Влияние водорода при сварке

Водород, так же как кислород и азот, растворяется в расплавляемом при сварке металле. Ой попадает в металл из воздуха, содержащего пары воды, из влаги покрытия электродов; из ржавчины, находящейся на поверхности металла изделия и электродов. При высокой температуре влага превращается в пар и диссоциируется с поглощением тепла Q:
2Н2O → 2Н2 + O2 — Q;
2Н2O → 2OН + Н2 — Q.
Водород содержится также в электродных покрытиях, в таких, как крахмал, целлюлоза и др., а также в самом металле. В небольших количествах он растворим в металле даже при комнатной температуре, однако с повышением температуры его растворимость растет и при переходе металла из твердого состояния в жидкое увличивается с 0,0007 (8 см3 на 100 г металла) до 0,0025 % (28 см3 на 100 г).
Во время сварки при наличии значительного количества водорода во влаге или в покрытии электродов увеличивается разбрызгивание, так как с понижением температуры растворенный в ванне водород бурно выделяется из металла, вызывая его кипение и разбрызгивание. С началом кристаллизации ванны растворимость водорода резко падает, атомарный водород выделяется по реакции
2H←→H2 + Q,
образуя молекулярный водород, который нерастворим в стали и уходит в шлак или атмосферу. Однако скорость кристаллизации может препятствовать удалению всего водорода, и часть его остается в шве в виде наружных и внутренних пор.
Процесс выделения водорода из металла происходит и при комнатной температуре в атмосферу и в микроскопические полости, имеющиеся внутри металла.
В результате образуются внутренние поры, в которых накапливается водород, создавая большое давление, что часто приводит к образованию микротрещин и, следовательно, к ухудшению прочностных характеристик наплавленного металла, особенно пластичности и ударной вязкости.
При изломе такого металла в нем обнаруживаются так называемые «рыбьи глаза» в виде светлых пятен небольшого диаметра с маленькой полостью (порой) в середине. Наличие «рыбьих глаз» в изломе металла всегда свидетельствует о насыщении его водородом.
Для удаления водорода иногда прибегают к выдерживанию сварных конструкций при комнатной температуре. Выдержка при температуре 250-300 °С ускоряет процесс выделения водорода. Водород является вредной примесью в стали, и при сварке следует избегать попадания влаги в шов, тщательно очищать поверхность металла от ржавчины и влаги и применять электроды с хорошо прокаленным покрытием.
Некоторую отрицательную роль при сварке играет окись углерода СО. Она нерастворима в стали и, находясь в газовой среде, окружающей дугу, защищает расплавленный металл от воздуха. При образовании СО в самом металле по реакции
FeO + С → СО + Fe
она действует как раскислитель металла, удаляющий кислород и восстанавливающий Fe из FeO, что сопровождается кипением ванны при сварке. Если не хватает других раскислителей, то СО может оказаться причиной пористости шва и ухудшения качества стали.
При сварке незащищенной дугой расплавляемый металл свободно контактирует с окружающим воздухом и насыщается кислородом и азотом, вследствие чего металл шва обладает низким качеством.
Предел его прочности равен 34-38 МПа (для низкоуглеродистой стали), относительное удлинение — 3-8% и ударная вязкость KCU=5-15 Дж/см2.
Поэтому сварку незащищенной дугой не применяют, а для защиты расплавляемого металла от воздуха и для улучшения качества, а также технологических свойств процесса сварки электроды покрывают специальной обмазкой. Кроме того, применяют защитные газы: аргон, гелий и др.
Похожие материалы
Источник: https://www.metalcutting.ru/content/vliyanie-vodoroda-pri-svarke
Водород

Водород – в нормальных условиях представляет собой горю¬чий газ без цвета и запаха. Это один из самых легких газов, он в 14,5 раза легче воздуха. С воздухом и кислородом водород может образовывать взрывчатую смесь (так называемый гремучий газ).
Получают водород электролизом воды, методом глубокого охлаждения газовых смесей, содержащих водород, разложением водяного пара при пропускании его через слой раскаленного железа и другими способами. Также возможно его получение в специальных водородных генераторах путем воздействия серной кислоты на железную стружку и цинк.
Водород, применяемый для сварочных работ, должен удовлетворять требованиям ГОСТ 3022-80.
Водородно-кислородное пламя – синего цвета и не имеет четких очертаний характерных зон, что затрудняет его регулировку.
В чистом виде водород для газопламенной обработки металлов применяется сравнительно редко. Чаще всего он является одним из компонентов составного горючего газа.
В зависимости от назначения технический водород выпускается в сжатом и несжатом виде трех марок:
А – используется в электронной, фармацевтической, химической промышленностях, в порошковой металлургии: для осаждения тугоплавких соединений из окислов металлов; при спекании изделий из порошковых материалов, содержащих хром и нержавеющие стали;
Б – используется в электронной, химической, цветной металлургии, фармацевтической промышленностях, промышленности средств связи и в энергетике;
В – используется в пищевой промышленности для гидрогенизации жиров, для гидрирования в процессах органического синтеза, в качестве защитных и охлаждающих сред в электротехнической промышленности, для нужд гидрометеослужбы.
ГОСТ 51673-2000 регламентирует качество и свойства газообразного чистого водорода, применяемого в ракетно-космической технике, в хроматографии, в процессах термообработки металлопродукции, при получении ультрадисперсных металлических порошков и особо чистых металлов, спекании изделий из порошковых материалов, изготовлении изделий электронной техники, нейтрализаторов выхлопных газов автомобилей и других отраслях промышленности и научных исследованиях.
Газообразный чистый водород в сжатом состоянии выпускают высшего, первого и второго сортов.
Свойства водорода
Основные свойства водорода приведены в таблице 1.
| Формула | H2 |
| Молекулярная масса | 2,016 |
| Плотность (при 0 °С и 101,3 кПа), кг/м3 | 0,090 |
| Плотность (при 20 °С и 101,3 кПа), кг/м3 | 0,0837 |
| Минимальная энергия зажигания, МДж | 0,017 |
| Температура кипения, °С | –253 |
| Температура плавления, °С | –259 |
| Температура пламени, °С | 2000–2100 |
| Температура критическая, °С | –240,2 |
| Температура воспламенения, °С | 410–590 |
| Давление критическое, МПа | 1,28 |
| Теплота плавления, кДж/кг | 173,40 |
| Высшая теплота сгорания, МДж/м3 | 12,80 |
| Низшая теплота сгорания, МДж/м3 | 10,83 |
| Высшая теплота сгорания, МДж/кг | 141,90 |
| Низшая теплота сгорания, МДж/кг | 120,10 |
Технический водород по физико-химическим показателям должен соответствовать значениям, указанным в таблице 2.
| Объемная доля водорода в пересчете на сухой газ, %, не менее | 99,99 | 99,95 | 98,5 | 97,5 |
| Общая объемная доля газов (кислорода, азота, окиси углерода, метана, двуокиси углерода) в пересчете на сухой газ, %, не менее | 0,005 | 0,05 | 1,5 | 2,5 |
| Концентрация водяных паров в трубопроводах и в резинотканевых газгольдерах при 20 °С и 101,3 кПа (760 мм рт. ст.), г/м3, не более | 0,5 | 0,5 | 25,0 | 25,0 |
| Концентрация водяных паров в баллонах под давлением при 20 °С и 101,3 кПа (760 мм рт. ст.), г/м3, не более | 0,2 | 0,2 | 1,0 | 1,0 |
| Наличие щелочи | Не определяется | Должен выдерживать испытания по п.4.6 (ГОСТ 3022-80) | ||
| Наличие сероводорода | Не определяется | Должен выдерживать испытания по п.4.7 (ГОСТ 3022-80) | ||
| Наличие хлора | Не определяется | Должен выдерживать испытания по п.4.8 (ГОСТ 3022-80) | ||
| Наличие масла | Не определяется | Должен выдерживать испытания по п.4.9 (ГОСТ 3022-80) |
Газообразный чистый водород по физико-химическим показателям должен соответствовать значениям, указанным в таблице 3.
| Объемная доля водорода в пересчете на сухой газ, %, не менее | 99,9999 | 99,999 | 99,994 |
| Суммарная объемная доля кислорода и аргона, %, не более | 0,00002 | 0,0002 | 0,002 |
| Объемная доля азота, %, не более | 0,00005 | 0,0005 | 0,002 |
| Объемная доля метана, %, не более | 0,00003 | 0,0003 | 0,002 |
| Объемная доля паров воды, %, не более | 0,0002 | 0,002 | 0,004 |
Транспортирование и хранение
Техническим водородом наполняют стальные баллоны емкостью 40 и 50 дм3 по ГОСТ 949 под давлением (14,7±0,5) МПа [(150±5) кгс/см2] при 20 °С.
Технический водород транспортируется также по трубопроводу.
Давление газа в баллоне и в трубопроводе измеряют манометром по ГОСТ 8625-77 класса точности не ниже 2,5.
Газообразным чистым водородом соответствующего сорта наполняют специально подготовленные баллоны вместимостью 40 и 50 дм3 по ГОСТ 949 под давлением (14,7±0,5) МПа [(150±5) кгс/см2] при 20 °С или стальные бесшовные баллоны большого объема по ГОСТ 12247 под давлением (39,2±1,0) МПа [(400±10) кгс/см2] при 20 °С, или контейнеры.
Давление газа в баллоне (контейнере) измеряют манометром по ГОСТ 2405 класса точности не ниже 1,5.
Баллоны должны возвращаться потребителем с остаточным давлением водорода не ниже 0,05 МПа (0,5 кгс/см2).
Транспортная маркировка — по ГОСТ 14192 с нанесением на маркировочный ярлык манипуляционного знака «Беречь от нагрева», а также знаков опасности по ГОСТ 19433 (класс опасности 2, подкласс 2.3, классификационный шифр 2311), номер ООН — 1049.
Баллоны, наполненные водородом, транспортируют транспортом всех видов, кроме авиации, в соответствии с правилами перевозки опасных грузов, действующими на транспорте соответствующего вида, и правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
Транспортирование баллонов должно производится в горизонтальном положении с прокладками между баллонами или в вертикальном положении обязательно с ограждением от возможного падения.
Совместная перевозка баллонов с водородом и кислородом категорически не допускается.
Баллоны, наполненные водородом, хранят в специальных складских помещениях или на открытых площадках под навесом, защищающим баллоны от атмосферных осадков и прямых солнечных лучей.
Складское хранение баллонов с водородом и баллонов с другими газами допускается только в помещениях, изолированных друг от друга.
Требования безопасности
Водород – бесцветный горючий газ без запаха. Плотность водорода при нормальных условиях — 0,0899 кг/м3, плотность по воздуху — 0,0695.
Водород физиологически инертен, при высоких концентрациях вызывает удушье. Наркотическое действие проявляется при высоких давлениях.
При работе в среде водорода необходимо пользоваться изолирующим противогазом (кислородным или шланговым).
Водород коррозионно неактивен, диффундирует через нагретые металлы и растворяется в них; при нормальных условиях химически малоактивен, термически устойчив. Химическая активность водорода увеличивается при повышении температуры, под действием ультрафиолетового и радиоактивного излучений.
В смеси с воздухом и кислородом водород пожаровзрывоопасен, что обусловлено низким значением минимальной энергии зажигания водородно-воздушной смеси (0,017 мДж), высоким значением минимальной теплоты сгорания (121000 кДж/кг) и широкой областью горения и детонации.
Концентрационные пределы распространения пламени для водородно-воздушной смеси – 4,12–75 % об., для водородно-кислородной смеси – 4,1–96 % об.
Водород способен проникать через мельчайшие дефекты уплотнений в окружающую среду, образуя взрывоопасные смеси с воздухом. Поэтому при работе необходимо обращать особое внимание на герметичность аппаратуры и газовых коммуникаций.
Температура самовоспламенения водородно-воздушной смеси – 510 °С.
Смеси водорода с воздухом относятся к категории взрывоопасности IIC, группе взрывоопасности Т1 по ГОСТ 12.1.011.
Источник: http://weldworld.ru/theory/gazovaya-svarka/materialy/gazy/vodorod.html
Газы, применяемые при электрической сварке плавлением

Газы, применяемые при электрической сварке плавлением
Для защиты дуги при электрической сварке плавлением применяют такие газы как аргон, гелий, углекислый газ, азот, водород, кислород и их смеси.
Аргон и гелий являются одноатомными инертными газами. Они бесцветны, не имеют запаха. Аргон тяжелее воздуха, что обеспечивает хорошую защиту сварочной ванны. Аргон, предназначенный для сварки, регламентируется ГОСТ 10157-79 и поставляется двух сортов в зависимости от процентного содержания аргона и его назначения.
Аргон высшего качества предназначен для сварки ответственных изделий из цветных металлов. Аргон первого сорта предназначен для сварки сталей. Смеси аргона с другими газами в определенных отношениях поставляют по особым ТУ (техническим условиям).
Гелий значительно легче воздуха.
ГОСТ 20461-75 предусматривает два сорта газообразного гелия: гелий высокой чистоты и гелий технический. Углекислый газ в нормальных условиях представляет собой бесцветный газ с едва ощутимым запахом.
Углекислый газ, предназначенный для сварки, должен соответствовать ГОСТ 8050-85, в зависимости от содержания он выпускается трех марок: сварочный, пищевой и технический. Летом в стандартные баллоны емкостью 40 дм3 (литров) заливается 25 дм3 (литров) углекислоты, при испарении которой образуется 12600 дм3 газа.
Зимой заливается 30 дм3 (литров) углекислоты, при испарении которой образуется 15120 дм3 газа. Сварочную углекислоту не разрешается заливать в баллоны из-под пищевой и технической углекислоты. Водород в чистом виде представляет собой газ в 14, 5 раза легче воздуха, не имеет запаха и цвета.
ГОСТ 3022-80 предусматривает три марки технического водорода. Водород применяет только в смесях. Кислород применяется как добавка к аргону или углекислому газу. ГОСТ 5583-78 предусматривает три сорта кислорода 1, 2-й и 3-ий.
В последние годы все большее применение находят смеси таких газов, как С02 (углекислый газ), Аг (аргон), 02 (кислород). При сварке в газовых смесях для точной дозировки газов применяют смесители.
В настоящее время применяют смесители: УКП-1-71 для смеси (С02 + 02); АКУП-1 для смеси (Аг + С02 + 02); УКР-1-72 для смеси (С02 + 02).
Перед смесителем устанавливают осушители для отделения паров или конденсата влаги.
Газы, применяемые при электрической сварке плавлениемДля защиты дуги при электрической сварке плавлением применяют такие газы как аргон, гелий, углекислый газ, азот, водород, кислород и их смеси.Аргон и гелий являются одноатомными инертными газами. Они бесцветны, не имеют запаха.
Аргон тяжелее воздуха, что обеспечивает хорошую защиту сварочной ванны. Аргон, предназначенный для сварки, регламентируется ГОСТ 10157-79 и поставляется двух сортов в зависимости от процентного содержания аргона и его назначения. Аргон высшего качества предназначен для сварки ответственных изделий из цветных металлов.
Аргон первого сорта предназначен для сварки сталей. Смеси аргона с другими газами в определенных отношениях поставляют по особым ТУ (техническим условиям).Гелий значительно легче воздуха. ГОСТ 20461-75 предусматривает два сорта газообразного гелия: гелий высокой чистоты и гелий технический.
Углекислый газ в нормальных условиях представляет собой бесцветный газ с едва ощутимым запахом. Углекислый газ, предназначенный для сварки, должен соответствовать ГОСТ 8050-85, в зависимости от содержания он выпускается трех марок: сварочный, пищевой и технический.
Летом в стандартные баллоны емкостью 40 дм3 (литров) заливается 25 дм3 (литров) углекислоты, при испарении которой образуется 12600 дм3 газа.
Зимой заливается 30 дм3 (литров) углекислоты, при испарении которой образуется 15120 дм3 газа. Сварочную углекислоту не разрешается заливать в баллоны из-под пищевой и технической углекислоты.Водород в чистом виде представляет собой газ в 14, 5 раза легче воздуха, не имеет запаха и цвета. ГОСТ 3022-80 предусматривает три марки технического водорода. Водород применяет только в смесях.Кислород применяется как добавка к аргону или углекислому газу. ГОСТ 5583-78 предусматривает три сорта кислорода 1, 2-й и 3-ий.
В последние годы все большее применение находят смеси таких газов, как С02 (углекислый газ), Аг (аргон), 02 (кислород). При сварке в газовых смесях для точной дозировки газов применяют смесители.
В настоящее время применяют смесители: УКП-1-71 для смеси (С02 + 02); АКУП-1 для смеси (Аг + С02 + 02); УКР-1-72 для смеси (С02 + 02).
Перед смесителем устанавливают осушители для отделения паров или конденсата влаги.
Газы, применяемые при сварке и резкеКислород при атмосферном давлении и обычной температуре — это газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20°С масса 1м3 кислорода равна 1,33 кг.
Сгорание горючих газов или паров горючих жидкостей в чистом кислороде происходит очень интенсивно, в зоне горения развивается высокая температура. Для получения сварочного пламени с высокой температурой, необходимой для расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с технически чистым кислородом.
Если горение газов происходит на воздухе, в котором кислорода содержится только 1/5 по объему (остальные 4/5 составляют азот и другие атмосферные газы), то температура сварочного пламени будет значительно ниже и процесс горения происходит значительно медленнее, чем в технически чистом кислороде.
Сам кислород не токсичен, не горюч и не взрывоопасен, однако, являясь сильнейшим окислителем, резко увеличивает способность других материалов к горению, а при очень высокой скорости горения — к взрыву.Технический кислород добывают из атмосферного воздуха, который подвергают обработке в воздухоразделительных установках, где он очищается от пыли, углекислоты и осушается от влаги.
Перерабатываемый в установке воздух сжимается компрессором до высокого давления и охлаждается в теплообменниках до сжижения. Жидкий воздух разделяют на кислород и азот. Процесс разделения происходит вследствие того, что температура кипения жидкого азота ниже температуры жидкого кислорода на 13°С.
Азот оказывается более легкокипящим газом и испаряется первым, поэтому его отводят из воздухоразделительной установки в атмосферу. Жидкий чистый кислород накапливается в воздухоразделительном аппарате. При испарении кислорода им заполняют баллоны под давлением, создаваемым с помощью компрессора.
Технический кислород транспортируют в стальных баллонах согласно требованиям ГОСТ 949-73 или в автореципиентах под давлением 15±0,5МПа (150±5кгс/см2) или 20±1,ОМПа (200 ±10кгс/см2) при 20°С. Для сварки и резки по ГОСТ 5583-78 выпускают технический кислород 1-го и 2-го сорта; 1-го сорта чистотой не менее 99,7% и 2-го сорта чистотой не менее 99,5%.
При хранении или транспортировке наполненных баллонов давление в них должно соответствовать температуре окружающего воздуха (табл. 3.2.). Хранение и транспортировка наполненных баллонов при температуре выше 60°С не допускается. Баллоны с кислородом должны возвращаться на заполнение с остаточным давлением не ниже 0,05МПа (0,5кгс/см2).
Ацетилен (С2Н2) является химическим соединением углерода с водородом. Это бесцветный горючий газ, имеющий резкий характерный запах. Длительное вдыхание ацетилена вызывает головокружение, тошноту, а иногда и сильное общее отравление. Ацетилен легче воздуха: 1м3 ацетилена при 20°С и атмосферном давлении имеет массу 1,09кг. Ацетилен является взрывоопасным газом.
Температура самовоспламенения ацетилена лежит в пределах 240 — 630°С и зависит от давления и присутствия в ацетилене различных примесей. При атмосферном давлении смесь ацетилена с воздухом взрывается при содержании в ней ацетилена 2,2% и более, а в смеси с кислородом при содержании — 2,8% и более.
Взрыв ацетилено-воздушной или ацетилено-кис-лородной смеси может произойти от искры, пламени или сильного местного нагрева. Поэтому обращение с карбидом кальция и с ацетиленом требует осторожности и строгого соблюдения правил безопасного труда.В промышленности ацетилен получают при разложении жидких горючих, таких как нефть, керосин, воздействием электродугового разряда.
Применяется также способ производства ацетилена из природного газа (метана). Смесь метана с кислородом сжигают в специальных реакторах при температуре 1300~1500°С. Из полученной смеси с помощью растворителя извлекается концентрированный ацетилен. Получение ацетилена промышленными способами на 30-40% дешевле, чем из карбида кальция.
Промышленный ацетилен закачивается в баллоны, где находится в порах специальной массы растворенным в ацетоне. В таком виде потребители получают баллонный промышленный ацетилен. Свойства ацетилена не зависят от способа его получения. Остаточное давление в ацетиленовом баллоне при температуре 20°С должно быть 0,05-0, ШПа (0,5-1,0 кгс/см2).
Рабочее давление в наполненном баллоне не должно превышать 1,9МПа (19 кгс/см2) при 20°С. Для сохранности наполнительной массы нельзя отбирать ацетилен из баллона со скоростью 1700дм3/ч.Рассмотрим подробнее способ получения ацетилена в генераторе из карбида кальция.
Карбид кальция получают путем сплавления кокса и негашеной извести в электрических дуговых печах при температуре 1900-2300°С, при которой протекает реакция:СаО+ЗС=СаС2 + СОI Расплавленный карбид кальция сливают из печи в формы-изложнкцы, где он остывает. Далее его дробят и сортируют на куски размером от 2 до 80 мм.
Готовый карбид кальция упаковывают в герметически закрываемые барабаны или банки из кровельной жести по 40, 100, 130 кг. В карбиде кальция не должно быть более 3% частиц размером менее 2 мм (пыль). По ГОСТу 1460-81 устанавливаются размеры (грануляция) кусков карбида кальция: 2×8; 8×15; 15×25; 25×80 мм.
При взаимодействии с водой карбид кальция выделяет газообразный ацетилен и образует в остатке гашеную известь, являющуюся отходом.
Реакция разложения карбида кальция водой происходит по схеме:СаС2+ 2Н20 = С2Н2 + Са(ОН)2Карбид Вода Газ Гашеная кальция ацетилен известь 1кг 0,562кг 0,406кг 1,156кгИз 1 кг химически чистого карбида кальция теоретически можно получить 372 дм3 (литра) ацетилена. Практически из-за наличия примесей в карбиде кальция выход ацетилена составляет до 280 дм3 (литров).
В среднем для получения 1000дм3 (литров) ацетилена расходуется 4,3-4,5 кг карбида кальция.Карбидная пыль при смачивании водой разлагается почти мгновенно. Карбидную пыль нельзя применять в обычных ацетиленовых генераторах, рассчитанных для работы на кусковом карбиде кальция. Для разложения карбидной пыли применяются генераторы специальной конструкции.
Для охлаждения ацетилена при разложении карбида кальция берут от 5 до 20 дм3 (литров) воды на 1кг карбида кальция. Применяют также «сухой» способ разложения карбида кальция. На 1 кг мелко раздробленного карбида кальция в генератор подают 0,2- 1 дм3 (литра) воды.
В этом процессе гашения известь получается не в виде жидкого известкового ила, а в виде сухой «пушонки», удаление, транспортировка и утилизация которой значительно упрощается.При сварке и резке металлов можно применять также и другие горючие газы и пары горючих жидкостей. Для нагрева и расплавления металла при сварке необходимо, чтобы температура пламени примерно в два раза превышала температуру свариваемого металла. Поэтому использовать газы — заменители ацетилена целесообразно только при сварке металлов с более низкой температурой плавления, чем у стали, таких как алюминий, его сплавы, латунь, свинец.При резке металлолома используют пропан. Пропан — это горючий газ, который получают при добыче природных газов или при переработке нефти. Обычно получают не чистый пропан, а с примесью бутана до 5-30%. Такая смесь именуется пропан-бутановой. Для сварочных работ пропан-бутановая смесь доставляется потребителю в сжиженном состоянии в специальных баллонах. Переход смеси из жидкого состояния в газообразное происходит самопроизвольно в верхней части балкона из-за меньшей удельной массы газа по сравнению с сжиженной смесью. Технический пропан тяжелее воздуха и имеет неприятный специфический запах.Природный газ состоит в основном из метана (степень чистоты 98%), остальное — примеси в небольших количествах бутана и пропана. Газ имеет слабый запах, поэтому, чтобы обнаружить утечку, добавляют специальные пахнущие вещества. Чаще всего метан применяют при резке металлов.
Для образования газового пламени в качестве горючего можно использовать и другие газы (водород, коксовый и нефтяной газы), горючие жидкости (бензин, керосин, ацетон и т.д.). Жидкие горючие менее дефицитны, но требуют специальной тары для хранения. Для сварки, резки и пайки горючая жидкость преобразуется в пары пламенем наконечника горелки или резака.
Основными газами, применяемыми при атомноводородной сварке, является водород и диссоциированный аммиак.
Водород. В промышленности водород получается электролизом воды и другими способами. По ГОСТ 3020- 45 чистота водорода должна быть не менее 99,5 %.
Допустимая влажность водорода составляет не более 25 г/м3 при нормальном давлении. Наличие влаги в водороде увеличивает коррозию баллонов и трубопроводов, снижает теплотворную способность газового факела.
Для осушки водород пропускает через хлористый кальций, концентрированную серную кислоту, селикагель, алюмогель и т.п.
С воздухом водород образует взрывчатые смеси. Взрывы возможны при содержании в воздухе водорода более 9,5%, поэтому все соединения трубопроводов, шлангов, вентили баллонов необходимо тщательно проверять на плотность.
Помещения, в которых производятся работы с водородом, должны хорошо вентилироваться.Газообразный водород хранится и транспортируется в баллонах под давлением 150 атм.
Водородные баллоны окрашиваются в темно- зеленый цвет с красными полосами по окружности или с надписью красной краской- «Водород».
Аммиак (NH3 ) при комнатной температуре представляет собой бесцветный газ с резким запахом, раздражающе действующий на глаза и дыхательные органы. По удельному весу он почти вдвое легче воздуха, сгущается в жидкость при давлении 8,45 атм ( при 20°С) и легко растворяется в воде.
Аммиак хранится в жидком виде при давлении 10 атм. в стальных цельнотянутых баллонах, окрашенных в желтый цвет.Более слабое охлаждающее действие аммиака ( по сравнению с водородом) дает возможность снизить напряжение зажигания дуги; однако при этом на 10-20 % повышается расход вольфрама.
Понижение температуры катализатора, присутствие воздуха и влаги уменьшают скорость диссоциации аммиака и понижают качество азотоводородной смеси, которая в таких случаях может содержать влагу и остатки неразложившегося аммиака. Для поглощения аммиака азотоводородную смесь пропускают через воду или водный раствор кислоты (1:3).
а для поглощения влаги — через едкий калий, едкий натрий хлористый кальций.
Источник: http://www.svartek.ru/articlesview.php?id_articles=186
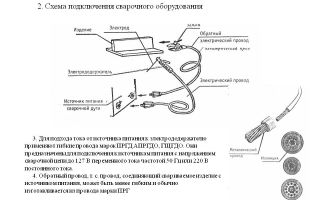
Электрохимическая дуговая сварка

Электрохимической дуговой называется сварка, при которой нагрев металла производят электрической дугой, а также теплом, выделяющимся при химических процессах.
Атомно-водородная сварка. Атомно-водородной сваркой называется сварка, в процессе которой нагревание металла производят дугой косвенного действия, а также теплом, выделяющимся при образовании из атомного водорода молекул этого газа по реакции 2Н»« Н2 + 100 600 кал.
Водород, который подводится к электрической дуге из баллона, находится в обычном молекулярном состоянии. Под влиянием высокой температуры дуги происходит диссоциация молекулярного водорода Н2«» 2Н —100 600 кал.
Соприкасаясь со сравнительно холодной поверхностью металла и с не расщепленными молекулами водорода, атомный водород (Н) опять переходит из атомной формы в молекулярную (Н2). При этом происходит выделение ранее поглощенного тепла.
В результате получается пламя с очень высокой температурой — около 3700°, которое и используется для плавления — сварки металла.
При этом способе сварки дуга возбуждается между двумя угольными или вольфрамовыми электродами (чаще применяют вольфрамовые электроды), поставленными один к другому под углом 45—60°. Так как температура плавления вольфрама около 3600°, а нагрев электродов достигает не больше 3000°, то вольфрамовые электроды не плавятся, а только «распыливаются» в процессе работы дуги.
Электроды укреплены в соплах (фиг. 383), через которые поступает водород. Под действием собственного магнитного поля и струи водорода дуга отклоняется и приобретает форму веера. Процесс отклонения дуги и получаемая дугой форма показаны схематически на фиг. 383, а.
Конструкция аппарата (горелки) для атомно-водородной сварки показана на фиг. 383, б, где 1 — вольфрамовые электроды и 2 — трубки, через которые подается к дуге из баллона водород. На фиг. 383, в показан внешний вид такой горелки; обозначения те же, что и на фиг. 383, б.
Атомно-водородную сварку можно производить как без присадочного металла (для листов толщиной до 2 мм), так и с присадочным металлом.
При атомно-водородной сварке для зажигания дуги требуется напряжение до 300 в; рабочее напряжение—от 60 до 120 в. Необходимость применения повышенных напряжений обусловливается высокой температурой плавления и испарения вольфрама, высоким потенциалом ионизации водорода и охлаждающим действием водорода на дугу. Для компенсации этого необходимо увеличение разности потенциалов.
Сила тока, применяемого при атомно-водородной сварке, составляет 20—70 а; она зависит главным образом от толщины свариваемого материала. Расход водорода определяется мощностью дуги и, следовательно, также зависит от, толщины свариваемого материала.
При сварке стальных листов толщиной от 2 до 5 мм сила тока составляет 20—40 а, а расход водорода около 350—800 л/час, для листов толщиной от 5 до 8 мм приведенные выше цифры увеличиваются для тока до 55 а и для водорода до 1000 л/час.
Ресход вольфрамовых электродов на 1 м длины шва при толщине листов 3 мм составляет около 0,5 г, при толщине листов 10 мм — около 2 г. При сварке алюминиевых листов расход материала резко увеличивается.
Соприкосновение с жидким металлом водорода обеспечивает восстановление окислов, вследствие чего качество шва повышается.
В России для атомно-водородной сварки, кроме водорода, применяют также азотно-водородную смесь, получаемую диссоциацией аммиака при температуре около 600°.
Процесс атомно-водородной сварки ведут следующим образом: 1) к электродам подают водород или азотно-водородную смесь; 2) включают ток; 3) веерообразный факел дуги направляют на основной металл; 4) после того как основной металл расплавится, в образовавшуюся ванну вводят конец присадочного прутка. Электроды в процессе работы укорачиваются, и расстояние между ними увеличивается; при передвижке обгоревших электродов предварительно выключают ток.
Так как при атомно-водородной сварке пользуются напряжением 300 в, сварщик во избежание электрического удара должен быть особенно осторожен.
Атомно-водородную сварку можно применять при работах со всеми сортами сталей небольшой толщины и главным образом со сплавами цветных металлов. Атомно-водородная сварка в значительной степени вытесняется в настоящее время аргоно-дуговой сваркой.
Положительными сторонами атомно-водородной сварки являются высокие механические качества шва и отсутствие надобности в обмазке электродов; к отрицательным относятся дефицитность материала электродов, громоздкость горелок, не всегда позволяющая вести работу по сварке сложных конструкций, неудобство и опасность работы с высоким напряжением.
Газо-электрической сваркой называют такой способ сварки, при котором металл нагревается одновременным действием электрической дуги и газовой горелки.
При таком способе достигается высокий нагрев металла и защита его от воздействия окружающего воздуха восстановительным пламенем горелки. Сварку ведут металлическим электродом.
Сварщик держит в правой руке горелку и в левой электрод; сварку ведут правым способом.
На фиг. 384 показана схема газо-электрической сварки.
Так как горение дуги при этом способе сварки происходит в пламени газовой горелки, электроды покрывают специальной обмазкой, улучшающей ионизацию газового промежутка дуги в этих условиях.
Такой способ сварки применяют для стальных листов толщиной не менее 3 мм, так как вследствие сильного нагрева металла более тонкие листы расплавляются.
Высокая температура вызывает образование весьма жидкой ванны металла, вследствие чего газо-электрическую сварку удобно применять только при сварке в нижнем положении.
Газо-электрическая сварка в России почти не применяется.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
Источник: http://privetstudent.com/referaty/proizvodstvo/128-elektrohimicheskaya-dugovaya-svarka.html
Атомно водородная сварка: особенности и все нюансы процедуры

Технологический процесс водородной сварки представляет собой газосварку по принципу электромеханического разложения воды на два компонента: водород и кислород. Это особая технология и своими характеристиками принципиально отличается от других способов газосварки. Например, атомно водородная сварка, которая производится с принудительным добавлением водорода.
Область применения
Такая газосварка, своими уникальными свойствами, завоевала широкое применение для специальных легированных сталей и алюминиевых сплавов. Эта водородная газосварка экономически выгодна при сваривании конструкций и изделий толщиной до 5 миллиметров.
Широкое применение такая технология нашла в:
- Авиастроении.
- Медицинской сфере.
- Химической промышленности.
- Ракетно-космическом производстве.
- Металлургической отрасли.
Во время выполнения этого водородно кислородного типа сварки происходит медленный и равномерный нагрев металла. Такой способ нагрева материала необходим при работе с:
- Низкоуглеродистыми и легированными сталями, толщиной до 5 миллиметров.
- Цветными металлами.
- Инструментальными сталями, для которых необходим медленный нагрев и охлаждение.
- Наплавочными работами при наплавке резцов.
- Чугуном и специальными аналогичными сталями, которые медленно остывают в среде угля и нагреваются равномерно по всей свариваемой поверхности. Своими технологическими режимами, такая газосварка предотвращает появления трещин в сварном шве.
- Ювелирном производстве.
- Изготовлении стоматологического инструмента.
- При изготовлении металлических оправ
- Запайке медицинских ампул с лекарствами.
Технологический процесс
Технологический процесс такой сварки основан на принципе подачи водородной смеси в сварочную зону. Сварочная горелка – это тот инструмент, который определяет направления, и количество этой смеси.
Во время выполнения водородно кислородной технологии сварки, из-за больших температур, горелка по краям оплавляется. Ее необходимо своими руками очищать.
Этот процесс газосварки может выполняться в ручном и автоматическом режимах.
Люди с опытом проведения сварочных работ могут выполнять такие работы самостоятельно своими руками. Достаточно приобрести простейший сварочный аппарат эффект 210, в комплекте поставляется дополнительная горелка. Такой аппарат работает от напряжения электросети 220 в.
Им хорошо достигается эффект порезки тонких металлических пластин из любых легированных сталей, с последующим соединением любых изделий.
Самодельная доработка для использования газовых баллонов с другими газами, этот сварочный аппарат можно использовать для выполнения технологии, которая называется — атомно водородная сварка.
Эффективно процесс сваривания в водородной среде используется на станциях технического обслуживания и ремонта автомобилей.
Горелка с правильно подобранным диаметром в соответствии с толщиной свариваемых деталей, обеспечивает высокий эффект продуктивного сваривания.
Источник: http://GoodSvarka.ru/metalov/vodorodnaya/
Атомноводородная сварка

Отличительная особенность атомноводородной сварки заключается в том, что она представляет собой электрохимический вариант сварки плавления за счет тепла электрической дуги между двумя косвенными электродами и рекомбинации водорода, предварительно диссоциированного вблизи столба независимой электродуги между двумя электродами, например, вольфрамовыми или графитовыми.
Простейшим видом плазменной сварки можно считать сварку дугой косвенного действия (рис.1).
Дуга зажигается между двумя или несколькими электродами, например, между тремя при питании дуги трехфазным током. Нагреваемый дугой объект в сварочную цепь не включен, поэтому он может быть изготовлен из материала, не проводящего электрический ток (стекло, керамика и т.п.).
Электроды- обычно неплавкие из угля или графита; при вдувании защитных газов или помещении дуги в закрытую камеру, заполненную защитным газом, возможно применение вольфрамовых электродов.
Наличие неплавких электродов обеспечивает высокую устойчивость дуги: при случайном обрыве катодное пятно довольно долго сохраняет высокую температуру и способность к термоэлектронной эмиссии, и дуга легко зажигается вновь при появлении достаточного напряжения.
При использовании постоянного тока наблюдается неравномерный разогрев электродов, анод нагревается значительно быстрее и при равных сечениях сгорает в 1,5 — 2 раза быстрее катода.
Поэтому для питания дуги косвенного действия чаще применяется переменный ток, при этом устойчивость дуги достаточна, скорость сгорания разнополюсных электродов одинакова.
Под действием магнитного поля сварочного контура линии тока изгибаются, а отброшенные электрически заряженные частицы при соударениях передают энергию нейтральным частицам и создают поток горящего газа- факел пламени.
Температура начальной части факела у столба дуги весьма высока, а с удалением от столба температура падает и в конце факела не превышает 800- 1000? С. Длина факела может оставлять 100- 200 мм. Пользуясь различными участками факела можно получать пламя различной температуры. Представляет интерес дуга косвенного действия, с вдуванием водорода в дугу. Способ носит название «атомноводородная сварка» (рис.2).
Рис.1. Схема дуги косвенного действия
1 — столб дуги; 2 — факел пламени
Рис.2. Схема атомноводородной сварки
Дуга переменного тока зажигается между двумя вольфрамовыми электродами; вдоль каждого из электродов в зону дуги подается струя водорода; основной металл не включен в сварочную цепь и не является электродом дуги.
Концы вольфрамовых электродов слегка оплавляются, но плавление при нормальных режимах сварки не получает развития и вольфрам расходуется медленно. Столб дуги резко изогнут как под действием магнитного поля, создаваемого электродами и токам, так и под механическим воздействием водородной струи.
Столб окружает ослепительно яркий ореол в форме плоского диска. В столбе и пламени атомноводородной дуги происходит диссоциация молекулярного двухатомного водорода в одноатомный по уравнению H2 = 2H. Эта реакция является эндотермической и связана с поглощением значительного количества тепла.
Для осуществления диссоциации одного моля водорода нужно затратить 100 000 кал. Степень диссоциации водорода при нагревании зависит от температуры и быстро возрастает с ее повышением. Диссоциированный водород является, таким образом, носителем значительного количества энергии.
При понижении температуры атомарный водород снова превращается в обычный молекулярный двухатомный газ, отдавая при этом тепло, затраченное на диссоциацию, по уравнению:
Н + Н = Н2 + 100 000 кал/моль.
Образование молекулярного водорода особенно интенсивно происходит на поверхности металлов, оказывающих каталитическое действие на эту реакцию. Таким образом, если ввести в пламя атомного водорода металлическую пластинку, то ее поверхность быстро расплавится и образуется сварочная ванна.
Процесс образования молекулярного водорода из атомного можно назвать горением, и можно говорить о пламени атомного водорода. Нагревание водорода происходит главным образом за счет столба дуги, длину которого стараются увеличить, поэтому напряжение дуги при атомноводородной сварке обычно составляет 70- 150 в, в среднем 100 в.
Атомноводородная горелка показана на рис.3.
Вольфрамовые электроды применяют диаметром 1,5 — 4 мм, сварочные токи 10 — 70 а. Защитным газом обычно служат технически чистый водород или смеси, богатые водородом, например, продукт диссоциации аммиака (2NH3=N2+ 3Н2), азотно- водородная смесь, состоящая из 75% водорода и 25% азота. В присутствии водорода не происходит заметного азотирования металла. Расход водорода при сварке 1 — 3 м3/ч.
Основные преимущества атомноводородной сварки
Основными преимуществами атомноводородной сварки можно считать следующие достоинства:
- Качество сварного шва выше, чем при любой электродуговой сварке. Этот метод применяют для изделий, к которым предъявляются повышенные требования по гидроплотности.
- Независимая дуга. Электрический ток не проходит через свариваемые детали.
- Защитно-восстановительная атмосфера. Водород хорошо защищает металл от окисления.
- По измерениям и теоретическим расчетам температура атомноводродного пламени составляет около 3700? С, что значительно выше температуры любого другого газового пламени; например, максимальная температура ацителенокислородного пламени составляет 3200 ?С.
- Величина напряжения может регулироваться расстоянием между электродами.
- Длина факела может составлять 100- 200 мм. Пользуясь различными участками факела можно получать пламя различной температуры.
Рис.3. Схема атомноводородной горелки
Основные недостатки атомноводородной сварки:
- Ввиду значительного напряжения атомноводородной дуги для питания ее применяют специальные сварочные трансформаторы с повышенным напряжением холостого хода ( обычно около 300 в ) и со специальными устройствами для защиты сварщика от поражения током.
- При высокой температуре дуги водород довольно легко соединяется с углеродом стали, образуя газообразные углеводороды, в результате чего содержание углерода в наплавленном металле может значительно снизиться, несмотря на хорошую защиту от окисления.
- Сложность процесса зажигания дуги. Необходимо иметь специальное оборудование для вырабатывания, очистки и диссоциации водорода.
- Для питания дуги косвенного действия чаще применяется переменный ток.
- В основном применяется для заготовок малых толщин, а для толстостенных заготовок необходимо вводить в зону сварки присадочный материал.
- Неудобная технологически форма сварочного пламени.
Приоритетная область применения атомноводородной сварки
Главная область применения атомноводородной сварки — использование ее при сварки специальных легированных конструкционных сталей, а также алюминия и его сплавов. При сварке алюминия необходимо применять флюс, так как водород не восстанавливает окись алюминия. Применение атомноводородной сварки технически и экономически целесообразно лишь на материале малых толщин, примерно 1 — 5 мм.
Источник: http://oitsp.ru/welding_article/atomnovodorodnaya-svarka
Урок 26. Получение водорода и его применение – HIMI4KA
 Архив уроков › Химия 8 класс
Архив уроков › Химия 8 класс
В уроке 26 «Получение водорода и его применение» из курса «Химия для чайников» узнаем о получении водорода в лабораториях и в промышленности, а также выясним в каких отраслях промышленности его применяют.
Водород находит широкое применение в технике и лабораторных исследованиях. Мировое промышленное производство водорода из меряется десятками миллионов тонн в год.
Выбор промышленного способа получения простых веществ зависит от того, в какой форме соответствующий элемент находится в природе. Водород находится в природе преимущественно в соединениях с атомами других элементов. Поэтому для его получения необходимо использовать химические методы. Эти же методы применяют для получения водорода и в лабораторной практике.
Получение водорода в лаборатории
В лабораториях водород получают уже известным вам способом, действуя кислотами на металлы: железо, цинк и др. Поместим на дно пробирки три гранулы цинка и прильем небольшой объем соляной кислоты. Там, где кислота соприкасается с цинком (на поверхности гранул), появляются пузырьки бесцветного газа, которые быстро поднимаются к поверхности раствора:
Атомы цинка замещают атомы водорода в молекулах кислоты, в результате чего образуется простое вещество водород Н2, пузырьки которого выделяются из раствора. Для получения водорода таким способом можно использовать не только хлороводородную кислоту и цинк, но и некоторые другие кислоты и металлы.
Соберем водород методом вытеснения воздуха, располагая пробирку вверх дном (объясните почему), или методом вытеснения воды и проверим его на чистоту. Пробирку с собранным водородом наклоняем к пламени спиртовки. Глухой хлопок свидетельствует о том, что водород чистый; «лающий» громкий звук взрыва говорит о загрязненности его примесью воздуха.
В химических лабораториях для получения относительно небольших объемов водорода обычно применяют способ разложения воды с помощью электрического тока:
Из уравнения процесса разложения следует, что из 2 моль воды образуются 2 моль водорода и 1 моль кислорода. Следовательно, и соотношение объемов этих газов также равно:
Получение водорода в промышленности
Очевидно, что при огромных объемах промышленного производства сырьем для получения водорода должны быть легкодоступные и дешевые вещества. Такими веществами являются природный газ (метан СН4) и вода. Запасы природного газа очень велики, а воды — практически неограниченны.
Самый дешевый способ получения водорода — разложение метана при нагревании:
Эту реакцию проводят при температуре около 1000 °С.
В промышленности водород также получают, пропуская водяные пары над раскаленным углем:
Существуют и другие промышленные способы получения водорода.
Применение водорода
Водород находит широкое практическое применение. Основные области его промышленного использования показаны на рисунке 103.
Значительная часть водорода идет на переработку нефти. Около 25 % производимого водорода расходуется на синтез аммиака NH3. Это один из важнейших продуктов химической промышленности. Производство аммиака и азотных удобрений на его основе осуществляется в нашей стране на ОАО «Гродно Азот». Республика Беларусь поставляет азотные удобрения во многие страны мира.
В большом количестве водород расходуется на получение хлороводородной кислоты. Реакция горения водорода в
кислороде используется в ракетных двигателях, выводящих в космос летательные аппараты. Водород применяют и для получения металлов из оксидов. Таким способом получают тугоплавкие металлы молибден и вольфрам.
В пищевой промышленности водород используют в производстве маргарина из растительных масел. Реакцию горения водорода в кислороде применяют для сварочных работ. Если использовать специальные горелки, то можно повысить температуру пламени до 4000 оС. При такой температуре проводят сварочные работы с самыми тугоплавкими материалами.
В настоящее время в ряде стран, в том числе и в Беларуси, начаты исследования по замене невозобновляемых источников энергии (нефти, газа, угля) на водород. При сгорании водорода в кислороде образуется экологически чистый продукт — вода. А углекислый газ, вызывающий парниковый эффект (потепление окружающей среды), не выделяется.
Предполагают, что с середины XXI в. должно быть начато серийное производство автомобилей на водороде. Широкое применение найдут домашние топливные элементы, работа которых также основана на окислении водорода кислородом.
Краткие выводы урока:
- В лаборатории водород получают действием кислот на металлы.
- В промышленности для получения водорода используют доступное и дешевое сырье — природный газ, воду.
- Водород — это перспективный источник энергии XXI в.
Надеюсь урок 26 «Получение водорода и его применение» был понятным и познавательным. Если у вас возникли вопросы, пишите их в комментарии. Если вопросов нет, то переходите к следующему уроку.
Источник: https://himi4ka.ru/arhiv-urokov/urok-26-poluchenie-vodoroda-i-ego-primenenie.html
Водородная сварка

Водородное пламя может быть прекрасной альтернативой ацетиленовому, с его помощью также можно проводить резку, пайку и сварку. Водородная сварка практически безвредна, причиной тому является пар, являющийся здесь продуктом горения.
Если вы владеете газовой, то водородная сварка не будет для вас слишком затруднительной. Люди пользуются газовой сваркой уже более века, основным горючим газом в ней является ацетилен, однако водород более продуктивен, отличие в том, ацетиленовое пламя способно восстановить железо, а водородное его окисляет.
Водородная сварка происходит с участием кислорода и смеси горючего газа. Сварочная ванна в этом случае покрывается слоем шлака, с шов получается тонким и пористым, сейчас применяются углеводороды, при помощи которых удалось решить эту проблему.
Применение водородной сварки
Водород подходит для сварки железных изделий, но не нержавеющих сталей, так как он растворяется в расплавленном никеле, также такая сварка не подходит для меди, но водородная атмосфера не дает поверхности окисляться.
Сварочный водородный аппарат способен работать от обычной бытовой электросети, прибор работает в автоматическом и ручном режиме. В стандартную горелку по шлангу подается смесь кислорода и водорода, температура пламени регулируется на уровне 600 – 2600 градусов.
Этими аппаратами легко пользоваться, они не требуют частой перезарядки, ими можно начинать пользоваться уже через пару минут, при этом аппарат весьма мощный.
Такая сварка весьма экологична, что отличает ее от ацетиленовой, сильно загрязняющей окружающую среду. Приборы безопасны при хранении и работе, при этом от защитной одежды отказываться не стоит.
Еще одно важное условие перед началом работы, нужно правильно подобрать электроды, все разновидности сварочных электродов уникальны, от их правильного выбора будет во многом зависеть успех работы, при выборе нужно учесть рабочий материал, требуемое качество шва, условия работы и многие другие параметры.
- Такая сварка способна выполнить практически любую задачу по пламенной обработке материала. Эти приборы весьма популярны у ювелиров, стоматологов и специалистов по ремонту холодильников.
- Мощные аппараты позволяют варить материал, толщиной до 3 мм, они постоянно используются на станциях по ремонту различной техники, так как там нельзя использовать кислородные баллоны.
- Водородные аппараты можно использовать для кузовных работ, ремонта батарей, блоков и двигателей. Как только будет достигнут максимально возможный уровень давления электролита, система сама подаст сигнал и аппарат отключится, что обеспечивает высокую пожаробезопасность.
Эта технология обеспечивает намного более чистый рез, по сравнению с пропаном и ацетиленом. Эти аппараты применяются в колодцах тоннелях и метрополитене, там запрещены пропан и ацетилен.
Водородная сварка возможна и при отрицательной температуре. Такой аппарат весьма пригодится дома, но они достаточно дороги, есть и другой вариант, собрать прибор самому.
Водородная сварка своими руками
Водородную смесь можно получить при помощи электролиза водного раствора щелочи, источник тока можно сделать, используя выпрямитель для зарядки аккумулятора от машины.
Электролиз должен происходить в сосуде, дома подойдет стеклянная банка с крышкой из полиэтилена, ее объем может быть от полулитра. В крышке сделайте точки вывода для проводов и пластин электродов, а также для втулки трубки отвода газов.
Далее, герметизируйте все выводы и крышку, для этого можно воспользоваться обычным Моментом. Заполните банку электролитом через щтуцер отвода газов, это можно сделать при помощи шприца.
Гидродозатором может быть второй сосуд, в нем происходит барботирование газов, там они насыщаются парами горючих веществ. Эта смесь отправляется в третью емкость с водой, она является затвором для выхода газов. Газ с кислородом, водородом и горючими веществами будет выходить через медицинскую иголку.
- Температура пламени может доходить до 2500 градусов, но если менять уровень подаваемого напряжения ее можно регулировать.
- Процесс горения должен быть стойким, если изменить напряжение на электродах, поменяется и сила тока, а она влияет на дозу выделения газа.
- При электролизе идет расход воды, а количество щелочи не меняется, она распадается на ионы, что повышает электропроводность раствора.
Топливную смесь можно пополнять обычным медицинским шприцем с иглой. Внутри трубки шприца нужно поместить ватные тампоны, на ее конце и основании, это необходимо, чтобы не было проскока пламени по трубке в сосуд со спиртовым составом.
Выпрямитель можно собрать, соединив диоды по полупериодной сети, для этого подойдет трансформатор с мощностью от 180 Вт, хорошим вариантом будет прибор от старого советского телевизора, удалите вторичные обмотки и намотайте новые, используя толстый медный обмотанный провод.
Сделайте отводы, чтобы регулировать выходное напряжение, обеспечивающее работу электролизера. Температура пламени будет зависеть от состава топлива, можно использовать ацетон или этиловый спирт.
Если вы выбрали ацетон, не ставьте втулки из трубок от гелиевых ручек, они в нем растворятся. Если в смеси будет преобладать кислород, пламя может погаснуть.
Если вы соберете устройство качественно, и оно будет герметичным, то сможет проработать очень долго. Если же вам нужно сварить крупные металлические элементы, то нужно узнать, как делается контактная сварка своими руками, в принципе, это вполне возможно.
Водородная сварка может быть весьма опасной, так как смеси могут взрываться, кислородные редукторы воспламеняться, случаются и обратные удары пламени.
Перед началом работы, нужно четко изучить технику безопасности, это первое, что необходимо для сварки новичку, пренебрегать ею невозможно. Нельзя проводить такую сварку вблизи легко воспламеняющихся веществ.
Если сварка идет в закрытом помещении, нужно часто делать перерывы и выходить на воздух. В закрытом и полузакрытом помещении для удаления газов используйте местные отсосы. Если сварка идет в резервуаре, то обязательно нужен наблюдатель снаружи.
- Все работы проводите только в защитных очках, чтобы не повредить глаза. Если используете газовые баллоны, переносите их на тележке или носилках и используйте защитный колпак.
Они не должны соприкасаться и падать, в зоне сварки не должно быть кислородных баллонов. Всегда используйте редукторы с исправными манометрами, чтобы избежать взрывов.
Пламя горелки при сварке должно быть направлена в сторону от источника питания, если это невозможно, оградите источник при помощи железного щита. Газопроводящие рукава должны находиться вблизи сварщика, в перерывах пламя горелки нужно тушить. Если соблюдать эти простые правила, водородная сварка всегда будет безопасной.
Источник: http://DekorMyHome.ru/remont-i-oformlenie/vodorodnaia-svarka.html