Старые трубы, отслужившие свой век, рано или поздно приходится менять каждому хозяину. Одними из достойных противников массивным чугунным или металлическим изделиям не так давно стали легкие и надежные полипропиленовые трубы. Не самая последняя причина популярности данного материала — возможность самостоятельного монтажа.
Пайка полипропиленовых труб своими руками не настолько сложна, чтобы домашний мастер не мог с ней справиться в одиночку, однако каждая работа требует как своего инструмента, так и определенных знаний. Понимание того, с чем придется столкнуться на практике, поможет избежать многих ошибок, неизбежно подкарауливающих каждого новичка.
Свойства и разновидности труб

Полипропилен (PP, ПП) — продукт полимеризации пропилена — твердое белое вещество. Чтобы придать ему цвет, в материал специальные органические красители, пигменты. В промышленности используют полипропилен (гомополимер), имеющий изотактическую структуру, которую отличает твердость, морозо- и термостойкость, повышенная прочность, устойчивость против агрессивных реагентов.
Трубы для водоснабжения производят из первичного полипропилена PPR третьего типа. Материалы в состоянии:
- выдерживать высокое давление (10-25 атмосфер);
- быть надежными в эксплуатации более 50 лет;
- противостоять температуре до +95° (трубы для ГВС).

Есть у полипропилена один существенный недостаток — линейное расширение при нагревании. Он приводит к провисанию этих пластиковых трубопроводов ГВС.
Для снижения риска деформации, увеличения прочности данные изделия усиливают армированием (стекловолокно, алюминиевая фольга) — внешним или внутренним.
Такая защита позволяет использовать полипропиленовые трубы не только для водопроводов, но и в системах отопления.
Минус алюминиевого армирования — сложности, возникающие у домашнего мастера в процессе монтажа: как внешний, так и внутренний пояс металла требует разного подхода к пайке трубопровода.
Марки труб
Сейчас выпускают несколько разновидностей изделий, все они в некоторой степени отличаются свойствами, характеристиками, а значит, предназначением. Существует 4 марки, цифры означают максимальное значение давления (атмосферы), которые они способны выдерживать.

- PN 10. Материал, имеющий самую бюджетную стоимость. Объясняется она не слишком выдающимися характеристиками. Приобретают эти трубы для холодного водоснабжения, в исключительных случаях — для монтажа подводки к контурам систем «теплого пола», если максимальная температура не будет превышать 45°.
- PN 16. Это самые популярные трубы для холодного водоснабжения с высоким давлением, а также для низкотемпературного отопления, так как максимально допустимая температура составляет 60°.
- PN 20. Универсальный материал, который можно использовать для холодного или горячего водоснабжения, а также в автономных отопительных системах, где нет опасности гидроударов. Марка Gf-PPR PN 20 имеет стекловолоконное армирование. Температура теплоносителя не должна подниматься выше 80°.
- PN 25. Это самые прочные трубы, которые можно использовать для холодного либо горячего водоснабжения, в домах (квартирах) с любой системой отопления. Для марки Al-PPR PN 25 характерно внешнее армирование алюминием, для PERT-Al-PPR PN 25 — внутреннее. Максимальная температура — 90-95°.
Меньшая температурная деформация (в три-пять раз) армированных моделей — причина, по которой их рекомендуют для прокладки труб ГВС. Последние полипропиленовые изделия (PN 25) чаще покупают для монтажа отопительных систем, а также для подключения таких трубопроводов к металлическим.
Способы соединения полипропилена



Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Муфтовая сварка

Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Прямой (стыковой) метод

Это способ предполагает простую стыковку элементов одинакового диаметра торцами. Их нагревают, а затем быстро соединяют. На первый взгляд, кажется, что такая операция совсем элементарна, не это совсем не так. Технология эта чаще используется в промышленности.
Метод сложен, особенно в домашних условиях, так как требуется соблюсти соостность соединения, идеальную по точности. Еще одна ахиллесова пята стыкового способа — ненадежность, поэтому популярность его среди домашних мастеров невелика.
Холодная пайка (сварка)

Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Паяльные инструменты, материалы

Сварочный аппарат (паяльник) — предмет первой необходимости. Основа бытовых нагревательных приборов — плоский массивный элемент, предназначенный для установки насадок (металлических болванок — комплектов «муфта-дорн») различного диаметра, количество их — 2-3.
Паяльники для полипропиленовых труб бывают двух типов: с цилиндрической и с плоской нагревательной поверхностью. Цена последних устройств не слишком велика, а для разовых работ они вполне подходят. Аппараты с цилиндрической поверхностью — инструменты профессиональные, их используют для монтажа в труднодоступных местах.
Некоторые из моделей оснащают термостатами для поддержания оптимальной температуры, это будет «платным бонусом» для любого мастера. Если покупать аппарат большого смысла нет, то прибор можно арендовать.
Кроме устройства для пайки мастеру понадобятся:
- ножницы — труборез для полипропилена;
- карандаш, рулетка, угольник;
- торцеватель-фаскосниматель — для удаления внутреннего армирования;
- шабер (иначе шейвер) — для «избавления» от внешнего его слоя;
- ветошь и обезжириватель: изопропиловый либо этиловый спирт.
Болгарка или ножовка в этом случае — вариант не из самых лучших, так как поверхность получится неровной.
Шаберы и торцеватели бывают не только ручными, но и механизированными — предназначенными под дрель. Последние модели хороши для больших объемов, однако они требуют от мастера некоторого опыта.
Любая работа с серьезным высокотемпературным оборудованием требует присутствия толстых перчаток.
Проведение сварочных работ
Пайка полипропиленовых труб своими руками — совсем не безобидное занятие. В процессе нагрева и плавки этого пластика выделяются токсичные вещества, поэтому важно обеспечить очень хорошую вентиляцию помещения. Либо работать на улице.
Подготовка изделий
В соответствие с монтажной схемой, которую рекомендуют заранее рисовать непосредственно в месте, где будут располагаться трубы, подбирают трубу и фитинги соответствующего диаметра. Небольшое отклонение в диаметрах в этом случае вполне допустимо.
- Полипропиленовые трубы разрезают труборезом. Если производят пайку армированных изделий, то шейвером либо торцевателем удаляют алюминиевый слой. Не следует сразу делать заготовки для всех участков, потому что в процессе работы почти всегда возникает необходимость коррекции длины некоторых элементов.
- Обрабатывают те поверхности (внутреннюю, внешнюю) деталей, которым предстоит соприкасаться. С ролью обезжиривателя хорошо справляется даже спиртовая салфетка. В дальнейшем эти участки руками уже не трогают. Данный этап позволит не только получить качественный шов, но и убережет насадки от быстрого появления нагара.
- На обоих элементах карандашом размечают границы для соединений — длину свариваемого пояса. На трубе метка нужна в любом случае, на второй детали — если крайне важен угол относительно оси.
Нагрев полипропилена
На паяльник устанавливают комплект насадок подходящего диаметра. Аппарат соединят с сетью, если нужно, то выставляют температуру 260°.
Никаких отклонений для значения не предусмотрено, отличается лишь время обработки разных марок. Все рекомендации можно заранее прочитать в паспорте аппарата. Разогревается он 10-15 минут.
Пайка полипропиленовых труб своими руками, как и их подготовка, тоже производится в несколько этапов.
- Трубу и соединительный элемент вводят одновременно: первую, до отметки, в муфту, вторую — в дорн.
- После выполнения этой операции засекают время прогрева, разное для каждого диаметра. Любая передержка станет причиной деформации изделия.
- По истечению срока обе детали, слегка проворачивая, вынимают из нагревательных элементов, быстро вставляют друг в друга, мгновенно корректируют соостность (1-2 секунды), затем заводят до отметки. На этом этапе проворачивать детали уже недопустимо. В противном случае грозит неравномерное распределение пластмассы, о оно чревато нарушением целостности шва.
- Удерживают соединение до его остывания, не допуская ни малейшего смещения.
- К тесту системы приступают спустя 1-2 часа.
Есть некоторые примечания к приведенной таблице:
- при пайке тонкостенных труб PN 10 время их прогрева сокращают наполовину, а сопрягаемую деталь греют «по правилам», ориентируясь на таблицу;
- в холодном помещении (на улице), где температура ниже отметки в 5°, время прогрева увеличивают вдвое.
Предварительная практика в этом случае не помешает, она спасет от брака и возможных протечек. Для тренировки и полноценного теста можно взять самые недорогие изделия, чтобы провести пробные пайки.
Как поступают с армированием?
Любой слой алюминия — на поверхности либо в глубине полипропилена — автоматически сделает пайку невозможной. Если армирование находится на поверхности, то труба не войдет ни в сопрягаемый элемент, ни в нагревательную муфту. Этот слой счищают до основного материала.
Наружная защита
Трубу вставляют в шейвер, затем начинают проворачивать, удаляя мешающий слой металла. Обработку заканчивают, когда изделие упирается в дно инструмента. В этом случае необходимости в предварительной разметке нет. Готовую, прогретую трубу вставляют в соединительный элемент до упора: нельзя оставлять снаружи даже миллиметр незащищенного материала.
Внутренняя защита
Алюминий, спрятанный в толще, тоже требует обрезки: металл, контактирующий с водой, в скором времени начнет корродировать, а жидкость станет причиной надувания пузырей. В этом случае задача инструмента — закрыть торец расплавленным полипропиленом. Торцеватель вырезает 1,5-2 мм фольги у края трубы, чтобы при сопряжении деталей это место занял пропилен.
Трубы, имеющие в роли защитника стекловолокно, в дополнительно обработке перед пайкой не нуждаются.
«Полевые» испытания системы
После того как закончен монтаж системы, а также подключена вся сантехника, начинают самую ответственную операцию — гидравлические испытания. Согласно строительным нормам, необходимо давление, в 1,5 раза превышающее максимальное рабочее.
В бытовых условиях систему просто продувают напором воды. Перекрыв подачу, все соединения внимательно осматривают. Продолжительность такого контроля протечек рекомендуют делать в течение 15-30 минут, не менее.
Как избежать потенциальных ошибок?
Неспешная, продуманная до мелочей, работа в удобных условиях — хороший шанс избежать самых неприятных ошибок, грозящих переделками либо покупкой нового материала.
В первом случае придется удалять дефектный участок, затем снова повторять операцию. Результатом станет увеличение количества швов на магистрали.
Поэтому в пайке полипропиленовых труб мелочей нет, заранее учесть необходимо абсолютно все.
Чаще всего выявляются несколько нарушений технологии пайки полипропиленовых труб.
- Пропускают этап обезжиривания свариваемых поверхностей. Некоторые и вовсе считают его лишним. Однако даже крохотные капли воды становятся причиной снижения качества шва: материал становится пористым.
- Не до конца углубляют трубу в фитинг либо, наоборот, слишком сильно заводят ее в элемент, из-за чего внутри образуется крупный шов, затрудняющий ток воды.
- Нарушают продолжительность прогрева: чрезмерная длительность и короткое время одинаково опасны. В обоих случаях пострадает качество шовного соединения.
- Делают недостаточный длинный срез арматурного слоя на торцах изделий, либо удаляют его не полностью. В последнем случае полипропилен не сможет обезопасить металл.
- Корректируют шов после рекомендованного времени, не обеспечивают его неподвижность во время застывания. О надежности такого соединения говорить уже не приходится.
- Торопятся открывать воду, хотя рекомендуется делать проверку спустя час или два после монтажа полипропиленовых труб. Это время необходимо для восстановления молекулярной структуры полимерного материала.
- Покупают качественный материал, но от разных производителей. В этом случае вина в разном химическом составе, а значит, в отличающихся технических характеристиках изделий.
- Не очень корректно делают срез, который в идеале должен составлять ровно 90°.
Нельзя сказать, что пайка полипропиленовых труб своими руками — суперлегкая операция. В любом деле опыт имеет огромное значение, а в тех работах, что напрямую касаются подобных «жидких и горячих» коммуникаций, навыки — первая необходимость. Поэтому тренировка — единственный путь обезопасить себя и соседей от потенциального потопа.
Особенности этой, почти хирургической, операции тоже лучше не раз увидеть воочию, а в этом помогут живые уроки — видеоинструкции. Одну из них, очень популярную, можно посмотреть у нас:
Как паять полипропиленовые трубы
Пайка полипропиленовых труб является основным методом соединения элементов при построении магистралей водоснабжения в жилых домах или офисных помещениях. Линия стыка должна сохранять герметичность в процессе эксплуатации и не разрушаться под воздействием перепадов температур. Для выполнения работ используется специальное оборудование, требующее от оператора специальных навыков.

Основные способы пайки
Для соединения используют следующие методики:
- Муфтовая. На участки трубопровода надевается переходная втулка. Технологию применяют в ходе строительства магистралей отопления и водопровода. Этот способ рекомендован при пайке полиэтиленовых труб диаметром до 63 мм. Вместо монолитной муфты может использоваться тройник или узел с шаровым краном.
- Стыковая сварка полиэтиленовых труб. Данная методика предусматривает использование элементов труб с одинаковыми внешним диаметром и внутренним каналом. Осуществляют предварительную механическую обработку торцов, затем стык прогревают специальным оборудованием. Спайку трубопроводов встык не проводят в домашних условиях. Ее используют при соединении труб большого диаметра (например, магистральных водопроводов).
- Холодная технология. Она базируется на использовании органического растворителя, который размягчает слой полимера (например, поливинилхлорида). Кромки элементов необходимо обрезать ровно, а затем нанести слой реагента. Высокая летучесть растворителя ограничивает время на стыковку труб 10-15 секундами. Методика не популярна из-за низкой механической прочности полученного шва.
Используемое оборудование
Для соединения элементов при помощи муфты используется специальный паяльник, который оснащен массивным металлическим нагревателем.
На поверхности плиты предусмотрено гнездо для установки наконечников, соответствующих диаметру секций трубопровода. Для прямой или стыковой сварки необходим аппарат с механизмом центровки соединяемых деталей.
Дополнительная оснастка и инструмент, используемые при пайке трубопроводов:
- специальные ножницы для резки деталей;
- рулетка и инструментальная линейка для разметки;
- слесарный угольник;
- приспособление для зачистки армированных труб (шейвер);
- карандаш с мягким грифелем или маркер для разметки;
- нож для разделки фасок (необходим при стыковой сварке);
- жидкость для обезжиривания поверхностей перед пайкой.

Какие особенности полипропилена нужно учесть
При монтаже обращают внимание на:
- температуру подаваемой жидкости;
- схему коммутации трубопроводов.
На внешней части изделий имеется маркировка, обозначающая:
- производителя;
- тип конструкции оболочки (учитывается материал и армирующий слой);
- индекс, определяющий соотношение внешнего диаметра к толщине оболочки;
- номинальные значения внешнего диаметра и толщины оболочки;
- допустимое рабочее давление;
- перечень стандартов, которым соответствует продукция.
При соединении пластиковых труб необходимо учитывать рабочую температуру инструмента. Например, изделия из полипропилена (РР) или полиэтилена (РЕ) необходимо нагреть до 200…220°С. Трубы из поливинилиденфторида (ПВДФ) прогреваются до 232…248°С, а компаунд ЭХТФЭ становится текучим при 275…285°С.
Температурный режим использования
При работе с полипропиленовыми изделиями учитывают цветовую маркировку. Если на их внешней части нанесена синяя полоса, то материал рассчитан на использование в линиях холодного водоснабжения.
Для горячей жидкости применяются трубы с красной маркировочной полосой. Это позволяет визуально определять назначение каналов и упрощает процедуру монтажа. Недостатком полипропилена является высокий коэффициент температурного расширения.
В изделия для горячей воды вводится дополнительный слой фольги или стекловолокна.
Рекомендуем к прочтению Как самому запаять радиатор охлаждения
Схема подключения труб
Перед началом работ на стене помещения рисуют схему прокладки труб, с помощью которой определяют количество и конфигурацию соединительных элементов.
Для стыковки магистралей используют муфты или тройники, позволяющие коммутировать изделия разного диаметра. При креплении с металлическими каналами применяют специальные элементы, которые фиксируются к стальной трубе на резьбе.
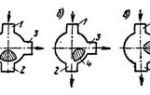
Существуют обводные петли для монтажа перпендикулярно пересекающихся магистралей, расположенных на одном уровне относительно стены.
Соединение труб пайкой с армированием
Технологии пайки позволяют соединять трубопроводы с расположенным внутри пластика упрочняющим слоем, который удаляется в зоне стыка. Сохранение металлических элементов, рассеивающих тепло, негативно влияет на качество шва и требует повышения мощности паяльного оборудования.
Из-за введения дополнительной защиты увеличивается диаметр изделий, для сопряжения необходимы специальные нагревательные насадки. Если в целях повышения прочности использовано стекловолокно, то методика пайки не отличается от процесса соединения стандартных труб.
Инструкция пайки разными способами
Изделия из пластика соединяются за счет взаимной диффузии материалов. Пластик доводится до состояния текучести, что обеспечивает взаимное проникновение частиц. После кристаллизации формируется монолитный слой, выдерживающий нагрев до 100°С и повышенное давление.
Диффузионный метод
Диффузионные методики (полифузная сварка) основаны на соединении предварительно расплавленных слоев пластика.
Для выполнения работ используется нагревательный прибор со сменным комплектом насадок, которые прогреваются до заданной температуры электрическим током, проходящим через спираль в подошве.
Сопрягаемые детали устанавливают в аппарат на 2-5 секунд, затем их стыкуют. После снижения степени нагрева формируется прочный и герметичный шов, обратная разборка стыка невозможна.

К плюсам методики полифузной сварки относят:
- быстрый процесс пайки, который не требует специальной оснастки;
- низкую себестоимость трубопровода.
Недостатком данного способа является сложность установки инструмента в труднодоступных местах.
В этом случае производится сборка конструкции на свободном пространстве в соответствии с расчетной схемой. Затем магистраль крепится к основному водопроводу, для обеспечения доступа паяльника в стенах выполняются выемки или отверстия.
Пайка раструбным способом
Алгоритм действий при использовании раструбного метода:
- Нарезать трубы на отрезки в соответствии с монтажной схемой. Торцевые кромки обрезают ножницами под прямым углом к боковым поверхностям. Если при проверке замечают отклонение от перпендикуляра, проводят дополнительную механическую обработку поверхностей.
- Протереть детали обезжиривающим раствором, установить на паяльный прибор металлическую насадку подходящего диаметра.
- Прогреть инструмент до заданной температуры, поместить муфту и сопрягаемую трубу на соответствующие насадки.
- Дождаться размягчения пластика, затем соединить детали и удерживать их в сжатом состоянии на протяжении 10-30 секунд. При монтаже необходимо соблюдать корректное положение муфты относительно трубы. При перекосах снижается прочность шва, и возможно нарушение герметичности стыка.
- Соединить трубопровод по описанной технологии, проверить работоспособность конструкции.
Рекомендуем к прочтению Какой паяльник для ППР-труб самый лучший
Торцевая сварка
Краткая последовательность действий при торцевой пайке пластиковых водопроводных труб:
- Установить отрезки труб в аппарат для пайки. В конструкции прибора предусмотрены винтовые зажимы и направляющие штанги, позволяющие соблюсти соосность стыкуемых деталей. Следует учитывать, что торцевая сварка ПНД-труб электромуфтами пригодна для элементов, имеющих толщину стенки от 5 до 50 мм.
- Обработать кромки при помощи ножа, выравнивание проводят до момента равномерного контакта отрезков трубопровода по всей длине окружности.
- Удалить с сопрягаемых поверхностей стружки и опилки, обезжирить детали.
- Установить между пластиковыми фрагментами нагревательную пластину, которая позволяет расплавить материал.
- Удалить пластину и свести стыкуемые детали с помощью выравнивающего приспособления. При сжатии происходит деформация и диффузия разогретого пластика.
- Снять приспособление с трубопровода, на месте стыка деталей будет виден кольцевой шов. Проверка герметичности производится опрессовкой. Если пайка выполнена с нарушениями, то необходимо сварить трубы заново.

Армированный полипропилен
Краткая инструкция по соединению армированных элементов:
- Разметить трубки в соответствии с монтажной схемой, при помощи шейвера обработать торцевые кромки. Инструмент надевается на наконечник трубопровода, вращательным движением производят удаление экрана и части пластика. Процедура прекращается после срезания алюминиевой фольги до чистого пластика.
- Протереть поверхность ветошью, смоченной обезжиривающим составом.
- Надеть на очищенную секцию муфту подходящего диаметра, а затем прогреть стык паяльником.
Встречаются трубы с металлическим экраном, расположенным в глубине оболочки. При использовании шейвера уменьшается толщина стенки, что негативно влияет на прочность конструкции. В этом случае используется торцеватель, который выравнивает торцевую кромку с одновременным вырезанием защитного слоя. Затем обезжиривают поверхности и соединяют элементы трубопровода при помощи паяльной установки.
Как избежать частых ошибок
Сварка пластиковых труб своими руками для начинающих пользователей – сложный процесс, поэтому рекомендуют практиковаться на обрезках трубопроводов. Перед тем как начать пользоваться паяльником, необходимо изучить инструкцию.
Распространенной ошибкой является перегрев линии стыка, когда размягченный пластик частично или полностью перекрывает сечение трубки.
При установке переходного элемента необходимо плотно и без перекосов вставить трубу в направляющий канал.
Рекомендуем к прочтению Как паять медные трубы самому
Если перед пайкой не проводится зачистка и обезжиривание поверхностей, то нарушается диффузия пластика.
Посторонние вещества создают непроваренные участки, которые не выдерживают эксплуатационного давления или перепадов температур. Шов начинает пропускать воду, для восстановления герметичности магистрали потребуется заменить участок трубопровода.
Аналогичные проблемы возникают при ремонте труб, из которых забывают удалить остатки жидкости.
Если производится коммутация труб с алюминиевой прокладкой, то остатки металлической фольги не позволяют сформировать монолитный шов. Имеющиеся пустоты не выдерживают давления воды и начинают пропускать жидкость.
При соединении трубопроводов муфтами или встык категорически запрещается совершать вращательные движения. Сдвиг слоев размягченного материала приводит к понижению прочности конструкции.
Участки магистрали фиксируются между собой, но в процессе эксплуатации швы разрываются под воздействием перепадов температур или давления воды.
При соединении пластиковых элементов используется инструмент, нагретый до 320°С. Правильный монтаж осуществляется в перчатках, изготовленных из натуральных волокон (например, замши).
Не рекомендуется использовать хлопковые рукавицы, которые начинают тлеть при контакте с раскаленным металлом или расплавленным пластиком.
Запрещается применять защитные приспособления из резины или прорезиненной ткани, которые разрушаются под воздействием повышенных температур.
Как правильно паять полипропиленовые трубы своими руками
Полипропиленовые трубопроводы уже настолько стали привычны в современном жилье, как те же пластиковые окна или конструкции из гипсокартона. Конечно, существуют и другие популярные материалы для монтажа квартирных водопроводов или систем автономного отопления, например медные или металлопластиковые, тем не менее пальма первенства все же за полипропиленом (ПП).
И это не случайно, ведь пайка полипропиленовых труб – занятие, которое способен освоить любой, кто не боится работать своими руками, проявляя при этом терпение и аккуратность. В результате домашний мастер получает обновленную систему коммуникаций в своей квартире, а также экономит немалую сумму денег на привлечении сторонних специалистов.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов.
Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным.
Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве.
Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену.
Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.

При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости.
Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно! Временные интервалы указаны из расчета температуры паяльника для полипропиленовых труб, установленной на уровне 255-265°С (не более 270°С). Они могут корректироваться в зависимости от температуры воздуха в рабочей зоне. Например, при +5°С продолжительность нагрева полипропиленовой трубы и её фитингов следует увеличить на 50%.
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием.
Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса.
Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям.
Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения.
Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей.
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять.
Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью.
Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.