
Как не надо паять полипропиленовые трубы
Транскрибатор » Водоснабжение
Довольно приличное количество видеороликов на тему о пайке полипропиленовых труб существует на сегодняшний день на просторах интернета. Посмотрев несколько из них, меня многое удивило.
Один из представленных «мастеров сантехники» заявил: «Вставив трубу и фитинг в паяльник их нужно держать секунд 15-20, прежде чем соединить их между собой». И подобно этому бреду на просторах интернета предостаточно. Поясню для начинающих.
Например, трубы диаметров в 20, нужно выдерживать в паяльнике секунд 5.
Когда вы покупаете аппарат для сварки пластиковых труб и задаетесь вопросом: «Какой диаметр труб сколько секунд надо паять», — то не нужно никого слушать.
В его паспорте, то есть в руководстве к пользователю уже указана таблица. В ней указано какой диаметр труб сколько секунд нужно нагревать и затем сколько секунд нужно фиксировать соединенные детали.
Здесь даже указанно время полного застывания и остывания труб и фитингов определенных диаметров.
В этой статье я буду вести речь о пайке труб 20 диаметра.
Как мы уже упоминали ранее о различных советчиках в интернете, которые советуют выдерживать в паяльнике соединяемые полипропиленовые детали секунд 15-20. И только потом спаивать между собой данные детали.
Мы это сейчас с вами наглядно и проверим. К чему же это приведет? Секундомер мы ставить не будем, будем просто считать про себя. Смотрим, что получилось.
Отверстие почти закрылось. Вот это и есть нарушение при пайке полипропиленовых труб. Напор воды в таких случаях до потребителя на бачок унитаза или смеситель будет поступать очень слабым.
Когда мастером нарушается технология при пайке полипропиленовых труб, конечно от этого страдает только заказчик. Так как внутрь труб заглянуть потом все равно никто не сможет.
Но есть один нюанс, прислушайтесь к моему совету.
После того как вам смонтировали водопровод в квартире или доме, проверьте не упало ли давление и напор воды, который поступает к смесителю. Если напор воды упал, то проблема именно в таком нарушении при пайке полипропиленовых труб и заключается. То есть это будет означать только одно – водопровод вам смонтировали некачественно, с нарушением технологии.
А теперь я вам покажу как правильно все это делается. Вставляем, считаем до пяти. Вытаскиваем, соединяем и не отпускаем. Как только вставили, нужно обязательно держать 6 секунд. А теперь смотрим на качество спаянных деталей. Все в порядке.
А теперь давайте сравним, как было спаяно с нарушениями технологий в предыдущий раз и как спаянно правильно. Как видите разница существенна.
Все права на видео принадлежат: Ремонт своими руками
Источник: http://transkribator.guru/vodosnabzhenie/kak-ne-nado-payat-polipropilenovye-truby/
Пайка полипропиленовых труб — разбираемся как правильно паять

Пластиковые трубы благодаря своей демократичной стоимости и простоте соединения заняли лидирующие позиции в монтаже водопроводных и даже тепловых сетей.
Несмотря на то, что эти конструкции менее прочные и долговечные, чем металлические, многие предпочитают именно их, собираясь поменять инженерные коммуникации в своих домах и квартирах.
Особенно привлекает быстрый монтаж изделий, поскольку пайка полипропиленовых труб позволяет создать прочное и надежное соединение буквально за несколько минут.
Классификация полипропиленовых труб
Особо прочный пластик, использующийся для производства труб, не подвержен коррозии, противостоит отложению солей и появлению известкового налета. Полипропиленовые конструкции предназначены для длительной эксплуатации. Производитель гарантирует 50 летний срок службы сооружений.
Это действительно возможно при условии, что эксплуатироваться трубопроводы будут в условиях предусмотренного инструкцией давления и температуры. Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и наоборот – высокую температуру жидкости при низком давлении.
Все полипропиленовые трубы можно разделить на четыре категории
Трубы из полипропилена выпускаются четырех цветов, что не означает ограничений в использовании за исключением черных, которые производятся наиболее защищенными от уф-излучения.
Конструкции применяются в системах водоснабжения и отопления, возможно их соединение с металлическими сооружениями. Могут использоваться в трубопроводах всех типов: открытых, закрытых и настенных.
Полипропиленовые трубы делятся на категории:
- PN 10 – вариант с тонкими стенками. Применяется для теплых полов, чья температура не выше 45С или для разводки холодной воды.
- PN 16 – используется для организации холодного водоснабжения в системах с высоким давлением или в отопительных трубопроводах с низким давлением.
- PN 20 – труба универсальная, может применяться как для горячего, так и холодного водоснабжения, где температура не выше 80С.
- PN 25 – конструкция армируется алюминиевой фольгой. Используется для центрального отопления и подведения горячей воды температурой не выше 95С. Могут применяться для подключения металлического трубопровода к пластиковому.
Подготовка к сварке + нюансы процесса
В руководствах, которые описывают технологию пайки, указывается, что конструкции диаметром менее 63 мм обычно соединяют методом раструбной сварки. В местах стыков труб используются фитинги, специальные соединительные детали, к которым привариваются элементы. Трубы большего диаметра соединяются без фитингов методом стыковой сварки. Этот способ считается для них наиболее надежным.
Осуществляется пайка труб из полипропилена при помощи ручного сварочного аппарата, который в народе называют утюгом.
Для деталей с диаметром больше 40 мм специалисты рекомендуют использовать приборы с центрирующими приспособлениями, несколько более сложными в работе. Сварочные аппараты снабжены специальными съемными насадками для труб.
Они представляют собой нагревательные элементы, выполненные в виде гильзы для оплавления наружной части трубы или дорн для разогрева внутренней поверхности детали.
Ручной аппарат для сварки полипропиленовых труб
Размеры диаметров насадок варьируются от 14 до 63 мм. Нагревательные элементы покрываются тефлоном, антипригарным материалом. В процессе сварки нужно обязательно следить за чистотой насадок и протирать их после каждого использования специальными скребками из дерева или брезентовой ветошью. Делать это нужно пока элементы еще горячие, очистка холодных деталей недопустима.
Порядок проведения работ
Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов.
Этап #1 — подготовка сварочного аппарата
Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок.
Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки.
Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°.
Аппарат включается и разогревается, что занимает примерно 10-15 мин.
При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается.
Этап #2 — подготовка трубы
При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются.
Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена.
Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.
Резать полипропиленовую трубу нужно только под прямым углом
Этап #3 — разогрев деталей
Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице.
Этап #4 — сваривание элементов
Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.
Детали разогреваются строго определенное время
Этап #5 — охлаждение соединения
Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы. После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости.
Видео-пример проведения паяльных работ
Также, весь этот процесс можно наблюдать в данной видео-инструкции:
Рекомендации, как паять трубы из полипропилена, достаточно просты. Справиться с этой работой можно самостоятельно.
Опытные сварщики предлагают новичкам выполнить пайку первой детали, остудить ее и разрезать, чтобы убедиться, что все выполнено правильно. Если же есть ошибки, они будут сразу заметны.
Таким образом можно достаточно быстро научиться выполнять надежные соединения полипропиленовых труб, что безусловно пригодится в процессе монтажа или ремонта трубопроводов.
Источник: https://aqua-rmnt.com/uchebnik/svarka/pajka-polipropilenovyx-trub.html
Правила пайки полипропиленовых труб и ошибки новичков
 Пайка полипропиленовых труб осуществляется довольно просто после тщательного изучения теории и практики
Пайка полипропиленовых труб осуществляется довольно просто после тщательного изучения теории и практики
Пайка труб отопления или водоснабжения из пропилена имеет свои особенности и секреты.
Само сваривание армированных стекловолокном пластиковых коммуникаций не отличается сложностью. Хоть сначала лучше провести урок для себя, потренироваться на небольших отрезках.
Сложности могут возникнуть, если трубы из полипропилена сваривают в углах и прочих сложных местах.
Технология пайки
Сварка изделий из полипропилена должна проходить в условиях хорошей вентиляции. При нагреве полимеры могут выделять токсичные вещества. А при должной концентрации они могут негативно отразиться на здоровье.
Полипропиленовые трубы обладают отличными эксплуатационными свойствами
Подготовительные работы:
- На плато нагревательного прибора придется установить болванку необходимого размера;
- Отрегулировать температуру на 260 градусов;
- Выполнить подготовку сопрягаемых деталей (правильно разместить, очистить);
- Запустить паяльную станцию;
- Подождать, пока установится необходимая температура, об этом свидетельствует зеленый индикатор.
Дальше трубу и муфту одновременно насаживают на болванку паяльника. Но труба устанавливается во внутреннюю область одной болванки, а муфта – на внешнюю часть другой. Концы трубы засовываются до заранее отмеченной линии. Муфта же продвигается до упора. Чтобы сварить элементы, необходимо помнить о времени.
Если времени будет недостаточно, то наблюдается низкий уровень диффузии, а это отразится на качестве работы. Если времени слишком много, то детали начнут деформироваться, что также негативно сказывается на их качестве. Оптимальное время зависит от диаметра трубы.
После нагрева детали быстро стыкуют. Процедуру выполняют быстро, соблюдая соосность. Можно провести незначительную корректировку на протяжении нескольких секунд, но поворачивать элементы запрещается. Спаивать следует, соблюдая золотую середину: не тянуть, но и не торопиться.
Пайка в сложных местах
Сложные участки паять непросто. Чтобы создать необходимые условия, придется потрудиться. Для начала следует разобраться, какие места считаются труднодоступными. Это:
- Места под потолками;
- Угловое пространство;
- Места с ограниченным движением.
При работе под потолком потребуется подготовить место для размещения сварочного аппарата при ручной формировке соединения. Проще выполнять работу вдвоем. Но можно подготовить специальный крюк.
Для спайки труб в углах необходимо знать их особенности. Для углов предусмотрены заготовки под углом 90 градусов. Концы соединений должны быть чистыми, обезжиренными. При применении переходников и фитингов можно сделать плавные переходы.
Чтобы выполнить пайку в сложных местах, потребуется 2 человека
Угловые соединения, которые находятся на небольшом расстоянии от стены, спаиваются путем последовательного нагрева. Здесь важно контролировать глубину захода фитинга в паяльник. Для достоверных результатов лучше сделать пометки карандашом или фломастером.
В труднодоступных местах процесс пайки имеет свои особенности и технологию, которую нужно выполнять. Стыковочные элементы, даже с небольшими дефектами, требуется заменить. При работе лучше не выключать сварочный аппарат, пусть он будет все время включен.
Способы соединения труб без пайки
Существуют разные варианты соединения элементов без пайки. Здесь многое зависит от назначения трубопровода. Также берут во внимание размер и тип используемых деталей.
Способы соединения без пайки:
- Применение фланцев. Метод считается достаточно надежным. Для соединения используются болты, которые вкручиваются во фланцы.
- Использование фитингов. Они обычно чугунные или стальные. Фитинги позволяют делать переходы и соединять трубы небольшого диаметра в разных углах.
- Применение муфт. Данный способ подразумевает резьбу и обмотку трубы паклей. Это необходимо для герметичности соединения.
- Склейка. Способ, актуальный для трубопровода, подающего горячую воду. Для соединения можно пользоваться клеем.
Соединение без пайки имеет много преимуществ. Так, финансовые расходы на работу незначительные. Спайка же проводится с помощью дорогостоящего оборудования.
Среди плюсов отмечают простой монтаж. Нет необходимости работать с опасным оборудованием и постоянно контролировать температурные режимы. Также соединить такие элементы намного проще. А вот если прорвало спаянные изделия, то привести их в исходное состояние будет непросто. Потребуется помощь специалиста со специальным оборудованием.
Распространенные ошибки в работе
Выполнить спайку своими руками может даже начинающий мастер. В этом поможет поэтапная инструкция. Можно на собственном опыте ознакомиться с особенностями пайки или обратиться к профессионалу.
Заранее следует выбрать инструмент. Для любителей характерны дешевые инструменты, а специалисты используют дорогие и качественные приборы. Но главное — не стоимость, а качество оборудования. Именно от этого зависит конечный результат.
Не стоит слишком долго нагревать трубы
Частые ошибки:
- Прогретые концы хорошо схватываются между собой, поэтому в прокрутке не нуждаются. В противном случае соединение будет хрупким и негерметичным.
- Для разного диаметра труб отводится свое время для прогрева. Можно потренироваться на ненужных участках и проверить качество соединения, разрезав элемент вдоль.
- Начать пайку требуется после подготовительных работ. Прочность соединения будет низкой, если не обезжирить концы.
- Край, срезанный ножовкой, потребуется зачистить. Правильный срез должен иметь форму круга и наклон в 45 градусов к плоскости трубы.
- Делать соединения лучше в местах, где это удобно, двигаясь от источника к потребителю.
- Часто новички выполняют работу в холодное время года. Но при паянии температура в помещении должна быть не меньше 5 градусов, иначе стык будет некачественным.
Правила пайки допускают поочередный прогрев краев. Это оптимальный вариант для труднодоступных мест. Так способ применяют для врезки тройника между двумя стенами.
Выбор паяльника
При выборе паяльника требуется соблюдать ряд критериев. Для начала следует обратить внимание на вид сварочного аппарата. Его выбор зависит от цели покупки.
Перед покупкой паяльника стоит прочитать о нем отзывы в интернете
Критерии выбора паяльника:
- Температурный режим. Качество аппарата определяется стабильностью данного показателя.
- Скорость работы. Определяется мощностью. Для каждого диаметра труб она разная.
- Комплектация. Важно изучить количество насадок.
При покупке паяльника нужно осмотреть наличие тефлонового покрытия. Такая поверхность исключит прилипание горячего полипропилена к насадке. Лучше всего выбирать проверенных производителей. Компания должна обладать хорошей репутацией, положительными отзывами и сертификатами качества.
Спаивание пропиленовых труб требует специального оборудования. Варить коммуникации самостоятельно приходится более дешевыми паяльниками. Здесь важно следовать инструкции по применению таких инструментов. Сама работа выполняется максимально аккуратно с соблюдением всех правил. Паяние не несет никаких сложностей, если заранее ознакомиться с процессом.
Источник: https://kanaliza.ru/truby/pravila-pajki-polipropilenovyh-trub-6-oshibok-novichka
Пайка полипропиленовых труб своими руками — инструкция и инструменты

Если требуется самостоятельно провести разводку водопровода в квартире или в частном доме, то первое что необходимо сделать на этапе подготовительных работ, это подобрать трубы, которые идеально подойдут для этой цели.
В строительных супермаркетах в продаже есть огромное количество изделий, которые изготовлены из различных материалов и отличаются по цене и качеству. Если требуется подобрать трубы, которые хорошо будут справляться со своей функцией и при этом цена изделий не будет слишком высока, то полипропиленовые изделия позволят сэкономить немалые деньги.
Виды используемых полипропиленовых труб
Полипропиленовые изделия бывают 5 видов:
- Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосферДля холодной воды.
- Для горячей воды.
- Для канализации.
- Для вентиляции.
- Для отопления.
Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосфер. Такие изделия идеально подходят для разводки водопровода, выдерживают давление жидкости более 16 атмосфер и соединяются пайкой.
Для горячей воды понадобятся специальные полипропиленовые трубы, которые выдерживают не только значительное давление жидкости, но и температуру до +95 градусов. Полипропиленовое изделие для предотвращения линейного расширения армируется слоем фольги. Это придаёт ему прочности, но в то же время значительно влияет на стоимость таких изделий.
Благодаря небольшому весу и устойчивости к коррозии полипропиленовые трубы успешно используются для обустройства канализационных стоков. Такие изделия могут переносить без деформации понижение температуры ниже 0, а также могут выдержать нагрев до + 95 градусов.
Этот вид труб не зарастает органическими отложениями, поэтому засоры канализации из полипропилена могут образоваться только при неправильной эксплуатации. Изделия имеют различный внутренний диаметр, что позволяет осуществлять подключение различных устройств в системе канализации.
В различных вентиляционных системах также применяются трубы, изготовленные из полипропилена. Для этого вида изделий прочность не является необходимым качеством, а температурные нагрузки в системе вентиляции практически отсутствуют.
Для притока свежего воздуха в жилое или производственное помещение применяются изделия прямоугольной, круглой или овальной формы. Такие изделия имеют малый вес и легко монтируются под навесным потолком или в нише внутри стены.
Для отопления применяются полипропиленовые трубы, которые имеют внутри прослойку из фольги, а также обладают повышенной прочностью к воздействию высоких температур.
Соединение полипропилена между собой осуществляется с помощью пайки специальным паяльным устройством.
Для монтажа отопительных систем могут быть использованы полипропиленовые трубы армированные стекловолокном, такие изделия имеют аналогичные характеристики, позволяющие применять их в условиях высокой температуры:
- Изделия, маркированные PPR, подойдут только для монтажа систем холодного водоснабжения. Такие изделия легко справляются с высоким напорным давлением водопровода, но имеют коэффициент расширение более 1%, поэтому использование таких труб в отопительных системах недопустимо.
- Изделия, маркированные PPR-AL-PPR или PPL-AL-REX, обладают меньшим коэффициентом расширения и имеют внутренний слой из алюминиевой фольги. Такие изделия разрешается использовать в различных отопительных системах, а также при монтаже горячего водоснабжения.
- Изделия с маркировкой PPR-FB-PPR имеют прослойку из стекловолокна, такой полипропилен отличается высокой прочностью и при нагревании имеет небольшое изменение геометрии. Трубы с прослойкой стекловолокна используются для монтажных работ при подключении горячей воды и отопления.
Инструмент для работы
Для выполнения работ по свариванию пропилена необходимо приобрести специальный паяльник. Выбор подобных устройств довольно велик и в специализированных магазинах можно без труда приобрести это устройство. Паяльник состоит из нагревательного элемента и насадок с тефлоновым покрытием.
В устройство встроена система автоматического контроля за температурой нагрева рабочей поверхности, которая не должна превышать +260 градусов. Заданная температура поддерживается термостатом, поэтому при проведении работ трубы удерживаются в паяльнике только необходимое время, чтобы произвести соединение двух частей полипропилена и при этом не расплавить материал полностью.
Выбор устройства зависит от личных предпочтений мастера. Все паяльники можно условно разделить на 3 категории:
- Недорогие модели.
- Изделия средней ценовой категории.
- Дорогие паяльники.
Если паяльник необходим только для монтажа собственного водопровода или отопления, то достаточно приобрести дешевый прибор. Его ресурса будет достаточно для монтажа 2 – 3 систем.
В том случае, когда паяльник необходим для профессиональной деятельности, следует приобрести дорогую модель европейского производства.
Такие изделия прослужат многие годы, и не подведут мастера даже при проведении больших объёмов работы.
Выбор устройства зависит от личных предпочтений мастера
Правила пайки
Прежде чем приступить к процессу соединения труб, необходимо на руки надеть х/б перчатки, если пренебречь правилами безопасности при обращении с паяльником, то можно получить серьёзные ожоги. Также необходимо приготовить паяльник и ножницы для пластика.
Пайка труб производится в такой последовательности:
- На паяльник устанавливается насадка, размером подходящим для пайки данного диаметра.
- Паяльник разогревается до рабочей температуры.
- Трубы в местах пайки очищаются от пыли, вводятся в паяльное устройство.
- Трубы выдерживаются в устройстве в течение 5 сек., затем вынимаются и сразу соединяются между собой. Соединённые трубы необходимо подержать в таком положении около 15 сек., чтобы материал надёжно закрепился в местах стыковки.
При осуществлении процесса пайки полипропилена, важно не перегреть пластик, иначе внутренняя часть может деформироваться и полностью закрыть просвет. Особенную осторожность необходимо проявлять при работе с изделиями небольшого диаметра, по причине малого внутреннего просвета такой полипропилен может быть легко запаян наглухо.
Пошаговая инструкция по пайке полипропиленовых труб
Пайка труб
При осуществлении пайки полипропилена для отопления или горячего водоснабжения, необходимо произвести зачистку верхнего слоя пластика вместе с фольгой, если слой металла оставить нетронутым, то пластик не будет надёжно спаян, что может стать причиной протечек во время эксплуатации системы.
При пайке труб большого диаметра время пайки может быть значительно увеличено. Точное время выдержки можно определить только в процессе проведения монтажных работ. Перед проведением пайки можно провести несколько экспериментов и опытным путём определить время, которое необходимо для надёжного соединения.
Соединение труб
Полипропилен может быть спаян не только с помощью паяльника, но и методом холодной пайки. При использовании этого способа соединение осуществляется с помощью специального клея. Принцип соединения холодной пайкой элементов водопровода такой же, как и при горячей пайке.
В местах нанесения клея полипропилен размягчается, затем два соединяемых отрезка вводятся друг в друга, после происходит затвердение материала. В результате такой пайки получается надёжное соединение двух деталей. Важно во время подготовки двух поверхностей, тщательно очистить соединяемые поверхности от пыли, а также обезжирить их с помощью ацетона.
Такой способ соединения полипропилена не требует покупки дорогостоящего оборудования, но использовать эту технологию для горячего водоснабжения и отопления не рекомендуется.
Пайка полипропилена, может быть осуществлена с помощью электрофитингов. Электрофитинги представляют собой соединительные элементы с нагревательным элементом, который расположен внутри фитинга. К электрофитингу подключаются провода, по которым на нагревательный элемент подаётся напряжение. Величина напряжения и продолжительность подачи тока регулируются автоматически.
Процесс пайки, происходит за счёт частичного расплавления внутренней части электрофитинга. При этом получается надёжное и внешне эстетичное соединение пластика.
Достоинство этого метода заключается в быстроте монтажа и технологичности процесса, но стоимость оборудования и арматуры не позволяет использовать этот метод пайки для выполнения монтажных работ только для собственных нужд.
Блиц-советы
- Если требуется замена устаревших металлических труб в системе отопления, то полипропиленовые изделия подбираются такого же диаметра, как и установленные металлические трубы.
- В процессе работы необходимо следить за чистотой насадок. Качество пайки зависит и от чистоты соединяемых поверхностей.
- Если нет специальных ножниц, то можно использовать ножовку по металлу. Ножовка отлично справится с задачей, но необходимо пилить под углом 90 градусов. Кроме этого, во время работы образуются опилки, которые обязательно следует удалить с поверхности соединяемых материалов.
- Для соединения армированных труб с прослойкой алюминия необходимо приобрести шейвер. Это устройство позволяет снять верхний пластиковый слой и металлическую фольгу. Если армирующий слой находится с внутренней стороны изделия, то необходимо использовать торцеватель, который также необходимо приобрести заблаговременно.
- Соединение фитинга с полипропиленом должно осуществляться строго горизонтально, категорически запрещается в момент соединения двух частей полипропилена сдвигать трубу или фитинг.
- Если монтаж производится в зимнее время в неотапливаемом помещении, то для проведения работ по монтажу полипропиленовых изделий необходимо с помощью электрических обогревателей довести температуру в помещении до положительных значений.
- При работе во влажных помещениях необходимо не допускать попадание воды на поверхность соединяемого полипропилена.
- При необходимости соединения полипропиленовые изделий с металлическими, необходимо использовать специальный фитинг, который с одной стороны соединяется с пластиковой трубой, а другим концом – с металлической.
- Для проведения работ небольшого объёма достаточно приобрести паяльник мощностью 700 Вт, для профессионального применения потребуется прибор большей мощности.
- Приобретать паяльный аппарат следует только в тех торговых организациях, которые работают официально и дают гарантию на реализуемую продукцию.
Источник: https://housetronic.ru/otoplenie/element/truby/pajka.html
Пайка полипропиленовых труб: советы начинающим

Прежде, чем приступать к самостоятельному монтажу полипропиленовых труб, необходимо подготовить некоторые инструменты.
https://www.youtube.com/watch?v=BQaNN9XmN2g
Для работы нам понадобятся: ножницы для резки полипропиленовых труб, небольшой строительный уровень, маркер для разметки трубы, ну и, конечно же, сам паяльник.
Совет: паяльник – дорогой инструмент. Если не хотите отвалить кругленькую сумму за его покупку, можете взять паяльник на прокат. Также поспрашивайте у своих друзей, делавший недавно ремонт.
Залог качественного монтажа пластиковых труб – это чертеж на бумаге. Составьте четкую схему расположения всех элементов конструкции (кранов, углов, тройников, муфт и т.д.), а также рассчитайте размеры труб, не забыв добавить до 3 сантиметров под пайку.
Разметив трубу с помощью маркера, приступаем к резке.
Совет: чтобы в дальнейшем не иметь проблем с пайкой – отрезайте трубу ровно.
Исходя из диаметра трубы, выберем соответствующую насадку и плотно закрепим её на паяльнике. Следующий шаг – выставляем необходимую температуру (как правило, это 260 градусов Цельсия) и подключаем паяльник к розетке.
Как правильно паять полипропиленовые трубы
Хоть процесс пайки полипропиленовых труб – дело весьма ответственное, каждый сможет его освоить.
Итак, мы определились со схемой разводки, подготовили необходимые материалы и инструменты.
Приступаем к соединению трубы с фитингом:
- отрезаем ножницами трубу по линии разметки;
- обезжириваем рабочие поверхности трубы и фитинга;
- разогреваем паяльники для пластиковых труб до необходимой температуры;
- вставляем трубу и фитинг в насадки паяльника, нагреваем их требуемое время для полного прогрева;
- снимаем детали с паяльника и плотно соединяем их друг с другом, стараясь излишне не вращать;
- ждем, пока место пайки остынет.
Немного попрактиковавшись, можно быстро и качественно смонтировать в своём доме подвод горячей и холодной воды, а также подключить отопительные и водонагревательные приборы, не прибегая к помощи специалистов.
Хорошим подспорьем в процессе обучения может послужить видео инструкция: как правильно паять пластиковые трубы.
Нюансы пайки полипропиленовых труб
Стоит учитывать, что в отличие от различных видов фитингов (будь то муфта, угольник, тройник или крестовина), полипропиленовая труба выпускается двух типов: для холодной и горячей воды. Не перепутайте!
Совет: трубу для горячей воды можно смело ставить на место холодной.
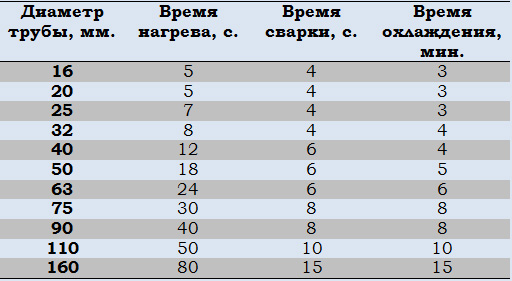
Запрещается проводить пайку полипропиленовых труб при температуре ниже 0 градусов. Также стоит обратить внимание на тот факт, что чем больше диаметр трубы, тем больше времени требуется для её нагревания. Определить, сколько времени займёт процесс нагревания, соединения и охлаждения трубы, а также глубину пайки, поможет таблица.
Совет: после завершения пайки обязательно проверьте место соединения. Там должен появиться равномерный наплыв. Если вы его обнаружили – значит всё сделано правильно. В противном случае, пайка была проведена с ошибками, и нельзя гарантировать надежность конструкции.
Не нужно сразу приступать к непосредственному соединению нужных элементов системы. Потренируйтесь несколько раз на обрезках трубы. Тем самым Вы приобретёте ценный опыт, что позволит в дальнейшем избежать досадных ошибок, сэкономит время и материалы.
Источник: https://www.spets-stroy-portal.ru/instrumenti-i-tehnika/pajka-polipropilenovyh-trub-sovety-nachinajushhim.html
Как паять полипропиленовые трубы

Полипропиленовые трубы имеет массу преимуществ перед другими видами материалов. Они не подвергаются коррозии и образованию грибка, обладают высоким показателем износостойкости и широкий температурный диапазон проводим жидкостей. Потому изделия из пластика широко применяют в бытовых и промышленных строительных и ремонтных работах.
Трубы из полипропилена устанавливают с помощью специализированного паяльного аппарата. Соединение пластиковой трубы с элементами водопровода из металла проводится специальными соединительными деталями. О том, как правильно паять трубы из пластика, рассказано ниже.
Термостойкость труб из полипропилена
Для лучшего понимания правил работы с каким-либо видом материалов, необходимо знать общие характеристики и свойства самого материала. Первая характеристика труб из пластика, на которую стоит обратить внимание – термостойкость.
Изделия из пластика утрачивают свои твердые свойства при температуре 1400С, данная цифра зависит от типа трубы. Производители указывают на своей продукции максимальный температурный режим, для которого она предназначена.
В среднем этот показатель равен 950С для не армированных труб.
Для отопительных систем и прокладки водоснабжения горячей водой следует обратить особое внимание на тип приобретаемых труб.
Высокую термостойкость демонстрируют армированные трубы, сочетающие в себе качества пластиковых и металлических конструкций.
Еще один показатель, на который обращают внимание при подборе материала – максимально допустимое в трубе давление. Все эти цифры указываются производителем непосредственно на самой трубе.
Тепловое удлинение полипропиленовых труб
Тепловое удлинение – это показатель изменения линейных размеров при нагреве. Прямой и длинный участок трубы при нагреве покрывается волнами и провисает.
Монтаж систем отопления или систем подачи горячей воды не следует проводить от перекрытия до перекрытия одним участком трубы.
Иначе в стояке возникнет напряжение, это приведет к деформации трубы и массе неприятностей. Как паять трубы отопления, чтобы избежать проблем:
- Использовать для подачи воды трубы с армирующим покрытием, как уже было сказано выше. Коэффициент теплового удлинения у данного вида продукции в 5 раз ниже, чем у не армированных, к тому же, выше значение допустимого давления.
- Использовать компенсаторы – изгибы участка трубы в форме буквы «П». В таком случае эластичный пластик останется прямым при удлинении, так как ножки у изгиба будут сближаться. Для монтажа системы отопления специалисты рекомендуют использовать оба описанных метода.
Армированные трубы из полипропилена
Армированные трубы – это продукция с жестким каркасом из алюминия или стекловолокна. Армирующий алюминиевый слой располагается снаружи или между слоями пластика. Слои соединяются специальным клеем.
Толщина алюминиевого слоя – 0,1-0,5 мм.
Армирование стекловолокном выполняется немного по другому принципу – слой располагается только по центру, а сама труба представляет собой монолит, слои в котором надежно приварены друг к другу.
Наличие армирующего слоя влияет не только на характеристики трубы, но и на метод ее спайки. В целом процесс монтажа армированной трубы ничем не отличается от прокладки не армированных конструкций. Есть только один нюанс – труба с внешним армирующим слоем из алюминия перед пайкой зачищается специальным инструментом – шейвером. Армированное внутри изделие зачищается торцевателем.
Армированные трубы дороже продукции без покрытия, потому выполнять ими монтаж холодного водопровода не целесообразно. С проводом холодной воды отлично справятся обычные полипропиленовые трубы.
Виды труб и фитингов
Трубы из полипропилена делятся на 4 основные категории:
- Изделие с тонкими стенками PN10 для теплого пола и систем подачи холодной воды. Показатель давления – 1 МПа, максимальная температура – 450С и 200С.
- Изделие PN16 для монтажа отопительных систем с низким значением давления и систем подачи холодной воды. Показатель давления – 2 МПа, верхний показатель температуры – 800С, внутренне армирование алюминием.
- Изделие универсальное PN20 для прокладки холодного и горячего водоснабжения. Показатель давления – 2 МПа, верхний температурный порог – 800С.
- Изделие для прокладки холодного и горячего водоснабжения PN25, внутреннее армирование алюминием. Показатель давления – 2,5 МПа. Верхний температурный показатель – 950С.
Для осуществления соединения труб из полипропилена и изделий из стали используют фитинги с хромированными и латунными вставками. Основные виды фитингов:
- Паечные муфты для изделий одинакового и разного диаметра.
- Уголки 45 и 90о для изделий одинакового и разного диаметра.
- Уголок тройной и тройник для изделий одного диаметра.
- Заглушка.
- Пайка из полипропилена.
- Крестовина.
- Муфты комбинированные с разными типами резьбы – внутренняя, наружная и с накидными гайками.
- Вварное седло.
- Уголки 90 комбинированные.
- Тройники комбинированные, наружная и внутренняя резьба, комбинированные гайки.
- Угольники комбинированные для крепления различных приборов.
- Краны паечные шаровые, с американкой, прямые и угловые.
Необходимые инструменты
Для спайки труб из пластика используют специализированное паяльное оборудование. Продается такая машина в любом строительном магазине, стоимость от 100 EUR.
Самые простые механизмы имеют мощность нагревательного элемента около 800 Вт, этого вполне достаточно для прокладки коммуникаций в квартире или частном доме. Профессиональные паяльники имеют регуляторы установки температуры с точностью до 1-5о С.
На качество пайки мощность не влияет, она определяет лишь скорость нагрева элемента до необходимой температуры.
Стандартный паяльник для труб из полипропилена имеет в комплекте насадки диаметром 20, 25 и 32 мм. Эти размеры подходят для стандартных труб, муфт и соединений.
Насадки являются частью нагревательного элемента, имеют гильзу, которая оплавляет внешнюю часть трубы, и дорн для внутренних поверхностей соединяемых материалов.
Хорошо, если насадки имеют тефлоновое покрытие, оно защищает их от воздействия расплавленного пластика, облегчает снятие расплавленной трубы, увеличивает качество сварки.
Паяльник – это основной инструмент, который необходим для прокладки полипропиленовых труб, но кроме него еще понадобится:
- Рулетка – для замеров необходимых размеров трубы.
- Карандаш – для разметки труб и стен.
- Ножовка по металлу – при условии отсутствия специального ножа для пластиковых труб.
- Острый нож – для снятия фаски с трубы при монтаже.
- Строительный уровень.
- Шеймер для труб армированных снаружи.
- Торцеватель для армированных внутри труб.
Особое внимание следует уделить резке труб перед монтажом. Оптимальным инструментом для этого являются специальные ножницы из стали высокого качества. С их помощью трубы обрезаются ровно, под углом 90 градусов.
Это экономит время при монтаже и делает процесс более простым. Часто производители вводят такие ножницы в комплектацию паяльника для труб, потому при покупке паяльника стоит присмотреться к содержимому коробки.
Правила эксплуатации паяльника
- Паяльник устанавливают на ровную поверхность. Специальными ключами закрепляют насадки нужных диаметров. Насадка, которая будет необходима для пайки на стене, устанавливается с края.
- Отдельные детали трубопровода собирают на установленном стационарно паяльнике. При сборке цепей, на стене работы удобно выполнять с помощником.
- Работы начинают только после полного разогрева паяльника.
Для нагрева до 260 градусов ему необходимо около 10-15 минут. Более точно эта цифра указана в инструкции к аппарату.
- Паяльник не отключают из сети на протяжении всего процесса монтажа.
- Две соединяемые детали нагревают одновременно.
- Остатки пластика с насадки удаляют сразу по окончании спайки с помощью брезентовой ветоши. Очищать остывшие насадки недопустимо.
Инструкция по пайке полипропиленовых труб
- Включается паяльный аппарат на прогрев. Стандартные механизмы имеют два индикатора – терморегулятора и включения аппарата. Индикаторы не гаснут в процессе нагрева паяльника, через 10-15 минут гаснет индикатор терморегулятора. Это свидетельствует о том, что паяльник нагрелся и готов к работе.
- Паяльник потреблять больше энергии во время первого включения, насадка часто оказывается нагретой сверх необходимой температуры. Потому целесообразно дождаться повторного включения и отключения индикатора терморегулятора, а затем уже приступать к работе.
- Отмеряется кусок трубы необходимой длины. Длина берется с запасом, учитывается глубина насадки и фитинга.
- Отмеренный кусок трубы обрезается специальными ножницами или ножовкой по металлу.
- Подбирается подходящий по размеру фитинг – его внутренний диаметр в не разогретом виде должен быть шире внешнего диаметра трубы.
- Протирается от пыли раструб фитинга и внешняя часть трубы, обезжиривается мыльным раствором или спиртом и высушивается.
- Детали устанавливаются на насадки паяльника. Труба вставляется внутрь гильзы насадки, а фитинг одевается на дорн.
- Детали снимаются с паяльника и соединяются друг с другом без поворотов по оси. Это делается с небольшим нажимом. Труба вставляется в фитинг на полную его глубину. Соединения становится надежным после полного застывания пластика.
Это значение указано в таблице выше.
- Если на краях раструба образовался сплошной наплыв в виде валика по всей окружности, значит соединение выполнено правильно.
- Во время выдерживания периода охлаждения не допускается поворот трубы или ее изгиб. Если соединение имеет угол или смещено, то его следует обрезать и выполнить заново.
Подробно рассказывает, как паять трубы, видео в конце статьи.
Несколько отличается процесс спайки армированных труб:
- С внешней стороны трубы снимается фаска, шейвером зачищается армирование.
- Если труба армирована алюминием сверху, то ее просто ставят в зачистку и делают пару оборотов.
- Если армирование внутреннее, то армирующий слой с усилием прижимают к зачистке-торцевателю и проворачивают.
- Далее процесс повторяет спайку не армированных труб, которая уже была описана выше.
Несколько полезных советов
- Чтобы узнать, как паять трубы из полипропилена, нужно понять, что в этом процессе самое главное – действовать быстро и уверенно и соблюдать соотношение деталей. Если пайка труб проводится впервые, целесообразно выполнить несколько пробных соединений. Чтобы проконтролировать качество выполненной спайки, контрольный образец разрезается вдоль.
- Во время выполнения работ, особое внимание уделяют уголкам, тройникам и кранам. Ручки кранов должны свободно перемещаться в любое положение и не упираться в трубу. Также необходимо выполнять технику безопасности, так как работы ведутся при больших температурах, с использованием пластикового материала, который при нагреве выделяет опасные для здоровья пары.
- Снятие фаски с трубы обязательно, также ее необходимо удалять и с внутренней стороны фитинга. Иначе размягченный пластик во время спайки окажется задранным, соединение станет менее прочным.
- Труба в фитинг вставляется до упора. К фитингу приваривается труба по всей длине и ее торец. Особо важен этот момент для изделий с внутренним армирующим слоем.
- Насадки паяльника с покрытием из тефлона нельзя очищать от остатков пластика с помощью металлических предметов. Удалять остатки полипропилена необходимо грубой тканью с разогретой насадки.
Источник: http://stroiremdoma.ru/kak-payat-polipropilenovye-truby/
Как спаять полипропиленовые трубы, особенности сварочных аппаратов, описание поэтапного выполнения работ и их нюансы, а также полезные советы

Необыкновенная прочность, малый вес материала, исключительная долговечность, простота создания сантехнических и тепловых сетей, монтаж которых доступен даже профессионально неподготовленному человеку, небольшая стоимость – все это сделало трубы из рандом сополимера пропилена, блок-сополимера пропилена и гомополимера пропилена в быту называемые просто полипропиленом, необычайно востребованными.
Для соединения таких труб применяют способ сваривания враструб.
Иногда это слово употребляют в написании слитно, иногда раздельно, но суть процесса остается одна – при нагревании до определённой температуры молекулы вещества одной трубы переходят в состав вещества другой детали и после прекращения термического воздействия остаются там, образуя прочнейшую связь. То есть иными словами исчезает физико-химическая граница разделения деталей.
Также, из-за того что при термическом соединении полипропиленовых труб используются фитинги, в обыденном языке называемые муфтами, такой технологический процесс иногда называют «муфтовой сваркой».
В отличие от метода холодного сваривания, системы создаваемые c использованием пайки полипропиленовых труб, можно монтировать для горячего водоснабжения, a также использовать для соединения элементов из армированного полипропилена.
Нормативная база
В документах посвящённых детальной регламентации работ по обустройству сантехнических систем, систем ГВС (горячее водоснабжение) норм, которых следует придерживаться для пайки полипропиленовых труб практически нет.
В СНиП регламентируются работы с полиэтиленовыми трубами и только при создании канализационных систем и наружных систем водоснабжения.
Свод Правил СП 40-102-2000 в отношении сварки полипропиленовых труб регламентирует (пункты 3.3.1 и 7.3.2) пайку враструб для труб, диаметр которых не более чем 110 миллиметров с стенками любой толщины. Однако инструкций режимов выполнения пайки данный документ не содержит.
Ведомственные строительные нормы ВСН 003-88 упоминают использование полипропиленовых труб а также приводят нормативы их спаивания, однако, эти нормы касаются создания нефтепроводов.
В обиходе мастера используют свои специфические названия для:
- сварочного аппарата «паяльник» или же «утюг»;
- для диффузионной сварки «пайка»;
- полипропилена «ППР» или же просто «полик»;
- обозначения труб белого цвета слово «турок»;
- для обозначения труб серого цвета слово «чех»;
- обозначения труб зеленого цвета «немец».
Нормативная база технологий сваривания полипропиленовых труб, а также нормы экспертной оценки качества полученных соединений для систем внутреннего водоснабжения (холодной и горячей водой), канализаций в настоящее время регламентируется нормами DVS принятыми в Германии.
Достоинства трубопроводов из полипропилена
К преимуществам трубопроводов их полипропиленовых труб относят:
- теплостойкость материала;
- применение фитингов делает возможным создание систем неограниченной конфигурации с неограниченным количеством изгибов;
- низкая цена (дешевле только полиэтилен);
- долговременная прочность при работе с наполнителями температурой от 70˚С до 85˚С;
- сварка враструб полипропиленовых труб настолько несложный технологический процесс, что его можно произвести самостоятельно в домашних условиях;
- высокие значения SDR и МАОР определяющие максимальное рабочее давление, которое выдерживает труба
Сваривание (пайка) полипропиленовых труб
Технология соединения полипропиленовых труб пайкой достаточно проста. Для создания прочного соединения свариваются 2 поверхности:
- внутренняя соединительного фитинга;
- наружная полипропиленовой трубы.
Температура в 260˚С необходимая для сваривания достигается за счет разогрева специальных сварочных насадок, изготовляемых из металла и покрытых тефлоном. Один вид насадок, которые применяют для разогревания фитингов имеют название «дорн». Насадка для разогревания трубы имеет название «гильза».
Фитинг совмещают с нагретым дорном, надевая его до упора, а трубу совмещают c гильзой. Выполнять эти операции следует одновременно и максимально быстро.
Когда совмещают полипропиленовую трубу с разогретой гильзой, то её наружный слой оплавляется, происходит его выдавливание наружу в виде валика, который называется «грата».
При этом внутренний слой прогревается в достаточной мере, чтобы упруго сжаться, a затем дать возможность трубе входить в гильзу.
Тот же процесс имеет место при совмещении с нагретым дорном фитинга, только в этом случае грат образуется на внутренней поверхности, a стенка фитинга растягивается.
При продвижении трубы внутрь гильзы в итоге её торец упирается в основание насадки. При этом оплавляется наружное ребро трубы, a также внутрь выдавливается небольшой грат.
При продвижении дорна внутрь фитинга наружный срез этого соединительного элемента упирается в основание дорна и оплавляется, в этом месте также выдавливается грат небольшой высоты, который наползает немного на внутренний упор имеющийся у фитинга.
Моменты упора достаточно легко ощутить руками. По его достижению вдавливание следует прекратить.
В случае работы с ручным паяльником фитинг и трубу удерживают в этом положении для достаточного нагревания свариваемых поверхностей. Если паяльник механический положение фитинга и трубы фиксируется специальными фиксаторами.
Время нагрева находится в зависимости от Ǿ трубы. Оно определяет глубину прогрева.
Существуют специальные таблицы, созданные на основе нормативов DVS с указанием времени различных этапов пайки полипропиленовых труб. Ознакомиться с этими нормами можно в таблице, размещённой ниже.
После истечения времени нагревания фитинг и трубу быстро и одновременно снимают c насадок, a затем совмещают их, вставляя трубу в фитинг. Во время этого процесса труба упруго сжимается, a фитинг упруго растягивается.
Как результат, поверхности подвергающихся спайке деталей давят одна на другую, из-за чего происходит вытеснение воздуха и перемешивается расплавленный материал.
Скорость остывания полипропиленовых поверхностей находится в прямой зависимости как от глубины прогревания, так и от температуры окружающей среды.
При правильном технологическом выполнении операции получается цельная деталь из полипропилена. Затем таким же образом производят спайку трубы c другой стороны фитинга.
Полная прочность соединения достигается при падении температуры деталей до значений около 40˚С. Продолжительность этого процесса находит свое отражение в нормативах DVS и указана в таблице приведённой выше.
Ошибки, которых нужно избегать
При соединении деталей нужно с особой тщательностью отслеживать, чтобы труба была вставлена в фитинг до упора. Если не выполнить это условие образуется промежуток между внутренним упором фитинга и торцом трубы.
Поскольку такой участок трубопровода при нормальном внешнем виде будет иметь больший внутренний Ǿ чем первичный у исходной трубы и более тонкую стенку, то такое соединение станет слабым звеном трубопровода, так как будет способен выдерживать давление меньше расчетного.
Такая ошибка типична для случаев, когда труба не была введена в гильзу до упора.
Другая ошибка – приложение избыточного усилия как при надевании или вставлении деталей на нагреватели, так и при совмещении фитинга и трубы.
Лишние усилия приводят к появлению избыточного грата, который также не будет виден снаружи соединения, но постоянно будет создавать серьезное препятствие потокам газа или жидкостей.
Температурные условия для разогревания
В технологии сваривания полипропиленовых труб враструб нагревание должно происходить быстро, поэтому расчетные показатели температуры на поверхности нагревателей изначально несколько завышаются по отношению к температуре плавления полипропилена.
При этом имеют место некоторые ограничения:
- процесс оплавления поверхностей, которые будут спаиваться должен происходить достаточно быстро, со скоростью, которая не даст возможности разогреться материалы трубы и фитинга «насквозь». Если допустить это, то детали потеряют форму настолько, что сделают их совмещение невозможным;
- излишний разогрев поверхностей нагревателей станет причиной термической деградации полипропилена, узел не выдержит эксплуатации в течение длительного расчетного времени службы;
- тефлон (политетрафторэтилен), который применяются для покрытия поверхностей нагревателей может длительно сохранять свою структуру и свойства, а значит и работоспособность, в течение длительного времени, ели его не разогревать свыше 260˚С;
- допустимые отклонения в температурных режимах для тефлона и полипропилена составляют ±10˚С от расчетной температуры в 260˚С.
Режим быстрого нагревания, характерный для пайки полипропиленовых труб, становится причиной возникновения в месте соединения определённого внутреннего напряжения материала.
Но этот недостаток компенсируется тем, что в результате спайки толщина стенки трубопровода в этом месте вдвое превышает толщину исходной трубы, a также увеличением площади сварки, которая значительно превышает площадь, получаемую при сваривании труб встык.
Выбор аппаратов для сваривания
Конструкционно такие аппараты выглядят следующим образом. Как правило нагреватель изготавливается из алюминия. Внутри нагревателя залит нагревательный трубчатый стальной элемент. На нагреватель при помощи фиксирующего болта устанавливают сварочные насадки.
Выбирая мощность сварочного аппарата следует исходить из того, что при сваривании враструб мощность нагревателя должна быть в диапазоне десятикратного значения диаметра фитинга и трубы, спаивание которых предполагается производить. Мощность выражается в Ваттах, диаметр в миллиметрах.
Например, для спайки фитинга и трубы c диаметром в 40 миллиметров будет нужен аппарат c мощностью нагревательных элементов 400 W.
при этом следует учесть, что такой аппарат будет функционировать на пределе своих возможностей, а значит, его беспроблемный эксплуатационный срок будет снижаться.
Некоторые производители для увеличения надежности аппаратов заливают в алюминий нагревателя 2 нагревательных элемента c достаточной мощностью. Каждый из этих нагревателей может включаться отдельным выключателем.
Наиболее дорогие модели аппаратов для пайки полипропиленовых труб оснащены терморегулирующими системами на основе микропроцессоров. Высокоточные резисторы размещаются как можно ближе к поверхности нагревающих областей.
Такие терморегуляторы делают возможным учитывание инерционности, то есть скорость распространения тепла, текущую интенсивность теплоотбора, мощность нагревательного элемента и иные параметры.
Такие аппараты выводят на заданную температуру прибор максимально быстро и максимально точно поддерживают её.
На аппаратах средней ценовой категории устанавливают капиллярные термостаты с датчиком температуры (капилляром) размещаемым в теле нагревателя.
К недостаткам таких аппаратов можно отнести то, что поскольку терморегулятор включается, когда нагреватель остывает на дельту от заданной температуры и включается, когда нагреватель разогревается на дельту установленной максимальной температуры. Поэтому графически это пилообразный график и сама дельта может достигать ± 5-10 градусов.
Самых плохим считают терморегуляторы на основе биметаллических термореле. Из-за невозможности поместить биметаллическую пластину внутри нагревателя система имеет высокую инерционность теплопередачи, поэтому нагреватель может охладиться ниже допустимых норм, прежде чем термореле зафиксирует изменения. График реальной температуры на нагревающих насадках также имеет пилообразный характер.
Выбирая ручную или механическую модель желательно учитывать нормативы DVS.
Согласно положениям этого документа ручные паяльники применяются для спайки труб диаметром только до сорока миллиметров, от пятидесяти миллиметров, а также выше применяются только механические аппараты, которые дают возможность зафиксировать соосно фитинг и трубу, а также обеспечивать их перемещение относительно друг друга с требуемым усилием.
Входной контроль фитингов, труб, насадок
Существуют определенные требования к процессу предварительной поверки маркировки фитингов, труб, их упаковки, контроля соответствия размеров наружных и внутренних диаметров, толщины стенок труб. Все размеры должны точно соответствовать размерам, которые указаны в сопроводительной документации, сертификатах.
В существующих ГОСТах нет данных касательно полипропиленовых труб, поэтому лучше пользоваться нормами DVS.
Суть этих норм сводится к тому, что полипропиленовую трубу можно ввести в нагретую гильзу лишь прилагая усилия, при этом наружная поверхность трубы должна быть оплавленной.
То же касается и фитинга – нагретый дорн можно ввести в фитинг только через силу, при этом с оплавленной внутренней поверхностью.
Исходя из этого можно ограничиваться достаточно постой проверкой – трубу диаметра соответствующего диаметру гильзы нельзя ввести в неё пока она находится не в нагретом состоянии. То же касается фитинга и дорна. Если выбранные полипропиленовые детали совмещаются c холодными насадками – перед вами явный брак.
Следует отметить, что практически все качественные насадки конструкционно снабжены воздушным каналом в боковой части.
Подготовка к сварке
Для описанного выше соединения полипропиленовых труб потребуются:
- «паяльник» c насадками нужного размера;
- роликовые труборезы или же специальные ножницы;
- при небольших объёмах монтажных работ можно воспользоваться для резки обычной ножовкой по дереву;
- абразивный материал, чтобы удалить бахрому, которая образуется при отрезании ножовкой;
- линейку или рулетку;
- маркер.
Виды пайки труб из полипропилена
DVS описывает два вида спаивания полипропиленовых труб:
- Тип «А» — в этом случае трубы перед диффузным соединением механически не обрабатываются. Возможная эллипсоидность внутреннего диаметра трубы не играет большой роли, поскольку труба надвигается на разогретую насадку и благодаря эластичности материала при этом исчезает. Этот тип применяется в России повсеместно практически в ста процентах случаев;
- Тип «В» — с помощью специального приспособления – калибратора – производят обязательную калибровку трубы, при этом труба входит в фитинг более глубоко и с меньшим усилием.
Очистка соединяемых поверхностей
Согласно DVS поверхность полипропиленовой трубы в месте сварки очищают скребком, а затем протирают раствором, содержащим технический спирт. Производится обезжиривание соответствующими составами. Обработка скребком необходима для удаления слоя окисленного полипропилена.
Снятие фаски
Согласно нормам DVS c кромки трубы нужно снять наружную фаску (угол 15˚, глубина от 2 до 3 миллиметров. Если соединяются трубы небольших диаметров этим требованием можно пренебречь.
Нанесение на трубу метки
На поверхности трубы наносят метку на расстоянии соответствующем размеру глубины фитинга (расстояние до упора). В последующем эту метку используют для визуального контроля вдвигая трубу в фитинг.
После выполнения подготовки проводят поэтапно процесс пайки полипропиленовых труб.
Увидеть, как это происходит можно в видеоролике.
Источник: https://www.expertporemontu.ru/paika-polipropilenovyx-trub-370






