Флюсы сварочные: автоматическая сварка под слоем флюса, ГОСТ и технология

Какая связь между словами «окисление» и «бич»? Самая прямая, если они употребляются в контексте сварки металлов. Потому что окисление металла, которое является прямым следствием высочайшей химической активности в зоне высокой температуры во время электродуговой или газовой сварки, – настоящий бич современной сварки.
В дополнение к испарению материалов сварочной проволоки и снижению скорости процессов окисление металлов негативно сказывается на эффективности плавления. А с увеличением продолжительности процесса сварки в сварочной ванне начинает все больше и больше скапливаться шлак.
Спасение от этих сварочных бед – изоляция и защита рабочей зоны. Это выполняется с помощью специальных сварочных флюсов – композициями из неметаллических элементов с разнообразными свойствами.
Как это работает
Вот что представляет из себя типичный рабочий участок или сварочная зона с обязательными составными элементами:
- верхний слой из шлакового расплава, который легче металла;
- нижний слой основного расплавленного металла, который тяжелее шлакового слоя;
- зона действия электрической дуги температурой внутри в пределах 4000 – 5000°С;
- газовый пузырь, формирующийся под влиянием сильного испарения материалов в кислородной среде;
- корка из шлака, формирующая верхнюю границу твердой консистенции сварочного рабочего участка.
Автоматическая сварка под флюсом.
Некоторые нюансы поведения свариваемого металла может внести сварочная проволока, но в целом металлургический процесс вне зависимости от способа сварки представляет из себя одну и ту же картину. Все было бы чудесно, если бы не шлаковая корка и окисление металла. Они влияют на рабочий процесс и, главное, качество шва самым негативным образом.
Перечисленные выше процессы и реакции относятся к химически активным. Следовательно, нейтрализацию и защиту нужно проводить с помощью химически инертных компонентов. Желательным свойством является еще и легкоплавкость.
Такими характеристиками как раз и обладают сварочные флюсы. В дополнение к основным функциям защиты и изоляции флюсы помогают снизить уровень пыли и проводить поверхностную наплавку.
К флюсам предъявляются следующие требования:
- поскольку флюсы – это вспомогательные компоненты, они должны только улучшать и стабилизировать основные процесса, и ни в коей мере не снижать их производительность;
- изоляция с помощью флюса должна быть безупречной: вся рабочая зона сварочного пузыря от внешней среды;
- в то время как после сварки около 80% флюсового материала должно остаться для следующих работ, остальная часть должна удаляться вместе со шлаковой коркой после очистки.
Функции гранулированных флюсовых смесей
Каждый тип флюса должен выполнять четыре функции:
Стабилизация сварочного процесса
Правильные флюсовые смеси оказывают самое благоприятное воздействие на электрическую дугу: сварка под слоем флюса создает самую комфортную среду для горения дуги – электрического разряда между электродом и краем изделия. Обычно расстояние между полюсами дуги составляет около 5-ти мм.
Изоляция газового облака
Варианты керамического флюса.
Газовое облако должно быть в любом случае непроницаемым, без него металлы не смогут расплавляться в сварочной ванне. Чтобы порошковая флюсовая смесь нормально справлялась с данной задачей, нужно подсчитать максимально точно дозировку порошка на линии шва.
Чем мельче гранулы флюса и чем они плотнее, тем лучше происходит изоляция газового облака. Но совсем мелкой смесь тоже не должна быть, иначе плотность насыпки на поверхности шва будет негативно влиять на его правильное формирование.
Помимо размера гранул смеси на ее изолирующие свойства влияет масса насыпки. Для ее определения существуют специальные таблицы, с помощью которых можно очень точно определить дозу подачи флюса в рабочую сварочную зону.
Функция легирования
Сварочный шов формируется в результате действия высоких температур плавления и физическому взаимодействию металлов – основного и присадочного. Химический состав шва обусловлен видом применяемых материалов. Но под влиянием дуги некоторые нужные и полезные элементы могут выгорать или осаждаться в шлаковых массах.
Чтобы полноценно заменить их, в определенные виды флюсов добавляют специальные легирующие добавки, которые обогащают металлы, образующие шов. Кроме того, такие добавки тормозят нежелательный процесс – переход в шлак марганца и кремния. Если легирование используется, параллельно применяют специализированную присадочную проволоку.
Формирование поверхности
Режимы сварки меди под флюсом.
Прекрасным примером может служить технология сварки под флюсом с применением так называемых «длинных» порошков. Речь о сварке толстых краев металлов на большой силе тока. Для таких условий самым оптимальным вариантом будет использование флюсовые смеси с высокой вязкостью, которая делает процесс остывания медленным и постепенным.
Такая постепенность дает возможность образоваться кристаллической решетке с гладко-чешуйчатой структурой.
В ситуациях «наоборот» – при флюсовой сварке с малыми токами сильная вязкость вовсе не нужна. В таких случаях применяются «короткие» флюсовые смеси, которые при остывании мгновенно превращаются в твердое вещество. Режимы сварки под флюсом – моменты тонкие и важные, от них зависит и качество шва, и форма его поверхности.
Классификация флюсов
Самым грамотным подходом в изучении видов флюсов и тонкостей их применений будет знакомство с ГОСТом 8713 79 о сварке под флюсом. Этому стандарту почти сорок лет, он прошел испытания временем и до сих пор прекрасно работает: в нем есть все, что нужно профессиональному сварщику знать об этой технологии.
Рекомендуем этот ГОСТ самым настоятельным образом. А пока разбираемся с классификацией.
Разновидностей гранулированных смесей множество, они различаются по следующим критериям:
По размерам гранул и внешнему виду
Флюсы делятся по размеру гранул на следующие категории:
- зернистые и кристаллические;
- порошковидные;
- в виде пасты;
- газообразные.
Строение зерен или гранул может быть:
- стекловидным;
- премзовидным;
- цементированным.
По химическому составу
Компоненты и типы флюсов.
Химический состав прежде всего определяет инертность смесей при воздействии высоких температур. Кроме того, есть смеси, которые дают эффект активной диффузии отдельных элементов в металл формирующегося сварочного шва.
При всем разнообразии химического состава и механических свойств флюсовых смесей есть два элемента, которые присутствуют во флюсах всегда и в обязательном порядке: это кремнезем и марганец. В дополнение к ним идут разного рода добавки в виде металлов или ферросплавов для легирования.
При условии постоянного присутствия в составе кремнезема и марганца, доля и разнообразие других добавок могут сильно варьировать. В зависимости от них флюсы подразделяются на три группы:
Оксидные флюсовые смеси
Они применяются в сварке фтористых и низколегированных стальных сплавов. Они содержат в своем составе оксиды металлов и довольно высокую долю соединений фтора – вплоть до 10%.
В зависимости от количества кремния оксидные флюсы бывают бескремнистыми, если доля кремнезема в них меньше 5%; низкокремнистыми с долей кремния в пределах 6 – 35% и высококремнистыми с содержанием кремнезема свыше 35%.
Смешанные флюсы
В составе этих смесей намного меньше оксидов, но зато больше различных солей. Доля кремнезема довольно низкая: 15 – 30%, марганец содержится в пределах 9%, но уровень соединений фтора повышен: содержание CaF2, к примеру, увеличено до 12 – 30%. Смешанные флюсы используются в работах с легированными сталями.
Солевые флюсовые смеси
В них нет оксидов вообще. Напротив, содержание солевых соединений хлора и фтора с кальцием, натрием и барием обусловливает свойства и функции этих смесей. Прежде всего они предназначены для сварки химически активных металлов. Также их используют для переплавки.
Режимы автоматической сварки под флюсом.
Есть еще одна важнейшая химическая характеристика флюсов – это его химическая активность. Она складывается из итоговых окислительных способностей элементов. По данному критерию защитные смеси подразделяются на несколько типов: от высокоактивных с показателем Аф свыше 0,6 до пассивных с показателем активности Аф ниже 0,1.
По способу действия флюсовой смеси
Различаются флюсы так же, как и электроды: есть плавящиеся и неплавящиеся виды. Плавящиеся флюсы отлично работают, когда металлическая поверхность нуждается в дополнительных элементах для улучшения, к примеру, внешнего вида или повышения устойчивости к коррозии металла.
Неплавящиеся флюсы используются, когда главной задачей является повышение механических свойств шва. Чаще всего такого рода сварка под слоем флюса встречается при соединении цветных металлов, высокоуглеродистых сталей и алюминия – все эти перечисленные металлы отличаются капризностью и сложностью сварки.
По назначению
Встречаются, к примеру, флюсы для сварки, специально легированные для улучшения химического состава и качества сварочного шва. Но популярнее всего универсальные гранулированные смеси, которые можно использовать в работах со всеми видами металлов – от высоколегированных стальных сплавов до алюминия и олова в чистом виде.
Флюсы для низкоуглеродистых сталей
Здесь применяются только оксидные варианты. Они встречаются с двумя разными комбинациями системы «проволока – флюс». Первая комбинация – это флюсовые смеси с высокими долями кремния и марганца вместе с проволокой из низкоуглеродистой стали без каких-либо легирующих добавок.
В результате сварочный шов легируется марганцем из флюса. Эта комбинация применяется в основном в российских гранулированных смесях.
В данном случае проволока для сварки с флюсом становится источником легирования. Данная комбинация чаще применяется в зарубежных сварочных технологиях.
Флюсы для низколегированных сталей
Для работ с низколегированными сплавами нужны флюсы с низкой химической активностью, ниже, чем для низкоуглеродистых сплавов. Это свойство обуславливает повышение пластичности сварочного шва. Но вместе с тем повышается образование пор в шве, и его формирование проходит хуже.
Флюсы для высоколегированных сталей
Высоколегированные сплавы означают то, что в сталь добавлено значительное количество самых разных добавок для придания дополнительных свойств этим сплавам. Логичным будет использовать в таких случаях флюсовые гранулированные смеси с минимальной химической активностью, которые содержат малые доли кремния.
Что же касается марганца, то он практически отсутствует во флюсах такого рода.
Флюсы для активных металлов
Пример активного металла – титан, который относится к весьма капризным металлам для сварки. Для них созданы специальные смеси, состоящие полностью из солей – так называемые солевые флюсы. В них нет оксидов для сохранения пластичности швов, потому что примесь кислорода ее всегда снижает.
Основными компонентами солевых смесей являются фторидные и хлоридные соли елочных и щелочноземельных металлов.
Технология производства флюсов
По технологии все гранулированные сварочные смеси подразделяются на два больших класса: плавленые и неплавленые. Обусловлено это деление составом химических элементов этих смесей.
Неплавленые флюсы
Базовым веществом неплавленых флюсов является керамическая основа, которую получают с помощью механического измельчения на специальных шаровых мельницах. Эти смеси бывают мелкозернистыми, если размер отдельного зерна меньше 1-го мм; нормальными, если зерно помещается в размеры от 3-х до 4-х мм.
Помимо традиционных компонентов типа кремнезема и марганца в состав неплавленых флюсов могут входить оксиды, металлические порошки или ферросплавы. Главный критерий целесообразности компонентов смесей – их способность улучшать металлургические процессы, происходящие в рабочей зоне.
Это поверхностное легирование, раскисление металлов, мелкозернистая структура шва, снижение доли вредных примесей в шве. И вдобавок ко всем этим бенефитам в сварке с неплавлеными флюсами можно использовать проволоку подешевле.
Недостатки, конечно, тоже имеются. Такие смеси плохо переносят влажность в любом концентрации, они очень гигроскопичные и, впитав влагу, они значительно ухудшают качество материала. Все это можно решить грамотной упаковкой и, конечно же, соблюдением правильных условий хранений. Кроме того, необходимо строго контролировать весь процесс сварки, чтобы не упустить изменения условий легирования.
Магнитные флюсовые смеси также относятся к неплавленым. Они очень похожи по своему составу на керамические варианты, но содержат металлический порошок для повышения эффективности сварочного процесса.
Плавленые флюсы
Технология производства плавленых флюсов сложнее, чем неплавленых. Они имеют светло-желтую окраску или совсем прозрачные. Плотность весьма умеренная.
Производство гранулированных смесей плавленого типа включает в себя четко разделённые по времени этапы:
- размельчение до необходимых размеров всех элементов смеси;
- перемешивание элементов смеси в специализированной мельнице;
- плавка в печке;
- преобразование частиц в гранулы точных необходимых размеров с помощью воды, в которой расплав флюсовой смеси охлаждается и затвердевает в виде шариков.
- сушка в барабанах;
- финишное просеивание для отсева нестандартных гранул, упаковка с соблюдением изоляции от влажности.
Состав плавленых флюсов не отличается оригинальностью: в основе те же кремний и марганец. Кремний обладает отличными раскисляющими свойствами, которые работают на однородность расплавленного металла во время процесса, снижая долю окиси углерода.
Марганец нужен прежде всего для восстановления железных оксидов. Дополнительно марганец способствует образованию легко удаляемой корки, связывая в сульфиды серу из шлаков.
Этапы работы в сварке под флюсом
Дуговая сварка под флюсом начинается с формирования насыпного слоя толщиной не менее 60-ти мм на металлической поверхности, которая будет прилегать к стыку и будущему сварочному шву. Если слой насыпать меньше, чем нужно, в процессе могут произойти технологические сбои и неприятности – например, непровар, который сопровождается образованием пор, раковин и трещин.
Таблицы автоматической сварки.
Высота дугового столба превышает высоту насыпи флюса, поэтому точка разряда локализована в металлическом расплаве жидкой консистенции. При таком способе не наблюдается разбрызгивания металла, сварочная проволока с флюсом расходуется намного экономичнее, производительность процесса в целом повышается.
Все эти положительные моменты происходят благодаря тому, что использование защитных гранулированных смесей дает возможность применять рабочий ток высоких значений, не боясь при этом прерывания шва.
При классической сварке без флюса при сильном токе произойдет элементарное выплескивание жидкого металла из сварочной ванны. Механизированная сварка под флюсом – один из самых эффективных и экономных способов сварки, но только при условии соблюдения всех технических требований.
Автоматическая сварка под флюсом проводится со своими техническими нюансами. Флюс не насыпается вручную, а подается из специальной трубки из бункера. Через короткое время с катушки автоматически начинает подаваться проволока электрода.
Если по ходу процесса какая-то часть защитной смеси осталась неиспользованной, она отсасывается в специальную емкость пневматическим способом. Шлаковая корка расплавляется и охлаждается, затем убирается с поверхности металла механически. Схема автоматической сварки выверена буквально по секундам и граммам, это чрезвычайно эффективная система операций, связанных между собой.
Преимущества и недостатки метода сварки под защитой флюса
Сварка стыковых швов под флюсом.
Преимуществ у этого метода много, и все они серьезные:
- Стабильная и стойкая электрическая дуга.
- Значительная экономия энергии за счет повышения коэффициента полезного действия электропитания: минимизируются затраты энергии на нагревание металлов, на разбрызгивание, на расход электродной сварочной проволоки.
- Не нужно тратить усилий на предварительную разделку кромок металлических поверхностей: при токах высокой интенсивности плавление металла происходи намного быстрее. Если же речь идет о газовой сварке, то и при этом способе флюсы дают возможность плавить металл намного эффективнее и быстрее.
- Повышение качества шва за счет того, что нет угара металла.
- Повышение безопасности и комфортности работы сварщика: большая часть пламени дуги находится за слоем флюса. Особенно это касается автоматической сварки под слоем флюса.
Недостатки сварки под флюсом тоже есть, их намного меньше:
- Во время процесса практически невозможно произвести осмотр результатов и места сварки.
- Дороговизна флюсовых смесей, равно как и всех остальных расходников для этого метода. В целом его нельзя назвать экономным.
Вам не обойтись без него, потому что технология автоматической и механической сварки под флюсом – дело непростое, требующее настоящего понимания и знаний многих аспектов: от режимов сварки до различий сварки под флюсом в зависимости от его химического состава.
Источник: https://tutsvarka.ru/vidy/flyusy-svarochnye
Применение сварочного флюса, принцип работы, классификация и процесс получения

В процессе электродуговой и газовой сварки высокотемпературная зона значительно увеличивает химическую активность, вследствие чего интенсивно окисляется металл, испаряется часть материала сварочной проволоки, снижается интенсивность металлургических процессов, из-за чего плавление оказывается не особо эффективным. С увеличением продолжительности сварки в ванночке скапливается все больше шлаков. Поэтому эта зона должна быть изолирована, что достигается использованием сварочных флюсов — неметаллических композиций с определенными свойствами.
Сварочная зона при установившемся процессе включает такие области:
- Зона дугового столба с температурой внутри 4000−5000 °С.
- Зона газового пузыря, образующаяся вследствие интенсивного испарения атомов в кислородной среде.
- Шлаковый расплав, который легче металла и находится вверху газовой полости.
- Расплавленный металл — внизу полости.
- Шлаковая корка, образующая верхнюю, твердую границу зоны сварки.
На поведение свариваемого материала влияет и сварочная проволока. Так, любая сварка представляет собой миниатюрный металлургический процесс.
От шлаковой корки и окисления, которые ухудшают качество шва, свариваемый металл обезопасить можно путем непрерывной подачи в сварочную зону легкоплавких и одновременно химически инертных компонентов, коими и являются флюсы для сварки. Материалы могут применяться и для поверхностной наплавки. С использованием флюса снижается количество пыли, непременно образующейся в процессе работы.
Использоваться данные материалы должны при следующих условиях:
- Флюс должен не снижать производительность, а стабилизировать процесс.
- Не должно быть химической реакции флюса с основным металлом, сварочной проволокой.
- На протяжении рабочего цикла зона сварочного пузыря должна быть изолированной от окружающей среды.
- По окончании процесса остатки, связываясь с коркой шлака, должны без труда удаляться из рабочей зоны. Причем до 80% отработанного материала после очистки может использоваться снова.
Поскольку эти требования можно назвать даже противоречивыми, оптимальный состав флюса и способ его подачи определяется конкретным видом сварки, конфигурацией соединяемых деталей и производительность процесса.
Классификация сварочных флюсов
Разновидности флюсов характеризуются такими параметрами:
- Внешним видом. Бывают порошковидными, зернистыми, газовыми, в виде пасты. К примеру, для наплавки или электросварки используется порошок или мелкие гранулы (причем у материала должна быть соответствующая электропроводность). Для пайки или газосварки лучше взять пасту, порошок или газ.
- Химическим составом. Требуется химическая инертность при высоких температурах и способность к эффективной диффузии ряда компонентов в металл шва.
- Способом получения. Плавящиеся и неплавящиеся. Первые эффективны при наплавке, когда поверхность металла должна эффективно дополнять иные химические элементы. Вторая группа служит для улучшения механических показателей готового шва, поэтому они используются, когда варят высокоуглеродистые стали и цветные металлы, к примеру, алюминий, плохо сваривающийся в обычных условиях.
- Назначением. Легированная сварочная проволока с флюсом, к примеру, позволяет улучшить химический состав и повысить механическую прочность исходного металла. Высоко ценятся универсальные флюсы, которые могут использоваться для сварки стали, цветных металлов и сплавов.
Типовые составляющие — это марганец и кремнезем, но с целью легирования могут включаться металлы и ферросплавы.
Классификацию часто производится по марке. Определяется она производителем. Например, марки, разработанные Институтом электросварки им. Патона, в обозначении обязательно имеют литеры A. H. Если наличествуют буквы ФЦ, значит, флюс разработало Центральное НИИ транспортного машиностроения. Хоть рецептура изготовления материалов стандартизирована, единой маркировки не существует.
Процесс получения и химический состав
Основа неплавленых флюсов керамическая, а получаются эти материалы путем механического измельчения компонентов на шаровых мельницах. В зависимости от размера фракций флюсы делятся на мелкие (с зерном 0,25−1,0 мм) и нормальные (с зерном размером до 4 мм).
Первые используются при сварке проволокой малых диаметров, не более 1,0−1,5 мм, в обозначение добавляется буква М.
При значительном количестве компонентов в неплавленом флюсе они предварительно связываются склеиванием, а потом уже частицы размалываются до нужного размера.
В неплавленых флюсах, кроме кремнезема, есть ферросплавы, марганцевая руда, оксиды ряда элементов, металлические порошки. Компоненты подбираются по способности усиливать металлургический процесс в зоне сварки.
В итоге улучшаются условия для поверхностного легирования и раскисления металла, зернистость сварного шва становится мельче, а количество вредных примесей в нем уменьшается.
Легирующие способности неплавленых материалов позволяет использовать более дешевую сварочную проволоку.
К недостаткам неплавленых флюсов относится, к примеру, то, что их упаковка должна быть плотнее, поскольку компоненты гигроскопичны, а влага ухудшает качество материала. Неплавленые флюсы к соблюдению технологии сварки требовательнее, так как при этом существенно могут измениться условия легирования.
Магнитные флюсы тоже относятся к категории неплавленых. Их эффективность подобна керамическим, однако они дополнительно содержат железный порошок, увеличивающий производительность.
Плавленые флюсы главным образом используются при автоматической сварке. Технология их изготовления включает такие этапы:
- Подготовка и размол компонентов, кроме использующихся в неплавленых флюсах. Сюда же включается плавиковый шпат, мел, глинозем и пр.
- Перемешивание механической смеси во вращающихся мельницах.
- Плавка в газопламенных печах с защитной атмосферой или в электродуговых печах.
- Гранулирование для приобретения итоговыми фракциями требуемого размера зерен. С этой целью расплав флюса выпускается в воду и затвердевает в ней шарообразными частицами.
- Сушка в сушильных барабанах.
- Просеивание и упаковка.
Плавленые флюсы состоят из кремнезема SiO2 и оксида марганца. Марганец восстанавливает оксиды железа, постоянно образующиеся при сварке, и связывает серу в шлаках в сульфид, легко удаляющийся впоследствии со сварного шва. Кремний препятствует росту концентрации окиси углерода. Раскисляющие свойства последнего элемента повышают однородность химического состава металла.
Окраска плавленых флюсов прозрачная или светло-желтая, а плотность их не больше 1,6−1,8 г/см3.
Действие флюсов во время сварки
При ручной сварке флюс насыпается 60-миллиметровым слоем на поверхности металла, прилегающего к будущему стыку. При недостаточной толщине слоя возможен непровар и образование раковин и трещин. После этого при электросварке возбуждается разряд, а при газопламенной сварке поджигается горелка.
По мере перемещения электрода флюс подсыпается на новые поверхности. Так как размеры столба в дуге больше высоты флюса, разряд протекает в жидком расплаве компонентов, воздействующих на металлический расплав с удельным давлением до 9 г/см².
В итоге исключается разбрызгивание металла, расходуется меньше сварочной проволоки, растет производительность. Это объясняется способностью флюса использовать более высокие значения рабочего тока без опасений получения прерывистого шва.
Ток силой 450−500 А при открытой сварке невозможно применять, потому что дуга выплескивает металл из ванночки.
При полуавтоматической и автоматической сварке флюсы используются следующим образом:
- По специальной трубке флюс подается из бункера.
- Позже подается электродная проволока с катушки, расположенной после емкости с флюсом.
- По мере протекания рабочего процесса часть флюса, не использованная и связанная шлаками, пневматикой отсасывается в емкость.
- Расплавленная и охлажденная шлаковая корка механически удаляется со шва.
Плюсы применения флюсов:
- Отсутствие необходимости в предварительной разделке кромок будущего шва, так как с большими токами электросварки или повышенной концентрации кислорода при сварке газовой металл плавится гораздо интенсивнее.
- Отсутствие угара металла в зоне шва и прилегающих поверхностях.
- Более устойчивая дуга.
- Повышение КПД источника питания в результате снижения потерь энергии, которая тратится на нагрев металла, разбрызгивание его и повышенного расхода флюса и сварочной проволоки.
- Комфортные условия труда, ведь значительную часть пламени дуги экранирует флюс.
Ограничение применения в невозможности быстрого осмотра участка выполненной сварки. Данное обстоятельство требует более тщательных подготовительных работ, особенно при соединении сложных по конфигурации деталей. Еще флюсы довольно много стоят, а расходуются практически как сварочная проволока.
Источник: https://tokar.guru/svarka/izgotovlenie-i-ispolzovanie-svarochnogo-flyusa.html
Функции сварочный флюсов

Флюсы делают ряд принципиальных функций при сварке: изолируют сварочную ванну от атмосферного воздействия, стабилизируют дугу, сформировывают поверхность шва и легируют шов.
Одна из более принципиальных физических черт флюса — его вязкость в расплавленном состоянии. От нее зависят формирование шва, глубина проплавления основного металла и выход газов из зоны плавления. Образующиеся при плавлении флюса шлаки изменяют вязкость в достаточно широком спектре температур.
Зависимо от нрава конфигурации вязкости различают шлаки длинноватые и недлинные. Если плавление флюса-шлака происходит в широком спектре температур, то шлак именуют длинноватым, если в узеньком — маленьким. Кислые флюсы АН-348-А и ФЦ-б имеют длинноватые шлаки.
Более маленький шлак имеет основной флюс АН-22.
Сварочные флюсы-шлаки обязаны иметь температуру плавления несколько ниже температуры плавления металла. К примеру, при сварке сталей хорошей считают разницу в 200…300″С.
Другие принципиальные физические свойства флюсов — их плотность и газопроницаемость. При наименьшей плотности шлак легче удаляется из металла сварочной ванны, всплывая на ее поверхность. Это содействует получению сварных швов, незапятнанных от неметаллических включений.
От газопроницаемости флюсов зависит количество газов и паров в зоне плавления. Высочайшая газопроницаемость флюса усугубляет его защитные характеристики, но содействует наилучшему удалению газов, выделившихся из сварочной ванны при кристаллизации.
Газопроницаемость флюсов-шлаков находится в зависимости от их плотности, гранулометрического состава и строения частиц (пемзовидные, стекловидные либо кристаллические).
Наилучшей защитной способностью владеют флюсы с плотным строением частиц маленькой грануляции (стекловидный флюс), также смесь из частиц различного гранулометрического состава, обеспечивающего их плотную укладку.
Действенная защита сварочной ванны от атмосферного воздействия обеспечивается только при определенной толщине слоя флюса. Требуемая толщина слоя флюса растет при увеличении мощности дуги при сварке:
Сварочный ток, А 200…400 400…800 800… 1200
Толщина слоя флюса, мм 25…35 35…45 45…60
Электропроводимость флюса в водянистом состоянии — еще одна принципиальная физическая черта. Высочайшая электропроводимость шлака при электрошлаковой сварке — положительный фактор.
При дуговой сварке под флюсом шунтирование тока через водянистый шлак обычно составляет 2…5%. Завышенная электропроводимость водянистого шлака может усилить эффект шунтирования, что вызовет нарушение дугового процесса.
Форма шва также зависит от насыпной массы и гранулометрического состава флюса. Глубина проплавления больше при сварке под стекловидным флюсом, а ширина шва — под пемзовидным флюсом такого же состава.
При использовании флюса маленькой фракции получаются более узенькие швы, с большой глубиной провара и с завышенным коэффициентом формы по сопоставлению со швами, выполненными под флюсом большой фракции. Отделяемость шлаковой корки может быть обоснована как прилипанием шлака к поверхности металла шва, так и заклиниванием шлака меж кромками сварного соединения.
При механическом заклинивании легче дробить и удалять шлаки с низкой прочностью. Чем ниже основность шлака, тем больше его крепкость, потому кислые шлаки удаляются из разделки сложнее.
Шлак крепко удерживается на поверхности металла шва в этом случае, если эта поверхность окислена, а в составе шлака имеются соединения, которые крепко сцепляются с окисленной поверхностью. Подтверждено, что неплохой отделяемой шлаковой корки содействует отсутствие оксидного слоя на поверхности шва.
Источник: http://krona-sm.com/proizvodstvo/svarivanie/funkcii-svarochnyj-flyusov.html
Сварочные флюсы – Осварке.Нет

Сварочные флюсы — гранулированный порошок подаваемый в зону сварки, где при плавлении выполняет функции защиты сварной ванны и дуги от воздействия воздуха, стабилизации горения сварной дуги, качественного формирования шва, легирования металла шва необходимыми компонентами и т. д. Флюсы используют для автоматической и полуавтоматической сварки под флюсом, а также для электрошлаковой сварки.
Сварочные флюсы используемые для газовой сварки и сварки угольным электродом имеют немного другое предназначение. Флюсы этой классификации предназначены для удаления со шва твердых неметаллических включений и защиты от окисления кромок сварных деталей и присадки.
Классификация сварочных флюсов
Основными признаками по которым разделяют флюсы — метод производства, химический состав и целевое предназначение. В зависимости от способа производства бывают плавленные и неплавленные флюсы.
Плавленные флюсы производят путем сплавления всех его компонентов и последующего дробления на мелкие зерна необходимой грануляции. Плавленные флюсы могут быть стекловидные и пемзовидные. Первые имеют вид прозрачных зерен разных оттенков, которые получают путем заливания горячего (1200°C) жидкого флюса в бак с водой.
Пемзовидные флюсы — зерна пенистого материала получаемые при вливании жидкого флюса, нагретого до температуры 1600°C, в бак с водой. Когда пары воды подымаются, создают пемзовидный флюс. Размер зерен пензовидного флюса — от 0,2 до 4 мм. При использовании таких флюсом наблюдается лучшее формирование сварного шва.
Более надежной защитой зоны сварки отличаются стекловидные флюсы.
Плавленные флюсы более дешевые в производстве и обеспечивают надежное формирование шва, защиту дуги, легкое отделение шлака. Хранить флюсы необходимо в сухих местах в бумажных мешках.
Неплавленный флюс производят путем смешивания мелких гранул компонентов входящих в флюс механическим путем без сплавления. Наиболее часто используют керамические флюсы.
Керамический флюс получают при смешивании компонентов с жидким стеклом и последующим протиранием сквозь сыто или с использованием специальных грануляторов. После дробление флюсу дают просохнуть при температуре 150-200°C и прожариваю при температуре 350°C.
Керамические флюсы склонны поглощать влагу, поэтому их хранят в герметичных упаковках и жесткой таре через низкую прочность гранул. Их преимуществами считаются хорошая способность к легированию металла шва, низкая чувствительность к ржавчине и окалине.
По химическому составу различают оксидные, солевые и солеоксидные флюсы. Оксидные флюсы состоят с оксидов металлов из добавлением фторидных соединений. Из используют для сварки углеродистых и низколегированных сталей.
Солевые флюсы состоят из фторидных и хлоридных солей металлов. Используют эти флюсы для сварки активных металлов. Солеоксидные флюсы, как можно понять, состоят из оксидов металлов и фторидов.
Предназначены для сварки легированных сталей разного класса.
В зависимости от предназначения сварные флюсы делятся на несколько групп:
- для дуговой сварки углеродистых и низколегированных сталей;
- для дуговой сварки легированных сталей;
- для электрошлаковой сварки;
- для сварки цветных металлов и сплавов;
- флюсы для наплавки.
Флюсы для сварки сталей
Для сварки углеродистых и низколегированных сталей предназначены следующие марки флюсов отечественного производства: АН-348А, АН-348В, ОСЦ-45, АН-60, ФЦ-6, АНК-35, АН-20С, АН-37П и другие. Индексы стоящие после марки электрода означают: М — мелкие, С — стекловидные, П — пемзовидные.
Для дуговой сварки средне- и высоколегированных сталей используют следующие марки флюсов отечественного производства: АН-20П, АН-20С, АН-26, АВ-4, АВ-5, АН-30, ОФ-6, ОФ-10, ФЦ-17, ФЦК-С и другие.
Электрошлаковую сварку выполняют с использованием флюсов марок: АН-8, АН-22, АНФ-1, АНФ-6, АНФ-7, АНФ-14У, АН-25, С-1.
- Механизированная сварка меди и ее сплавов выполняется под флюсом марок: АН-348-А, ОСЦ-45, АН-20С, АН-26С, АН-М1, АН-М13, АН-М15, АН-М10.
- Флюсы для механизированной сварки алюминия и его сплавов: ЖА-64, ЖА-64А.
- Флюсы для электрошлаковой сварки алюминия и его сплавов: АН-301, АН-302, АН-304.
- Флюсы для дуговой сварки титана и его сплавов: АНТ-1, АНТ-3, АНТ-7, АНТ-23А.
- Для электрошлаковой сварки титана и сплавов: АНТ-2, АНТ-4, АНТ-6.
Для наплавки используют флюсы марко: АН-70, АН-28, АН-20П и дургие.
Флюсы для газовой сварки
Отдельно можно выделить флюсы для газовой сварки и угольным электродом, которые должны растворять оксиды и неметаллические включения в металле сварной ванны.
При использовании этих флюсов легкоплавкие смеси поднимают вверх сварной ванны у шлак. Используют флюсы в виде порошков или паст.
Сварка низкоуглеродистых сталей такими флюсами не выполняется из-за склонности к образованию легкоплавких оксидов железа на поверхности шва.
При помощи флюсов можно сваривать чугун, цветные металлы, высоколегированные стали. Флюсы для газовой сварки, а также для сварки угольным электродом должны выполнять следующие требования:
- флюс должен иметь температуру плавления ниже основного металла;
- флюс должен обладать достаточной жидкотекучестью;
- флюс не должен способствовать коррозии швов;
- флюс должен раскислять оксиды и превращать их в легкоплавкие соединения или удалять их со шва;
- образованный шлак должен защищать сварную ванну от воздуха;
- шлак должен хорошо отделяться от поверхности сварного соединения после сварки;
- густота флюса должна быть ниже густоты металла, чтобы шлак хорошо всплывал на поверхность и не оставался в металле.
Выбирают флюс в зависимости от вида и свойств свариваемого металла. В сварной ванне могут образовываться основные и кислотные оксиды. Если образуются основные оксиды, то используются кислые флюсы и наоборот, если кислотные — то основные флюсы. В любом случае реакция проходит по схеме:
основной оксид + кислый оксид = соль
Сварка чугуна сопровождается образованием кислых оксидов SiO2 для растворения которых вводят основные оксиды K2O Na2O. В качестве основных флюсов используют углекислый натрий Na2CO3, углекислый калий K2CO3 и буру Na2B4O7.
При сварке меди и латуни образуются основные оксиды (Cu2O, ZnO, FeO и другие), поэтому для их растворения используют кислые флюсы (соединения бора).
Источник: http://osvarke.net/materialy/flyus/
Флюсы
 ПодробностиОпубликовано 27.05.2012 13:26Просмотров: 11898
ПодробностиОпубликовано 27.05.2012 13:26Просмотров: 11898
При нагревании в процессе сварки все металлы и их сплавы, соединяясь с кислородом окружающего воздуха или сварочного пламени, образуют окислы. Окислы металлов имеют обычно температуру плавления выше, чем сам металл. Окислы покрывают капли расплавленного металла тонкой пленкой и тем самым затрудняют сплавление их при сварке.
Для того чтобы удалить образовавшиеся при сварке окислы и защитить расплавленный металл от окисления, применяют сварочные порошки или пасты, называемые флюсами.
Флюсы при сварке насыпаются или намазываются на кромки деталей, подготовленных под сварку, а также могут вводиться в шов вместе с присадочной проволокой.
В последнее время ВНИИавтогеном разработаны флюсы, которые подаются в парообразном состоянии непосредственно в пламя сварочной горелки.
Флюс связывает окислы металла, образуя с ними легкоплавкие химические соединения — шлаки, всплывающие на поверхность ванны и защищающие поверхность шва от дальнейшего окисления, либо расплавленный флюс просто растворяет в себе окислы (физическое растворение).
К флюсу предъявляют следующие требования: флюс должен хорошо удалять образовавшиеся при сварке окислы; плавиться раньше, чем свариваемый металл; хорошо растекаться по шву, чтобы прикрыть собой сварочную ванну; не должен оказывать вредного действия на металл шва; должен хорошо отделяться от шва после сварки; составляющие флюса должны быть простыми и недефицитными.
Флюсы применяются при газовой сварке меди, алюминия и их сплавов, чугуна, некоторых специальных сталей, например нержавеющих, а также при пайке.
При изготовлении флюсов используются следующие вещества: бура, борная кислота, окислы или соли натрия, калия, бария, фтора, лития и др. Состав флюсов выбирают в зависимости от состава и свойств свариваемого металла.
Борная кислота и ее соединения являются наиболее распространенными флюсами при сварке и пайке меди и ее сплавов.
При газовой сварке чугуна в качестве флюсов берут чаще всего окислы или соли натрия — едкий натрий, углекислый натрий и др.
При сварке и пайке алюминия и его сплавов подбирают флюсы, состоящие из смеси солей натрия, калия, фтора, криолита. Эти флюсы действуют как растворители окислов свариваемого металла.
Ниже при рассмотрении технологии сварки соответствующих металлов приводится рецептура флюсов.
При кислородной резке нержавеющих сталей, чугуна и цветных металлов применяется флюс, основой которого является железный порошок.
Такой флюс вводится в струю режущего кислорода
Основное назначение флюса — способствовать удалению тугоплавких окислов из места разреза металла.
Источник: http://electrowelder.ru/index.php/gazosvarschik/96-gumboils.html
Сварочный флюс – как защитить соединение грамотно?

Черные и цветные металлы, в целом, являются одним из важнейших видов конструкционных материалов, играют важную роль практически во всех видах деятельности человека. Часто возникает необходимость надежного соединения металлических элементов конструкций.
Из многочисленных способов его выполнения сварка металлов дает высокопрочное и надежное соединение. Видов и технологий разработано множество. Сварка электрической дугой и газовая сварка среди них очень распространены, активно и широко применяются при строительных работах, промышленном производстве, работах в сфере энергетики и т.п.
Среди требований к шву важным является защита зоны сварки. Образующиеся при сварке окислы имеют температуру плавления выше, нежели у металла, это значительно ухудшает соединение. В задачу флюсов входит защита от окислов, ухудшающих свойства шовного соединения, и образование легко удаляемых шлаков. Достигается это за счет включения в составы химических веществ.
Поэтому, будучи достаточно сложным композитным материалом, флюс для сварки защищает металлический расплав и зону воздействия (дуга или горелка) от кислорода и азота, делая горение более стабильным и мощным. Способствует восстановлению окислов, разжижает и понижает температуры шлаков и их соединений, тем самым создавая условия их всплывания на поверхность расплава для последующего удаления.
Современные флюсы могут изготавливаться в виде отдельного материала или в виде цельной конструкции. Так, наружный слой покрытия на материале сварочного стержня образует цельную конструкцию сварочного электрода, ставшую стандартом и получившую широкое распространение.
Подобно электроду, сварочная проволока с флюсом широко применяется в механизированных сварочных работах с защитными газами и без них. Проволока намотана в бобины, и флюс в ней располагается в виде сердечника. Он также выполняет задачи защиты сварочной ванны.
Еще одним из видов бобинных материалов для автоматических и полуавтоматических сварочных аппаратов является сварочная проволока порошковая. Конструктивно она состоит из трубки-электрода со смесью порошкового металла и флюса внутри. Это также флюсовая сварочная проволока.
Флюс и тут снижает выделения вредной пыли и газов, увеличивает глубину и мощность расплава, тем самым обеспечивая большую однородность и качество шва. Кроме того, во флюсах присутствуют специальные добавки для получения заранее заданной химической чистоты, увеличения прочностных характеристик швов, их легирования.
В зависимости от вида металлов, от типа сварки применяются разные флюсы. Так, первая группа флюсов применяется для сварки углеродистой и легированной стали. Для сталей высоколегированных используются флюсы второй группы. Соответственно, для цветных металлов и сплавов сварку проводят с применением третьей, большой группы флюсов.
Например, специализированный флюс для сварки алюминия в своем составе может содержать соли натрия, калия, лития, бария. Кроме того, в этом флюсе есть плавиковый шпат. В составе проволок для сварки алюминия применяются также кремний, марганец, магний, цинк и железо.
Как уже говорилось, многочисленные задачи выполнения сварочных работ решаются также с применением газовой сварки. Фактором ее использования является плавность и постепенность нагрева соединяемых металлических деталей. Особенно целесообразно применение газосварки в работах, требующих такой постепенности.
Например, при работах с чугунами и специальными и инструментальными сталями. Как и в случае применения дуговой сварки, флюсы для газовой сварки защищают расплав от образования тугоплавких окислов, способствуют образованию шлаков с низкими температурами плавления. Такие шлаки образуют тонкую защитную поверхностную пленку на шовном соединении.
И поэтому в случае газосварки к флюсам предъявляются требования: низкая плотность (должен плавать на поверхности расплава), легкоплавкость (менее температур плавки металла), адгезия и текучесть в расплаве, легкость вступления в реакцию с оксидными пленками и оксидами металлов (для образования низкотемпературных шлаков) и безопасность для людей и материалов.
Поскольку металлов, как и сплавов, множество, флюсовых материалов только для сварки газом известно больше ста наименований. Тут применяется, например, кремниевая и борная кислоты, бура, их многокомпонентные сочетания.
Источник: http://ogodom.ru/svarochnyj-fljus-svarki-provoloka-aljuminija-gazovoj.html
Что такое сварка под флюсом

Сварочный флюс – это гранулированный порошок размером зерен от 0,2 до 4 миллиметров, который используется для его подачи в зону горения сварочной дуги.
При воздействии температуры флюс плавится и создает защиту для сварочной ванны из газа и шлака, обеспечивает качественное сваривание, стабилизирует стабильность дуги и способствует переносу металла электрода в сварочную ванну, а также выводит грязные примеси в корку из шлака.
По способу изготовления флюс делятся на плавленые и керамические. Компоненты плавленых флюсов плавятся в печи, потом делятся на гранулы и подвергаются прокалке с фракционированием.
Керамические флюсы являют собой сухие смеси компонентов, которые получают при смешивании минералов и ферросплавов с жидким стеклом с дальнейшей просушкой, фракционированием и прокалкой.
Самыми распространенными являются плавленые флюсы.
В зависимости от состава химических компонентов флюсы могут быть оксидными, солевыми и солеоксидными.
Оксидные флюсы состоят из оксидов металла и содержат до 10% соединений фтора. Они назначаются для сваривания низколегированных и сталей с фтором. Оксидные флюсы делятся на бескремнистые, низкокремнистые и высококремнистые.
По содержания марганца их разделяют на низко-, средне- и высокомарганцевые. Солеоксидные флюсы в сравнении с оксидными содержат в своем составе меньше оксидов и большее количество солей.
Солеоксидные флюсы применяются для сваривания легированных сталей.
В составе солевых флюсов отсутствуют оксиды, а сами флюсы состоят из фторидов и хлоридов. Их применяют для сварки активных металлов и для электрошлакового переплавления.
Флюсы предназначаются для проведения сварочных работ высоколегированных сталей, легированных и углеродистых сталей, а также цветных металлов и сплавов. По строению зерен флюсы делят на стекловидные, пемзовидные и ценептированные.
Химическая активность флюса является одной из важнейших характеристик, которая определяется по общей окислительной способности. Показателем активности флюса является относительная величина активности со значением от 0 до 1. По химической активности флюсы делятся на четыре вида: малоактивные, пассивные, активные и высокоактивные.
Для проведения сварочных работ с низкоуглеродистой сталью используются оксидные флюсы. В данном случае возможно применение комбинации флюс-сварочная проволока. Вот две комбинации:
- Высококремнистый с низким содержанием марганца или совсем без марганца флюс в сочетании с низкоуглеродистой проволокой, а также легированной марганцем.
- Флюс с высоким содержанием марганца и кремния в сочетании с низкоуглеродистой и нелегированной проволокой. Легирование металла сварочного шва производится с помощью флюс, благодаря чему можно придать металлу шва легирующих свойств и делать его более прочным и долговечным.
Источник: http://3g-svarka.ru/chto-takoe-flyus-v-svarke.php
Флюсы для сварки

СВАРКА И РЕЗКА МЕТАЛЛОВ
При сварке электродной проволокой заданной марки флюс должен обеспечивать требуемый химический состав и механические свойства (предел прочности, относительное удлинение, ударную вязкость) металла шва. Это зависит от химических реакций, протекающих между расплавленными флюсом и жидким металлом, а также условий кристаллизации металла шва.
Флюс должен также обеспечивать устойчивое горение сварочной дуги, образование плотного шва нужного размера и формы, без трещин, пор и шлаковых включений.
После застывания наплавленного металла флюс должен образовывать шлаковую корку, легко отделяемую от поверхности шва.
Отвечать этим требованиям может флюс, обладающий определенным химическим составом и физическими свойствами: температурой плавления, вязкостью, насыпным весом.
Температура плавления флюса должна быть на 200—300° ниже температуры плавления свариваемого металла. Более вязкий флюс применяется при сварке кольцевых швов малого диаметра.
Для сварки стыковых и угловых швов на больших скоростях требуется более жидкотекучий флюс.
От насыпного веса флюса зависит формирование шва. Чем меньше насыпной вес, т. е. чем легче флюс, тем больше будет растекаться металл шва, так как давление слоя флюса на него будет меньше. С увеличением насыпного веса флюса шов получается более выпуклым.
В практике используют два сорта флюса: пемзовидный (флюс-пемза) с малым насыпным весом и стекловидный (флюс-стекло) с более высоким насыпным весом. Тот или другой сорт флюса применяют в зависимости от типа и расположения шва в пространстве и режима сварки.
Химический состав флюса выбирают в зависимости от состава свариваемого металла и электродной проволоки. Как и электродные покрытия, флюсы делятся на кислые и основные в зависимости от характера образуемых флюсом шлаков. Основными элементами, входящими в состав флюса, являются кремний и марганец. Кремний входит в виде окиси кремния и способствует получению плотных, беспористых швов.
При автоматической сварке появление пор вызывается реакцией окисления углерода, в результате которой образуется газообразная окись углерода. Окись углерода растворяется в металле и вызывает появление мелких газовых пор при его застывании.
Кремний легче вступает в соединение с кислородом, чем углерод, поэтому он окисляется раньше углерода, тем самым подавляя реакцию окисления углерода и обеспечивая получение беспори — стых швов.
Причиной появления пор может быть также поглощение жидким металлом водорода, образующегося при наличии ржавчины и попадании во флюс влаги.
Марганец является ценным элементом, так как предупреждает появление при сварке горячих трещин. Марганец способствует раскислению наплавленного металла и удалению из него серы.
Марганец в металл шва может вводиться через флюс или электродную проволоку.
В соответствии с этим при сварке малоуглеродистой стали применяют флюсы: высокомарганцовистые, содержащие более 30% МпО; среднемарганцовистые, содержащие от 15 до 30% МпО, и низкомарганцовистые, содержащие менее 15% МпО, или безмарганцовистые.
При сварке малоуглеродистой и низколегированной стали металл шва легируют марганцом путем введения его через высокомарганцовистый (кислый) флюс и используют малоуглеродистую электродную проволоку.
Для сварки высоколегированных сталей легированной проволокой применяются безмарганцовистые (основные) флюсы типа ФЦЛ-1, ФЦЛ-2. Составы некоторых наиболее распространенных плавленых флюсов приведены в табл.
23.
Для приготовления флюсов используются кварцевый песок, доломит, плавиковый шпат, кальций, марганцевая руда, кокс и др. Эти вещества дробятся, просеиваются и смешиваются в нужной пропорции. Затем шихта сплавляется при температуре 1400—1500° для получения однородной массы.
Эту массу для образования зерен требуемого размера (от 0,5 до 3 мм) подвергают грануляции путем выливания жидкого флюса в проточную воду. Гранулированный флюс просеивается на ситах. Флюсы мелкие с размером зерен 1,6— 0,25 мм имеют в своем обозначении букву М (например, АН-348АМ, ОСЦ-45М). Кислый марганцовистый флюс ОСЦ-45 получается стекловидным, зеленовато-бурого или темно-бурого цвета.
Он пригоден для сварки со скоростью до 60—70 м/час. При большей скорости сварки дуга под этим флюсом горит неустойчиво.
Фтористый кальций вводится во флюсы в виде плавикового шпата с целью придания шлаку большей жидкотекучести и уменьшения температурного интервала затвердевания шлака. Такой шлак называется «коротким» в отличие от «длинного» шлака, характеризуемого более широким интервалом затвердевания.
Однако присутствие во флюсе фтористого кальция обусловливает выделение при сварке вредных для дыхания газов, содержащих фтор (в виде фтористого кремния).
Поэтому при автоматической сварке необходимо обеспечивать хорошее проветривание помещения, а при работах внутри сосудов — также и внутреннего объема сосуда.
|
Марка флюса |
Содержа |
|||||
|
кремнезем SiO, |
закись мар — ганца МпО |
окись алюминия А1А |
окись кальция СаО |
фтористый кальций CaFa (пла* ВИКОВЫЙ шпат) |
окись магния MgO |
|
|
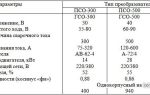
ОСЦ-45 АН-348 АН-348А АН-51 |
Для свар 43—45 42,5—45,5 41—43,5 31—33 |
к и у Г Л Є р ( 38—43 31.5— 35,5 34.5— 37,5 5—6,5 |
ЭДИСТЫ) До 2,5 » 2,5 » 3,0 21-23 |
с солей До 5,0 4,5—6,5 до 5,5 12—15 |
6—8 6— 7,5 3.5—5,5 7— 8,5 |
До 1 0,7—3,5 5,5—7,5 14—17 |
|
АН-348Ш ФЦ-9 ФЦ-10 |
42,5-45 37—43 44-37 |
31,5—35 36—41 |
до 2,5 9—13 19—21 |
12-14 5 до 3 |
5,7-6,5 1,5—3,5 2—3 |
2 28—30 |
|
ФЦ-4 |
45 |
38 |
До 0,4 |
5 |
3 |
3,5 |
|
ФЦ-6 |
44 |
45 |
4 |
1 |
3 |
— |
|
ФЦ-7 |
46—48 |
24—26 |
До 3,0 |
ДО 3.0 |
5-6 |
16-18 |
|
АН-8 |
33—36 |
21—26 |
11—15 |
4—7 |
13—19 |
5-7 |
|
ФЦЛ-1 ФЦЛ-2 |
Для с 27—28 35—36,5 |
варки выс |
о к о л е г 10—14 6—7 |
и р о в а и 28—38 32—34 |
і ы х ста 6—7,5 |
лей 16—18 15—18 |
|
АН-22 |
18—21 |
7—9 |
19—23 / |
12—15 |
20—24 |
11,5—15 |
|
для автоматической сварки
|
ЦНИИТМАШ разработал новые флюсы марок: ФЦ-3 и ФЦ-4, в которых содержание фтористого кальция снижено, благодаря чему уменьшилось выделение вредных газов при сварке. Для повышения устойчивости горения дуги во флюсы вводятся щелочи (соединения натрия и кальция), а для улучшения формирования шва — двуокись титана.
Кислый марганцовистый флюс АН-348А несколько более чувствителен к наличию серы и ржавчины в свариваемом металле и проволоке, чем флюс ОСЦ-45. С флюсом АН-348А можно сваривать малоуглеродистой электродной проволокой низколегированную сталь HJI-2.
Флюс АН-348А может быть двух видов: стекловидный и пемзовидный. Стекловидный флюс темно-бурого цвета имеет насыпной вес 1,4—1,6 г/сма и используется для сварки стыковых и угловых швов со скоростью не более 60 м/час.
Пемзовидный флюс светло-бурого цвета имеет насыпной вес 0,7—0,9 г/смъ и предназначен для сварки со скоростью до 150—200 м/час и более.
Влажность флюса не должна превышать 0,1%. Влажный флюс не пригоден для сварки, так как вызывает пористость шва. Отсыревший флюс перед сваркой должен быть просушен в течение 2—2,5 час при температуре 250—300°.
Для сварки малоуглеродистой стали марганцовистой проволокой применяют также среднемарганцовистый флюс АН-51, разработанный Институтом электросварки им. Е. О. Патона. Состав его дан в табл. 23. При сварке под этим флюсом с использованием марганцовистой проволоки выделяется значительно меньше вредных паров и газов.
Инж. И. А. Давыденко разработаны флюсы на основе двуокиси титана, не содержащие фтористых соединений и не выделяющие при сварке фторосодержащих вредных газов.
В качестве примера приведем состав одного из флюсов этого типа марки Д-2П: 41 % окиси кремния; 46% закиси марганца; 3,5% двуокиси титана; до 3% окиси алюминия; до 5% окиси кальция и окиси магния в сумме; до 1,5% закиси железа.
Флюсы с двуокисью титана обеспечивают высокую устойчивость дуги при сварке.
Плавленые флюсы позволяют легировать «наплавленный металл шва только в ограниченных пределах за счет элементов, выделяющихся из содержащихся во флюсах окислов (закиси марганца, окиси кремния). Поэтому при сварке легированных сталей и наплавке приходится применять специальную легированную проволоку.
Для устранения этого недостатка акад. К. К — Хренов предложил применять неплавленые флюсы, названные им керамически м и. В состав керамического флюса вводятся обычно мрамор, плавиковый шпат, графит и ферросплавы — ферросилиций, ферротитан, ферромарганец, феррохром.
Мрамор и плавиковый шпат составляют минерально-шлаковую основу флюса и определяют его физические свойства: жидкотекучесть, интервал температур затвердевания и др. Ферросилиций, ферротитан и графит служат раскислителями и частично легирующими примесями. Ферромарганец и феррохром являются легирующими примесями.
Введение во флюс окиси магния (магнезии) улучшает его физические и технологические свойства, снижая вязкость и температуру плавления флюса, а также уменьшает выделение вредных газов при сварке.
К таким флюсам на известково-магнезиальной основе относится, например, керамический флюс КС-2, для приготовления которого используется шихта, содержащая: 48,1% мрамора, 13% плавикового шпата, 20% магнезитового кирпича, 5% кварцевого песка, 1,5% ферромарганца, 2,4% ферросилиция, 6% ферротитана, 4% ферроалюминия и 22% жидкого стекла (плотность 1,3; модуль 2,5) к весу сухой шихты. Составные части керамического флюса предварительно тонко размалываются, просеиваются й смешиваются в нужных соотношениях аналогично тому, как это делается при изготовлении покрытий для электродов. Затем в смесь добавляется водный раствор жидкого стекла, масса тщательно перемешивается, просушивается, гранулируется в виде крупки с зернами нужного размера, которая прокаливается при 250—350° для полного удаления влаги.
Керамический флюс позволяет получать легированный наплавленный металл при сварке обычной малоуглеродистой проволокой. Керамические флюсы не чувствительны к ржавчине, а также менее чувствительны к повышенному содержанию в металле серы, фосфора и углерода.
Керамические флюсы находят применение также при наплавке штампов, режущего инструмента и выполнении других подобных работ. Недостатком керамических флюсов является меньшая, чем у плавленых флюсов, механическая прочность зерен. Поэтому при многократном использовании в процессе сваркц.
керамические флюсы истираются и дают много пыли.
Для сварки малоуглеродистых и низколегированных сталей применяют слаболегирующие флюсы, а для сварки высоколегированных сталей и наплавки — сильно легирующие.
Для автоматической и полуавтоматической сварки нержавеющей стали 1Х18Н9Т Д. М. Кушнеров и М. П.
Гребельник разработали керамический флюс К-8, приготовляемый из шихты следующего состава: 59% мрамора, 10% магнезитового кирпича, 5% глинозема, 6% плавикового шпата, 15% двуокиси титана, 5% ферросилиция (75%-ного), 24% жидкого стекла плотностью 1,35 (от веса сухой смеси).
Флюс пригоден для сварки на постоянном и переменном токе проволокой Св-1Х18Н9Т и 0Х18Н9Ф2С (ЭИ606). Флюс К-8Р отличается от К-8 тем, что в нем вместо двуокиси титана содержится более дешевый рутиловый концентрат в таком же соотношении по весу.
Сварка – технологический процесс, используемый на многих производствах, для соединения деталей путем их нагрева и установления межатомных связей. Существует более ста видов сварки, которые классифицируются по различным признакам. Классификация по …
Такая технология гравировки, резки и раскроя материала использует лазер высокого уровня мощности. Лазерный луч, который сфокусирован, двигается в графической программе по траектории отрисованного эскиза. Используются разные материалы: двухслойный пластик, органическое …
Как правильно выбрать сварочный кабель? На обеспечение бесперебойной работы сварочного оборудования, а также длительность его эксплуатационного срока зависит то, как правильно выбрать сварочный кабель. Необходимо, чтобы это было приспособление высокого …
Источник: https://msd.com.ua/svarka-i-rezka-metallov/flyusy-dlya-svarki/