровней и аккуратней будет нанесен флюс на спаиваемую поверхность, тем больше можно сэкономить припоя.
Для пайки деталей, у которых при зачистке торцевых соединений в местах заполнения зазоров по шву не должно быть в припое никаких раковин, применяется специальный флюс, состоящий из равных частей тетрафторбората калия, фтористого калия и борной кислоты.
Необходимый для приготовления этого флюса тетрафторборат калия приготовляют двумя способами.
Способ I. В платиновую чашку помещают фтористый калий и растворяют в 20%-ной плавиковой кислоте. При этом протекает реакция:
KF+HF=KHF2
Расчет необходимого количества данных компонентов производится по молекулярному весу в соответствии с реакцией.
По растворении фтористого калия полученный раствор выпаривают на песчаной бане до образования кристаллов калия фтористого кислого (KHF2), которые вместе с раствором охлаждают.
Затем кристаллы отделяют от раствора при помощи воронки Бюхнера, промывают их 2—3 раза спиртом и сушат.
После этого приготовляют концентрированный раствор борной кислоты, который помещают в платиновую чашку, и при помешивании прибавляют к нему ранее полученную сухую соль калия фтористого кислого.
При этом протекает следующая реакция:
2KHF2+H3BО3=KBF4+КОН+2Н2O
Расчет необходимого количества данных компонентов производится по молекулярному весу в соответствии с реакцией.
Полученный раствор выпаривают на песчаной бане до образования осадка тетрафторбората калия (KBF4), который вместе с раствором охлаждают, а затем отделяют от раствора при помощи воронки Бюхнера, промывают несколько раз дистиллированной водой и сушат в сушильном шкафу при температуре 100°С в течение 45—60 мин.
Способ II. В платиновой чашке или в стеклянном стакане, покрытом внутри парафином, растворяют борную кислоту в 20%-ном растворе плавиковой кислоты до получения насыщенного раствора.
При этом протекает реакция:
H3BO3+ 4HF=HBF4+3H2O
Процесс насыщения ведут при комнатной температуре, для чего чашку или стакан охлаждают холодной водой. К полученному раствору борфтористой кислоты добавляют насыщенный при нагревании раствор KCl или KNO3 или K2CO3 до прекращения выделения осадка тетрафторбората калия.
При этом протекает следующая реакция:
HBF 4+КСl=KBF 4+НСl
Осадок тетрафторбората калия отсасывают при помощи воронки Бюхнера, промывают водой до тех пор, пока промывная жидкость не будет давать реакцию (при помощи азотнокислого серебра) на ион хлора, и сушат в сушильном шкафу при 100°С в течение 45— 60 мин.
Описанный флюс с тетрафторборатом калия имеет существенный недостаток — он не ложится на горячие детали. Поэтому подготовку к пайке приходится вести с заранее зафлюсованными и еще холодными деталями.
Другой недостаток этого флюса состоит в том, что он широко расплывается от шва по наружной поверхности, а это ведет к излишнему расходу припоя.
Для пайки ответственных узлов, требующих чистоты и полного пропая шва, применяется также флюс, состоящий из:
тетрафторбората калия — 70%
буры — 30%
Этот флюс дает неплохие результаты и относительно прост в изготовлении.
Источник: http://handicraftcman.blogspot.com/2013/08/blog-post_454.html
вело — высокотемпературная пайка
 Небольшое руководство по пайке рам (вдруг пригодится когда).
Небольшое руководство по пайке рам (вдруг пригодится когда).
Что такое высокотемпературная пайка (ВТ-пайка, brazing)? Высокотемпературная пайка (ВТ-пайка, brazing) — процесс соединения металлических деталей путем заполнения зазора между ними расплавом другого металла при температурах выше 450 гр. Ц.
Расплав металла, которым заполняют зазор, должен смачивать поверхности спаиваемых деталей, с тем, чтобы капиллярный эффект затягивал расплав внутрь зазора. Если процесс протекает при температурах, ведущих к расплавлению основного металла соединяемых деталей, то такой процесс называется сварка (welding) или пайка-сварка (braze-welding).
Материал соединяемых деталей называется основным металлом (base metal), расплав, который соединяет спаиваемые детали, называется припой (filler metal).
Припой также может называться паечным прутком, цинковым припоем, паечным сплавом (brazing rod, spelter, brazing alloy)Последующая информация относится в основном к материалам и техникам используемым при пайке велорам, но может быть применена и к пайке других легких стальных деталей.
Безопасность
При любых высокотемпературных паечных работах выделяются ядовитые пары, а в газовых горелках применяются нестабильные топлива. Обязательно читайте инструкции по безопасности при работе с этими материалами и следуйте этим инструкциям.
Пайка бронзой
Как видно из названия, вт-пайка обычно выполняется при помощи припоев на основе бронзы или латуни, сплавов меди с цинком, оловом и др. металлами. Бронзовые и латунные припои для вт-пайки плавятся при температурах от 800 до 1000 гр. Ц. Такая температура может привести к отжигу стали, сводя на нет предварительную термообработку деталей для их укрепления.
По этой причине термообработанные трубы (например, Reynolds 731) не подвергают вт-пайке бронзой/латунью.Трубы, не проходившие термообработки (Reynolds 531 или простые трубы из хроммолибденовой стали 4130), вполне подходят для пайки бронзой или латунью.
Получаемаые соединения достаточно прочны для нагрузок, которым подвергается велорама, к тому же цена бронзового припоя заметно ниже, чем цена серебряного. Да и процесс пайки проще и менее требователен к квалификации мастера, точности подгонки деталей и терморежиму.
Большая часть массово-производимых паяных велорам, да и заметная часть заказных рам паяется именно бронзой-латунью. Этот припой — хороший выбор, особенно для начинающего мастера.
Пайка серебряными припоями позволяет использовать более низкие температуры и при этом получать более прочные швы. Серебряные припои плавятся и текут при температурах заметно более низких, чем бронзовые-латунные, и лучше затекают в тонкие сочленения. Оба этих фактора увеличивают прочность соединения.
Замечание: Серебряную вт-пайку (silver brazing) часто путают с низкотемпературной пайкой серебро-содержащими припоями, использующейся в сантехнических и др. работах. При неясностях, следует детально уточнить марки припоя и температуры пайки.
Обыкновенно припой для серебряной вт-пайки содержит от 60% до 20% серебра, остальное составляет сплав металлов, включающий медь, цинк, никель и олово. Припои, применяемые в серебрянной вт-пайке, плавятся при температурах порядка 620 гр. Ц., что сильно уменьшает отжиг и сопутствующее снижение прочности спаиваемых термообработанных деталей.
Вблизи спайки остается зона отожженноо металла, но утолщение трубы в этих местах компензирует потерю прочности. На удалении от места пайки отжиг не происходит из-за малого прогрева. В сохранении предварительной термообработки деталей играет роль также квалификация мастера, поскольку более долгий прогрев приводит к более глубокому распространению тепла в деталях.
Серебряные вт-припои часто содержат кадмий, металл, пары которого смертельно ядовиты. Кадмий позволяет снизить температуру процесса вт-пайки и повысить прочностные и другие характеристики изделия, однако применять его следует только при наличии опыта и высокопроизводительной вытяжки.
Паять кадмий-содержащими припоями у себя в гараже — значит, нарываться на неприятности, так что, если вы хотите паять серебряными припоями в домашних условиях, поищите припои без кадмия. Серебряные припои также наиболее хорошо подходят для пайки нержавеющих сталей. Большинство бронзовых припоев не смачивают нержавейку, и даже если смачивают, то качество соединения получается низким.
ВТ-пайка нержавейки — процесс более сложный и требовательный, чем пайка обычных сталей, в некоторых случаях необходим специальный припой, который предотвращает коррозию между основным металлом и припоем. Для предотвращения коррозии в припой вводится небольшое количество никеля. При пайке обычным припоем соединение может быстро прокорродировать, будучи подвержено воздействию воды.
Никелево-серебряная пайка.
Последний класс вт-припоев, который следует упомянуть — никелево-серебряные припои. Несмотря на название, в этих припоях практически нет серебра, состоят они в основном из никеля и меди.
У таких припоев температура плавления заметно выше, чем у настоящих серебряных, потому применять их на термоупроченных трубах не надо.
С другой стороны, никель-серебряный припой прочнее бронзового, часто заметно прочнее, и некоторые никель-серебряные припои хороши для пайки некоторых видов нержавеек.
Припой №11 марки All States специально предназначается производителем для пайки велорам, и соединения с ним получаются очень прочные. Судя по его книге, Тим Патерек также предпочитает этот припой для шовной пайки. У этого припоя очень широкий дипазон рабочих температур — от 650 до 970 гр. Ц. и прочночть на разрыв до 60 кг/кв.мм.
Флюсы
При высоких температурах в процессе вт-пайки большинство металлов быстро окисляется. Окисловая пленка мешает припою смачивать поверхность базовго металла и затекать в соединение. Чтобы предотвратить окисление используются специальные химикаты, которые называются флюсами.
Их функция — растворить оксидную пленку и защитить поверхность металла от дальнейшего окисления. Чаще всего флюсы наносятся в виде пасты на поверхности соединяемых деталей внутри соединения и вокруг него, хотя иногда они нанесены на пруток припоя или добавляются прямо в пламя горелки.
Припой обычно не смачивает необработанную флюсом поверхность. Хотя внутри соединения это мешает, вне него может быть полезно — если вы выполняете соединение, размер которого меньше размера пламени горелки, припой будет пытатьтся растечься по все прогреваемой площади.
При этом обработанная флюсом зона ограничит растекание припоя, что облегчит последующую очистку. Но не переусердствуйте — вам надо, чтобы внутри соединения присутствовал флюс, и вам не надо, чтобы металл вокруг соединения выгорел.
Вы всегда сможете потом удалить излишки припоя напильником, а со временем научитесь контролировать растекание припоя при помощи температуры пламени.Разные флюсы обеспечивают защиту при разных температурах, поэтому важно использовать флюс, который подходит к используемому вами припою.
Обычно флюсы разрабатываются либо для серебряного, либо для бронзового припоя, и они не взаимозаменяемы. Существуют также специальные флюсы, обеспечивающие лучшую защиту при пайке нержавеек, или при длительном нагреве.Информацию о том, для каких температур, базовых металлов и припоев разработан флюс надо искать у производителя флюсов.
Методы вт-пайки
Обычно, заказные рамы паяются вручную. Детали рамы сводятся вместе на стенде, и мастер пропаивает узлы сочленения последовательно с помощью ручной кислород-ацетиленовой горелки. Такие же горелки используются для сварки, но при вт-пайке процесс несколько отличается, т.к. базовый металл не расплавляется.В прошлом, многие рамы паялись методом прогрева над печью, а не горелкой.
При объемном прогреве использование стенда было затруднительно, потому предварительная сборка узлов рамы осуществлялась прихватыванием сваркой или пайкой, а затем узлы последовательно прогревались в открытом пламени. Этот устаревший метод оставался в ходу у консервативных изготовителей рам вплоть до 1970-х годов, но был вытеснен более простым и точным методом ручной газовой пайки.
Как научиться паять
Конечно, данное описание — всего лишь краткое введение в вт-пайку. Чтобы по настоящему научиться паять, лучше всего записаться на спец-курсы. Конечно и без курсов можно приобрести нужный опыт, но вт-пайка это одновременно и наука, и искусство, потому многих полезных тонкостей в книгах можно не найти.
Что читать по теме:
Источник: https://trin-3-trin.livejournal.com/207343.html
Применение серебряного припоя в паянии

Партнерам
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 15.94.
- Максимальная цена — 16.18, а минимальная — 15.70.
- Средняя цена за месяц — 15.94.
- Прогноз цены серебра на конец месяца — 15.94
- Изменение за Март 0%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 15.89.
- Максимальная цена — 16.13, а минимальная — 15.65.
- Средняя цена за месяц — 15.89.
- Прогноз цены серебра на конец месяца — 15.89
- Изменение за Февраль 0%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 15.31.
- Максимальная цена — 16.78, а минимальная — 15.31.
- Средняя цена за месяц — 15.98.
- Прогноз цены серебра на конец месяца — 16.53
- Изменение за Январь 8,0%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 14.42.
- Максимальная цена — 14.58, а минимальная — 13.67.
- Средняя цена за месяц — 14.14.
- Прогноз цены серебра на конец месяца — 13.88
- Изменение за Декабрь -3,7%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 14.40.
- Максимальная цена — 14.62, а минимальная — 14.18.
- Средняя цена за месяц — 14.40.
- Прогноз цены серебра на конец месяца — 14.40
- Изменение за Ноябрь 0%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 14.35.
- Максимальная цена — 15.66, а минимальная — 14.35.
- Средняя цена за месяц — 14.95.
- Прогноз цены серебра на конец месяца — 15.43
- Изменение за Октябрь 7,5%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 14.45.
- Максимальная цена — 14.67, а минимальная — 14.23.
- Средняя цена за месяц — 14.45.
- Прогноз цены серебра на конец месяца — 14.45
- Изменение за Сентябрь %
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 15.48.
- Максимальная цена — 15.71, а минимальная — 15.25.
- Средняя цена за месяц — 15.48.
- Прогноз цены серебра на конец месяца — 15.48
- Изменение за Август %
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 15.96.
- Максимальная цена — 16.20, а минимальная — 15.75.
- Средняя цена за месяц — 15.96.
- Прогноз цены серебра на конец месяца — 15.96
- Изменение за Июнь %
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 16.25.
- Максимальная цена — 16.90, а минимальная — 16.25.
- Средняя цена за месяц — 16.51.
- Прогноз цены серебра на конец месяца — 16.65
- Изменение за Май 2,5%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 16.46.
- Максимальная цена — 16.81, а минимальная — 16.28.
- Средняя цена за месяц — 16.53.
- Прогноз цены серебра на конец месяца — 16.56, изменение за Апрель 0,6%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 17.22.
- Максимальная цена — 17.22, а минимальная — 14.92.
- Средняя цена за месяц — 16.13.
- Прогноз цены серебра на конец месяца — 15.15, изменение за Март -12%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 16.99.
- Максимальная цена — 17.71, а минимальная — 16.91.
- Средняя цена за месяц — 17.27.
- Прогноз цены серебра на конец месяца — 17.45, изменение за Февраль2,7%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 16.85.
- Максимальная цена — 16.60, а минимальная — 17.10.
- Средняя цена за месяц — 16.85.
- Прогноз цены серебра на конец месяца — 16.85, изменение за Январь0%
- Цены указаны за 1 унцию
- Цена серебра в начале месяца — 16.50.
- Максимальная цена — 16.75, а минимальная — 16.25.
- Средняя цена за месяц — 16.50.
- Прогноз цены серебра на конец месяца — 16.50, изменение за Декабрь0%
Главная > Полезно знать > Применение серебряного припоя в паянии
В моих детских воспоминаниях всплывают моменты, когда отец, согнувшись над столом, как ювелир, водил какой-то штукой по металлической детальке. От этой штуки шёл специфический запах. Оказалось, она называлась «паяльник». С появлением в нашей семье новой техники всё реже и реже паяльник попадался мне на глаза.
В школе на уроках труда мы с девчонками бегали к мальчишкам: кормили их собственноручно приготовленным салатом из кальмаров, пирожным «картошка», и наблюдали, как они совершают таинственные для нас действия по спаиванию элементов.
Вряд ли кто-то из нас тогда задумывался, что они могут держать в руках припой серебряный – практически такой же, из чего сделаны были наши сережки. Чисто гипотетически, могли. Хотя, с учётом стоимости скупки серебряного припоя, маловероятно. Как же ещё, кроме стоимости, подобрать нужный припой?
На выбор припоя влияют:
- в первую очередь, его температура плавления.
Стоит знать (и это основы паяния), что припой выбирается такой, чтобы его температура плавления была ниже, чем металлы, которые планируется им соединять (минимум на 50 градусов Цельсия). В противном случае, расплавится всё, или только припой будет нетронут, а соединяемые элементы будут повреждены.
По температуре плавления припои делятся на мягкие и твёрдые. Мягкие плавятся до 300 градусов по Цельсию, твёрдые – свыше 300. Так, к мягким относятся оловянно-свинцовые, оловянно-цинковые и др. К твёрдым – медно-цинковые и серебряные
- напрямую температура плавления связана пределом прочности припоя при растяжении: чем выше температура, тем большей предел растяжения. Градация следующая: до 300 градусов – 16-100 МПа, больше 300 – 100-500 МПа.
- прочность спая;
- устойчивость к коррозии;
- и, конечно, стоимость.
Если рассматривать уже затронутые серебряные припои, то самые распространённые — 2 видов: ПСр-15 и ПСр-45. Эти числа означают процентное содержание серебра в припое. Остальное – это медь и цинк. Припой с большим содержанием серебра обладает чуть меньшей вероятной температурой плавления и большей плотностью.
Также серебро может идти в сочетании со свинцом и оловом, а в пару к меде и цинку иногда идёт кадмий. Интересно отметить, что припои с серебром – все, вне зависимости от его процентного содержания, — начинают плавится при одинаковой температуре – 779 градусов Цельсия.
А вот окончательно расплавляются уже при разных, как и было сказано выше.
Стоит отметить, что с учётом вопросов безопасности и экологии последнее время в припоях и в технике и электронике вообще, особенно бытовой, стараются избегать применения свинца.
Выбор применения серебряного припоя очень велик: это и лужение и пайка меди, латуни и бронзы, и жаропрочных металлов, и посеребряных и собственно серебряных изделий, пайка меди со стеклоэмалью и керамикой, пайка меди и бронзы в различных сочетаниях, а также пайка и лужение стали и цветных металлов, и много других вариантов.
Если Вы обнаружили в каких-то изделиях серебряный припой, его можно выгодно сдать – обращайтесь к нам!
Источник: http://vtordragmetal.ru/polezno-znat/primenenie-serebryanogo-pripoya-v-payanii/
Лучший припой для звука какой припой выбрать Часть — 5

Серебряно-оловянный припой
В большинстве случаев паяю свинцово серебряно-оловянным припоем Radiel-Fondam: 62 % олова, 2 % серебра, 36 % свинца. Звуком данного припоя особо не заморачивался и специальных исследований не проводил.
Но начитавшись Пехтерева и Аббаса решил попробовать безсвинцовый припой как альтернативу своему любимому Радиель-Фондам со свинцом. Попробовал сначала вариант олово-серебро, затем олово-медь.
Сначала расскажу про серебряно-оловянный припой Radiel-Fondam содержащий 4% серебра и 96 % олова.
Физические свойства: Лудит он не хуже обычного ПОС 60/40 и ложится довольно аккуратно, образуя при застывании красивые морозные узоры.
У него есть еще одно интересное свойство – фазовый переход происходит очень резко, если обычный оловянно-свинцовый застывает плавно, то серебряно-оловянный делает это почти мгновенно: жидкий… бам — твердый.
Хоть я и читал, что серебро в припой добавляют не для улучшения проводимости, а чтобы не происходило резкого перехода при кристаллизации между жидкой и твердой фазами.
Иначе — момент, возникающий в результате внутренних напряжений может развернуть паяемые SMD компоненты, ну и для выравнивания электрохимического потенциала. И еще один плюс, у серебряно-оловянного припоя сопротивление в два раза ниже, чем у оловянно-свинцового, что важно для контактов с большим проходящим током. То есть теоретически, он круче чем мой постоянный: серебряно-оловянно-свинцовый.
Звук: Для эксперимента запаял им с десяток соединений в такой последовательности: входные разъемы, галетный переключатель входов, регулятор громкости, входные цепи первой лампы усилителя (монтаж навесной). Пайки получились матовым, а вот — звук, вопреки ожиданиям (если сравнивать с припоем, содержащим свинец), как-то не очень.
Спаял им входные цепи одного канала (второго – обычным, с содержанием свинца), так что для парного сравнения — мог быстро переключаться. Не буду описывать нюансы, но в целом — он мне не понравился (ниже напишу про звук припоя, который понравился).
Мучать усилитель не стал, заменил без свинцовый припой на свой обычный, тонально все выровнялось, и так и оставил.
Медно-оловянный припой
Потом сделал эксперимент с припоем той же фирмы Radiel-Fondam, но с медной присадкой — марка F99U10B13. Содержание олова 99 %, меди 1 %.
Этот конкретный медно-оловянный припой очень чистый с малым количество примесей, как про него написано «припой первой плавки». Похожие по составу на Radiel-Fondam припои азиатского происхождения намного грязнее т.к.
в них в качестве сырья традиционно применяются материалы вторичной переработки.
Спаял им плату ЦАП на TDA 1541 c ламповым клоком от Аббаса. Плата, правда была не залуженная, а покрыта тонким слоем никеля и сверху золотом (такую заказывал у своих знакомых).
Как и говорилось ранее, смачиваемость хуже, чем у серебряно-оловянного ли ПОС-а, но не настолько, чтобы плеваться. В отдельных местах внутреннего флюса для пайки не хватало и добавлял обычный спирто-канифольный, с ним смачиваемость заметно улучалась.
С температурой мучился, не смог подобрать, чтобы пайки были блестящими, на этот раз вся плата получилась с матовыми.
Звук: В качестве контрольных кабелей у меня есть межблочники от Аббаса, распаянные кстати медно-оловянным припоем, но не фирменным, а его собственного приготовления.
Первые час-полтора у меня еще был энтузиазм сравнить разные варианты получения звука с компьютера (новый цап/старый цап, новый/старый кабель, коаксиал/USB-кабель, Linux/Windows), но в общем-то результат стал понятен быстро довольно, поэтому свернул «исследования», загрузил OS Xubuntu, и до позднего вечера просто слушал любимых исполнителей (компьютер был подключен к новому DAC через кабель Аббаса).
Эмоции и восторги были вполне натуральными, и в большом количестве, описывать я их не умею. Могу просто резюмировать, что моей системе новый ЦАП, распаянный медным припоем, добавил очень много разнообразных плюсов:
- У DAC-а очень ровный тональный баланс
- Увеличилась ясность, появилась тонкая проработка интонаций (особо впечатляет это на вокале)
- Появилась рельефность образов и аналоговость звука
- Стало понятно где проблемы с тональным балансом у моего прежнего DAC-а
- Переживаний у слушателя намного больше, особенно, если слушатель женщина. Тут прям до слез…
Физические свойства: Как рабочий инструмент, имею паяльную станцию Weller WECP-20. Ей собственно и экспериментирую с разными припоями. А здесь выяснилось, что паять медно-оловянный припой нужно обычным паяльником с медным жалом, а не многослойным, как в моем или Ersa, иначе — рискуете угробить дорогое жало.
У меня одно прогорело и для дальнейших экспериментов перешел с рабочей станции на обычный паяльник 220 В с регулятором температуры. Мне кажется, что медная присадка служит для выравнивания разницы потенциалов жало-припой, иначе при пайке чисто оловянным припоем жало выгорает за несколько часов (тоже пробовал).
Да и допустимый процент меди в припое 0,7 – 1 % иначе смачиваемость падает очень сильно. Мне кажется, что медно-оловянный припой изначально предназначен для пайки чего-то другого, но не электронных компонентов. У него завышенная температура плавления и смачиваемость явно хуже, чем у серебряно-оловянного и оловянно-свинцового.
Ну и медно-оловянный припой не подвержен «оловянной чуме», как чистое олово и более стабилен во времени.
Эссе в защиту медно-оловянного припоя
Кстати, на форумах те, кто пробовал медно-оловянный припой (без свинца) клянут его почем зря и в каждом посте норовят про него написать какую-нибудь гадость. По идее припой должен электрически соединять два или несколько элементов, привнося как можно меньше электрохимических возмущений.
Обычно при пайке соединяется медь с медью или медь с железом (ножки многих радиоэлементов магнитятся и сделаны явно не из меди). Без олова в припое обойтись нельзя, потому как до сих пор другой основы не изобретено. Но олово в чистом виде для пайки электронных схем не применяется, т.к. химически неустойчиво (подвержено оловянной чуме на морозе и т.д.) и ему нужны стабилизирующие добавки.
Добавки еще и снижают температуру плавления припоя, т.к. чистое олово имеет высокую температуру плавления, что большинству полупроводниковых радиоэлементов — противопоказано. В качестве стабилизирующей добавки очень удобен свинец, сплав делается просто сливанием двух жидких фаз. Но свинец, по идее, для паянного соединения – лишний.
Чем разнообразнее добавляемые в припой элементы, тем сложнее получается электрохимический коктейль, и хуже кристаллическая структура в месте пайки.
В интернете встречал статью, в которой автор, связанный с этой тематикой доказывал, что лишних металлов лучше в припой не мешать.
Основное, что он рассматривал, это строение кристаллической структуры пайки в месте контакта. Он утверждал, что кристаллы плохо друг с другом контактируют и образуют электрохимические пары, не плотно сопрягаются и т.д.
на бытовом уровне для меня это понятно, а влезать с головой в металловедение я не хочу.
Вот ровно по этой причине самый эзотерически правильный припой для пайки медных (в основном) контактов звуковых цепей как раз медно-оловянный, потому как в нем нет лишних элементов. Этот сплав сливанием не сделать, и из-за применения для его производства приемов порошковой металлургии он получается дороже обычного оловянно-свинцового.
Резюме: хоть и намучился я с этим медно-оловянным припоем изрядно, рекомендую всем заинтересованным в правильном звуке его применять вместо обычных оловянно-свинцовых и серебряно-оловянных.
По звуку он (этот конкретный) очень мягкий и правильный, по крайней мере мой эксперимент это показал.
В припое должен быть или в большом объеме — свинец, или небольшая добавка меди, а серебро, хоть и осветляет звук, но по сравнению с медью (ИМХО) играет значительно – хуже.
А Веб = Аббас никогда из своего медно оловяного припоя не делал тайны и публиковал методику изготовления этого припоя у себя на форуме. Только он брал старинные монеты из чистой меди или старинную немецкую проволоку, а у меня, такой возможности не было.
У себя на даче я залез в старую трансформаторную подстанцию времён СССР, полуразрушенную и выломал оттуда, чудом сохранившиеся медные контакты-коннекторы. На даче у меня есть мастерская, зажал контакты в тисах и напилил мелким надфилем медных опилок приличное количество (конкретную рецептуру, Аббас не давал).
Взял магазинный припой ПОС-61, канифоль кусковую светлую и начал на газовой плите варить в чугунке припой с переменным добавлением канифоли в расплав, добавлял медные опилки, размешивая всё стеклянной палочкой, до полного расплавления опилок и появления у смеси чуть красноватого цвета.
Перемешать нужно всё очень тщательно, чтобы смесь была однородной, а потом разлил всё в формочки из керамики, в которую спирали кладут в электроплитках и получились прутки-колбаски.
Этим припоем постоянно пользуюсь при пайке звуковых схем, но перед монтажом нужно тщательно зачистить скальпелем все спаиваемые поверхности и что очень важно — облудить этим же, медьсодержащим припоем. Прирост в качестве звучания, обнаруживается сразу.
Мой опыт применения медно-оловянного припоя
Я такой припой брал в Аудиомании. Он с чистой не активированной канифолью. Запах при пайке обычный, приятно канифольный. Смачивает довольно хорошо.
Получается довольно качественная пайка, но не сильно блестящая (скорее матовая, чем блестящая). И, что самое интересное «на звук выходит» быстро, за 2-3 дня, даже в выключенном состоянии, против 12-15 дней для припоя Asahi 60/40.
Станция Ersa Digital 2000. У этого медно-оловянного припоя есть минус — довольно сильно лачит жало.
С припоем Асахи грязь в звуке держится намного дольше. С Асахи звук улучшается не плавно, а скачкообразно, в первые 10-12 дней улучшения практически нет, а в последующие несколько происходит резкое изменение в лучшую сторону.
У медно-оловянного Radiel-Fondam звук проявляется сразу, и через два дня окончательно стабилизируется. Через какое-то время разница во влиянии припоев на звучание аппарата практически нивелируется. Я только с одним медно-оловянно-серябряным припоем не смог подружиться — Radiel Sn96.
5Ag3Cu0.5 FXN. Грязнит звук даже после длительного прогрева.
Опишу два случая:
Приятель попробовал на звук, вырезанную из оловянной кружки ленту — по звуку она оказалась лучше фирменных медных кабелей, тех, что были у него в наличии. Кружка была, возможно, старая, возраст неизвестен.
Олово из той кружки звучит очень хорошо, с очень высокой прозрачностью и небольшим акцентом на нижней середине. Но это ему даже в плюс, у него система на ШП динамике в открытом ящике и там мидбаса явно не хватает.
Потом ту кружку сдали на химический анализ и выяснилось, что в ней 68 % свинца, 26 % олова, 2,5 % кадмия, 1 % железа и 2,5 % меди. Результат очень удивил! Оказалось, что оловянная кружка сделана в основном из свинца.
После этого попробовали ее нагреть паяльником… Расплавилась! Ну и приятель пустил ее на припой для своего лампового усилителя, говорит, что звучит он – фантастика! Никакой фирменный супер дорогой припой и рядом не стоял.
В Днепропетровске мой знакомый сделал припой на оловянно-свинцовой основе, с добавками меди, золота, церия и тория-232 (по его словам конечно).
Последний видимо в микро дозах – счетчик радиации «Припять» на него не реагирует. Паяется чем угодно, мягкий — как масло. Обычный сетевой «момент» на 40 Вт прекрасно расплавляет довольно толстую колбаску.
Отлично прилипает к контактам без всякого флюса. Пробовали с друзьями на слух:
- У свежезапаянного звук совершенно – никакой, разобранный, напоминает заседания Верховной Рады в Украине: все орут, всех много, а толку никакого.
- После недельного прогона — уже лучше, что-то начинает прорезаться.
- После месяца круглосуточной работы — вот тут начинает работать на полную. Словами точно описать не могу, но как говорят — «все поет». Не будучи скрипачом — ловлю себя на мысли, что тянет взять скрипку.
- После отпаивания разъемов от кабелей и замены его «радиоактивного» припоя на базарный ПОС, получается какая-то хрень, петь перестает точно.
P.S. В шестой части статьи короткие примеры применения разных припоев и их звуковые свойства, чем промывать паянные соединения, чтобы не ухудшилось звучание и где брать действительно звучащий припой, если его нет в магазине.
Ссылки по теме
Источник: http://aovox.com/creativework/439
Что такое серебряные припои? Свойства и фото
 Мода 13 июля 2016
Мода 13 июля 2016
С целью экономии средств многие изготавливают серебряные припои своими руками. Выясним особенности технологии, варианты применения готового сплава.
Если вы не уверены в своих силах, лучше приобрести готовую пасту и не тратить время на сомнительные эксперименты.
Что представляет собой сплав
Чистое серебро – мягкий металл, поэтому он не подходит для работы. В основном мастерами применяются смеси, в составе которых есть цинк, никель, алюминий, медь, кадмий. В серебряные припои, кроме серебра, входят цинк и медь. Шов, выполненный с помощью такого состава, получается прочным и долговечным.
Соединения серебра, меди, цинка, имеют высокую способность к плавлению. Они применяются для серебряного припоя. Для контроля его процентного состава разработан ГОСТ 19746 74. Припои, серебряные марки, всегда указаны в инструкции к изделиям. Паяльный шов, который получен подобным способом, получается прочным.
Припой марки ПСрМц 37
Проволока припоя серебряного (ПСрМц 37 и ПСр-25) применяется для соединения поверхностей, выполненных из латуни. Формой для его изготовления является сплошной лист. Его нарезают на полосы толщиной 1,5-2 мм. Зазоры между соединяемыми поверхностями заполняют серебряным припоем, способным выдерживать механические деформации и вибрации.
Видео по теме
Химический состав
Технология процесса основывается на применении серебряного припоя, предназначенного для ступенчатой пайки.
Учитывая, что припой должен выдерживать температуры до 600 °C, его компонентами являются: 33% кадмия, 30% серебра, 16% цинка, 20% меди. Состав является довольно хрупким, не выдерживает колебаний.
При увеличении количества серебра до 52% получается текучая смесь, выдерживающая многоступенчатое спаивание.
Старинный рецепт варки серебряного припоя
Попробуем выяснить, как сделать серебряный припой в домашних условиях. Есть несколько вариантов его изготовления, у каждого свои нюансы. Чтобы получить сплав, потребуется монета (полтинник) 1924 года, а также пять копеек 1962 года. Для работы нужны: ингус, серебро, газовая горелка, ложка.
Изготовление серебряного припоя начинается с расплавления драгоценного металла. Затем добавляют пятикопеечную монету. Для полного перемешивания смесь покатывают по ложке. От длительности этого процесса зависит конечный результат перемешивания.
Недостатком данной технологии является выгорание химических компонентов, которые нужны для припоя. Далее мастер, создающий своими руками сплав, выливает его в ингус, без обжига раскатывает. Полученный припой имеет 900 пробу. При пайке необходимо приготовить свежий флюс, чтобы гарантировать качество работы.
Мастер следит за пламенем в газовой горелке, чтобы шов получался ровным и прочным.
Технические работы
Для технических работ применяют серебряные припои, содержащие до 80 частей серебра, 16 меди, 4 цинка. Представляют интерес ювелирные серебряные припои, состав которых: 2,8 части латуни, 7 – серебра, 0,2 – цинка. До начала работы проводится зачистка латуни от оксидной пленки.
Чтобы получить 10 граммов такого припоя, расплавляют серебро 999 пробы. Латунь добавляют к жидкому металлу, перемешивают в ложке. После полного расплавления смесь соединяют с цинком, полученный состав прокатывают. Далее ножницами разрезают лист проката, взвешивают его на весах.
Для результативной работы нужны: ложка, наждачная бумага, газовая горелка, весы, фальцы, ложка для перемешивания. Серебряные припои не сделать без латуни, серебра, чистого цинка, буры. Для изготовления технического припоя подходит серебро 94 либо 96 пробы.
Получить такой металл можно при сжигании серебряных изделий: галунов, позументов, парчи.
Плавка припоя
Оплавляя металлы, которые входят в состав смеси, получают в тигле серебряный припой для стали. Помещают гель в горн, заготовив специальное оборудование: буру, емкость с водой, угольную смесь, железный крюк, тигель.
Сначала нужно расплавить тугоплавкие, а затем в смесь добавляют легкоплавкие металлы. Чтобы делать своими руками припой высокого качества, работу необходимо разделить на два этапа. Сначала тигель убирают из горна, соединяют металл в емкости, наполненной водой.
В итоге появляются мелкозернистые капли припоя. Их сушат, потом повторно плавят, покрывая бурой. Как только металл полностью расплавится, его выливают в специальные формы. После застывания бруски либо плитки прокатывают в тонкие полосы.
Для последующего применения их режут на токарном станке на тонкую проволоку.
Характеристики среднеплавких составов
Что представляют собой домашние серебряные припои? Свойства их аналогичны тем составам, что получают в промышленных условиях. У полученных припоев высокая прочность, стойкость к коррозии, низкая температура плавления, высокая теплопроводность.
Во время работы состав заполняет все пространство между спаиваемыми поверхностями, дает ровный и прочный шов. Если нужно сделать сплав марки ПСП-72 важно помнить о том, что при легировании литием температура плавления с медью уменьшается.
Такой состав подходит для пайки стальных деталей, стойких к химической коррозии.
Приготовления припоя в домашних условиях: особенности и алгоритм
Пайка серебряным припоем в домашних условиях предполагает и обратный процесс – превращение жидкого металла в твердое состояние. Сначала серебро важно полностью расплавить, затем его отливают в ингус. Вся работа подразделяется на три этапа: изготовление ложки – плавильни, добавка флюса, размещение в ложке шихты, расплавка исходного материала, помещение его в ингус.
Размещают на дне ложки небольшой картонный прямоугольник, потом пластину чуть большего размера, чтобы она обернула края ложки. Потом качественно обжаривают листы картона.
Ложе должно быть вогнутым, чтобы достигнуть желаемого результата. Процесс плавления припоя в домашних условиях является длительным, поэтому придется запастись терпением. Сортировка шихты выполняется на ювелирных весах.
Мастеру потребуются следующие материалы:
- ювелирные электронные весы;
- 20 г лома серебра 916 пробы;
- серебряный лом 875 пробы;
- чистое серебро (12 граммов);
- бура;
- металл для припоя;
- газовая горелка
Вся шихта делится на несколько кучек по 18-20 граммов. Смешивают серебро и лом 875 пробы. Для одной плавки потребуется примерно 6 граммов лома и 42% чистого металла. Магнитом оно очищается от примесей железа.
Для изготовления припоя берут серебро 875 пробы и медь, соотношение должно составлять 4 к 1 (потребуется серебряный полтинник и три медные монетки). Для флюса используется бура в соотношении 1 к 10.
Далее выполняется регулировка пламени. Не рекомендуется слишком большой огонь, это приведет к сгоранию металлов, а не их плавлению. Над газовой горелкой помещают ложку.
В процессе плавления меняется цвет серебра, оно стекает на дно.
Далее помещают ингус вблизи пламени, чтобы прогреть его. Для качественного расплавления сначала его смазывают воском. Нельзя допускать остывания и блеска расплава, это негативно скажется на технических характеристиках припоя.
Жидкий металл медленно выливают в прогретый ингус. Затем пускают холодную воду. После полного охлаждения бруска вытаскивают его, перевернув для этого форму. Асбестовое либо картонное покрытие можно использовать для 3-5 плавок.
Ремонт серебряных изделий
Красивые цепочки, браслеты, серьги, вилки, ложки, подстаканники из серебра украшают жизнь человека. Но со временем изделия из благородного металла ломаются, нуждаются в ремонте, реставрации. Для выполнения подобных работ потребуется серебряный припой.
Для 925 пробы можно его сделать своими руками, воспользовавшись советами профессиональных мастеров-ювелиров. Для работы потребуются следующие материалы и инструменты: паяльники обычные и неправильной формы, отливка для припоя, лом серебра.
Самый простой вариант того, как провести ремонт порвавшейся цепочки, – отнести ее ювелиру. Но при желании можно справиться с проблемой и в домашних условиях, сэкономив денежные средства.
Чтобы самостоятельно паять серебро, необходимо освоить алгоритм действий, технологические приемы, изучить физические характеристики серебра и его сплавов.
Правила пайки серебряных изделий
Для выполнения подобных действий важно владеть информацией о физико-химических характеристиках материала. Температура плавления серебра — 960 градусов по Цельсию. С точки зрения ювелиров, это средний показатель. К примеру, у меди плавление возможно при 1083ºС, золото плавится при 1063ºС.
В зависимости от компонентов, входящих в состав серебра, их температура будет меняться. Для того чтобы точно узнать характеристики сплава, можно воспользоваться техническими справочниками. Маркировка серебряных припоев подразумевает последовательность русских букв и цифр. Цифры характеризуют процентное содержание в припое благородного металла.
Чтобы отремонтировать серебряное изделие, нужно подготовить паяльник, зачистить поверхность изделия. Серебряный припой позволяет делать прочные, плотные швы, стойкие к коррозии. При ремонте ювелирных изделий применяют припой, содержащий более 70 процентов серебра, либо специальную пасту для пайки.
В домашних условиях для ремонта мелких ювелирных изделий подойдут сплавы серебра, цинка, меди, кадмия. Оптимальным для «новичков» будет следующий состав: 45 частей серебра, 25 – меди, 30 – цинка. Плавление компонентов осуществляется в муфельной печи, потребуется флюс.
Готовую смесь выливают на подложку, после охлаждения пропускают через вальцовочный станок, чтобы получить тонкие листы. Их толщина не должна превышать 0,5 мм. Для домашней пайки нужны листы, ширина которых составляет 1-3 мм. Для домашней пайки ювелирных изделий из серебра нежелательно пользоваться составами, содержащими кадмий.
Данный металл вызывает серьезные проблемы со здоровьем. Место пайки подвергается действию воздуха, образуются оксиды. Чтобы не допустить подобного явления, применяется в домашней пайке колофоний (флюс). При плавлении серебряного припоя важно следить за равномерным распределением флюса по обрабатываемой поверхности.
Если есть сомнения в своих навыках и теоретических знаниях процесса пайки, лучше обращаться к профессиональному ювелиру.
Не рекомендуется применять в домашних условиях составы, содержащие кадмий, так как при испарении он негативно отражается на здоровье. Для предотвращения окислительного процесса и других негативных реакций можно использовать флюс (колофоний). Важно, чтобы он равномерно распределялся по поверхности металла.
Заключение
Паяние серебром потребует от мастера специальных навыков и смелости. Желаемый результат возможен только в том случае, если правильно выбран флюс, серебряный припой.
Для домашнего ремонта не подойдет серебряный лом, поскольку температура плавления будет ниже, чем у реставрируемого изделия. Не подходят для работы и составы, имеющие равный с чистым серебром показатель плавления.
Это вызовет во время плавления протекание припоя.
Источник: fb.ru
Источник: http://monateka.com/article/156762/